环氧乙烷/乙二醇技术进展及市场分析
2012-09-18殷伊琳
殷伊琳
(天津渤海化工集团有限责任公司,天津 300040)
环氧乙烷/乙二醇技术进展及市场分析
殷伊琳
(天津渤海化工集团有限责任公司,天津 300040)
目前世界上的环氧乙烷/乙二醇装置普遍采用氧气氧化法,占有氧气氧化法技术市场份额较大的公司是Shell、DOW和SD三家。本文对三家公司的工艺技术特点作一些比较,并分析了我国乙二醇的生产情况及发展前景。
环氧乙烷;乙二醇;工艺技术比较;市场分析
环氧乙烷(EO)是乙烯工业衍生物中仅次于聚乙烯而占第二位的重要有机化工产品,主要用于生产乙二醇(EG),占环氧乙烷总用量的60%,其它用于制造非离子表面活性剂、氨基醇、乙二醇醚等。乙二醇是制造聚酯树脂的主要原料,也大量用作汽车抗冻剂。
1 环氧乙烷/乙二醇主要生产工艺及技术进展
目前,世界上EO工业化生产装置几乎全部采用以银为催化剂的乙烯直接氧化法。全球EO生产技术主要被 Shell、SD(科学设计公司)、DOW(陶式化学公司)所垄断,90%以上的生产能力采用上述3家公司生产技术,其中Shell占38%,SD占31%,DOW占22%。此外拥有EO生产技术的还有日本触媒公司、德国的BASF公司、意大利的SNAM公司以及德国赫斯公司等[1]。
1.1 工艺流程概述
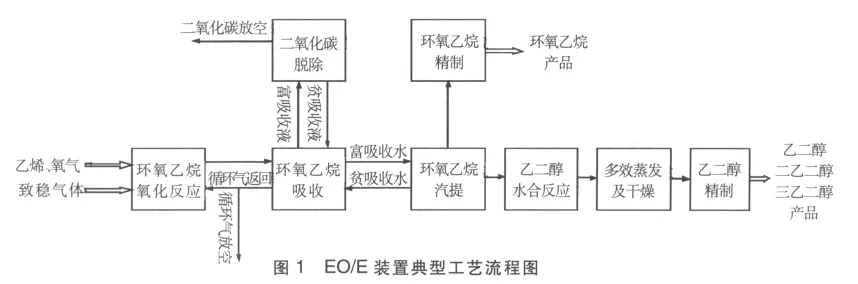
Shell、DOW和SD三家公司的氧气氧化法生产环氧乙烷/乙二醇的典型的工艺流程如图1所示:
1.2 工艺流程及生产特点比较[2]
以下对Shell、SD和DOW三家公司的具体工艺流程特点作一些比较。三家公司都是采用乙烯和纯氧,在一定的温度和压力下,通过固定床银催化剂,氧化生产环氧乙烷。但这三家公司在催化剂及反应系统的设计及具体生产过程上有一些自己的特点。
1.2.1 催化剂
由于原料乙烯通常占EO生产成本的70%以上,开发高性能催化剂,降低乙烯消耗已是乙烯直接化制EO技术进展的主要体现。围绕高性能催化剂的研制和开发开展了大量工作,使EO的选择性从60年代的68%提高到目前的90%[3]。改进银催化剂主要以高选择性、高活性和长寿命为主,同时也要考虑它的耐热、抗毒、催化剂制备的重现性和易于再生等方面。
Shell公司催化剂选择性比较高,催化剂初始选择性接近90%,原料的消耗小,但活性比较低,催化剂用量多,反应器的尺寸相应比较大。Shell公司在含铼催化剂的基础上对助催化剂添加技术开展了大量工作,目前已形成高活性和高选择性两大系列催化剂。今后几年新建的大型EO/EG装置大多计划采用这类高选择性催化剂。
SD公司的催化剂活性高,但选择性较低,乙烯原料的消耗量比较大,生产成本比较大。SD公司[4]固载银及含有碱金属、硫、氟和镧系金属助剂的催化剂,突破了以铼和过渡金属作助剂制备EO银催化剂的传统方法。实例显示,在反应温度232~255℃下,催化剂的选择性可达81.19%~84.16%。
而DOW公司的催化剂的选择性及活性均比较高,综合性能好。但在具体流程中需加入反应促进剂,以提高催化剂的性能,在后续流程中需要脱除反应促进剂,增加了流程的长度。另外,DOW公司催化剂中银含量比较高,价格也高。
1.2.2 反应器
在环氧乙烷氧化反应器的设计上,三家公司也各有其特点。由于DOW公司的催化剂活性高,在相同规模的情况下,其反应器的尺寸比其它两家公司要小。以天津石化420kt/a乙二醇装置为例,DOW公司可以只采用1台环氧乙烷氧化反应器,而其它两家均要采用两台反应器。采用1台反应器可以降低设备投资;不需要在反应器回路中设置切断阀及流量平衡仪表,减少了循环气泄漏的危险;控制系统比较简单,增加了反应系统的安全性。缺点是反应器体积小,反应空速大,反应器压降比较大,增大了循环气压缩机的功耗。
1.2.3 EO生产工艺
在EO生产中,由于需排空由原料和致稳剂带入的杂质而损失少量未反应的原料乙烯,氧气法工艺的乙烯损失约占原料质量的1%以下,而空气法工艺乙烯损失量所占比例较大。
SD公司[5]提出了乙烯回收技术,利用半渗透膜从循环气体中选择抽出氩气,然后把分出氩气后的富乙烯气体循环回反应器,减少乙烯损失。此技术已用于工业生产,并作为专利技术向外输出。
Dow化学公司[6]提出用一个乙烯吸收和脱附的联合装置回收乙烯,吸附剂为高相对分子质量有机液体,回收乙烯后的放空气中乙烯体积分数仅为0.1%~1.0%。
另外,降低EO反应器底部和管道内温度,从而避免在这些部位达到点火温度的危险性,以及减少可能由于催化剂粉末的存在所发生的EO异构化生成乙醛的反应。
1.2.4 EG生产工艺
Shell、DOW及SD三家公司的流程通常都是采用常规的无催化乙二醇水合反应,生成MEG,DEG及TEG,反应中水与环氧乙烷的重量比为9~12,通过调节水比的方法可以调节MEG、DEG及TEG的产品分布。乙二醇水合反应在管状反应器中进行,Shell流程的水合反应温度及压力比DOW及SD流程要高。
Shell[7]公司还可以提供一种乙二醇催化水合技术(OMEGA技术),与常规的无催化乙二醇水合流程相比,OMEGA流程中不需要设置水合配比、EG管状反应器、多效蒸发单元,DEG及TEG精制单元;同时只增加了碳酸乙酯反应器、MEG反应器以及二氧化碳循环压缩机。该流程的物耗及能耗都较低,设备投资低,三废排放少,尤其在MEG价格比DEG高时具有更明显的经济上的优势。目前已有万吨级的工业化试验装置,但还没有大型的工业化装置建成投产。
2 环氧乙烷/乙二醇市场分析
2.1 世界生产分析及预测
近年来,世界环氧乙烷生产呈现以下主要趋势:一是少数发达国家和地区的跨国公司仍然控制着先进的环氧乙烷核心生产技术;二是生产装置逐渐趋于大型化,而且建设地点向乙烯原材料来源丰富、价格低廉的地区集中;三是环氧乙烷的生产装置扩建仍然以与乙二醇配套为主[8]。
世界环氧乙烷主要生产厂家有陶氏化学、萨比克、台塑公司、壳牌及巴斯夫公司等。近几年全球环氧乙烷的产量呈增长趋势,从2006年的1785万t增长到2008年的1901万t,2009年产量约为2000万t,2010年产量达到2108万t。近几年世界环氧乙烷的开工率都在90%以上。预计2013年世界环氧乙烷生产能力将达到2808万t/a左右,2008~2013年间产能年均增长率5.8%;2018年世界环氧乙烷生产能力将达到3099万t/a,2013~2018年间产能年均增长率2.1%[9]。
2.2 我国生产分析及预测
我国环氧乙烷的生产始于20世纪60年代,目前大多数环氧乙烷装置都是与乙二醇联产,商品环氧乙烷量不大,厂家可根据市场情况及时调整环氧乙烷和乙二醇的生产比例,以达到最佳经济收益。
大部分生产厂家分别属于中国石化集团公司和中国石油天然气集团公司所属大型石油化工企业,最近几年国内民营企业也积极投资该领域。2010年环氧乙烷当量产能最大的企业是镇海炼化,其产能是65万t,占总产能的比例达到18.2%;其次是上海石化,产能占比为14.8%;其后分别是扬子石化、中海壳牌、扬子-巴斯夫等。商品环氧乙烷产能排名略有不同,产能位居前三的分别是扬子石化、上海石化和三江化工[9]。
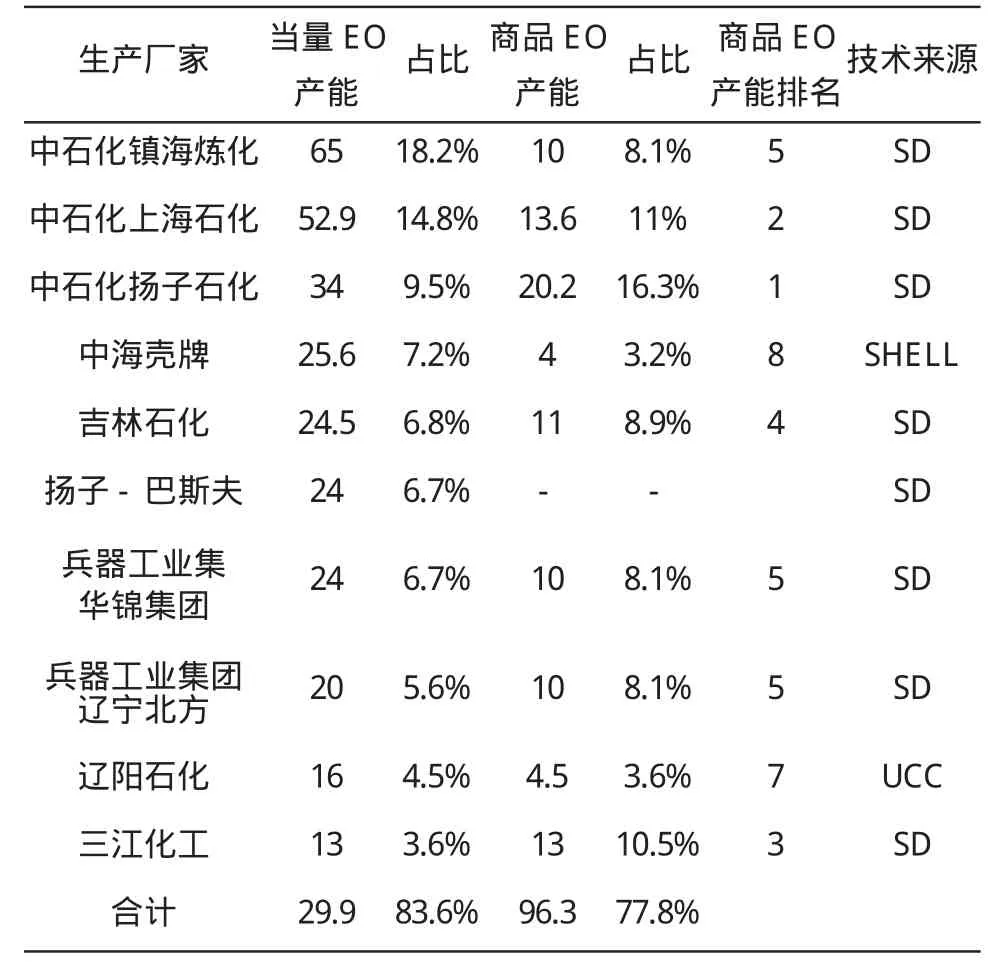
表1 2010年环氧乙烷当量产能排名前十的企业及其产能[10](单位:万 t/a)
为满足市场需求,国内很多企业都有新建扩建环氧乙烷的计划,预计未来几年我国商品环氧乙烷的生产能力将呈现迅速增加的势头。
2010年国内新建两套环氧乙烷装置投产[11],包括:2月初,中沙(天津)石化有限公司天津(中石化和沙特基础工业公司(SABIC)的合资公司),设计产能为4/36万t/a环氧乙烷/乙二醇投产;4月,盘锦乙烯20万t环氧乙烷/乙二醇项目投产(含10万t/a精制环氧乙烷)。2015年以前,还有多套环氧乙烷装置投产,预计2015年我国环氧乙烷生产能力将达到507万t/a。2010~2015年国内环氧乙烷新增产能见表2:
3 结论及发展建议
3.1 环氧乙烷和乙二醇技术发展到现在,总体上工艺流程已趋于完善。Shell、SD、DOW三家专利商的工艺技术各有千秋,Shell公司和SD公司在技术转让上有比较丰富的经验,目前国内的EO/EG装置基本上均采用这两家公司的技术[3]。DOW流程以前只在其公司内部的装置上采用,但目前也开始积极寻求向外转让技术。现已经在中石化集团的天津石化420kt/a乙二醇装置和镇海炼化650kt/a乙二醇装置上中标。DOW公司的环氧乙烷氧化催化剂性能比较先进,Shell公司的催化剂性能较好,工艺流程成熟可靠;而SD公司在工艺流程的设计上具有一定的优势,但催化剂性能稍显落后[5]。
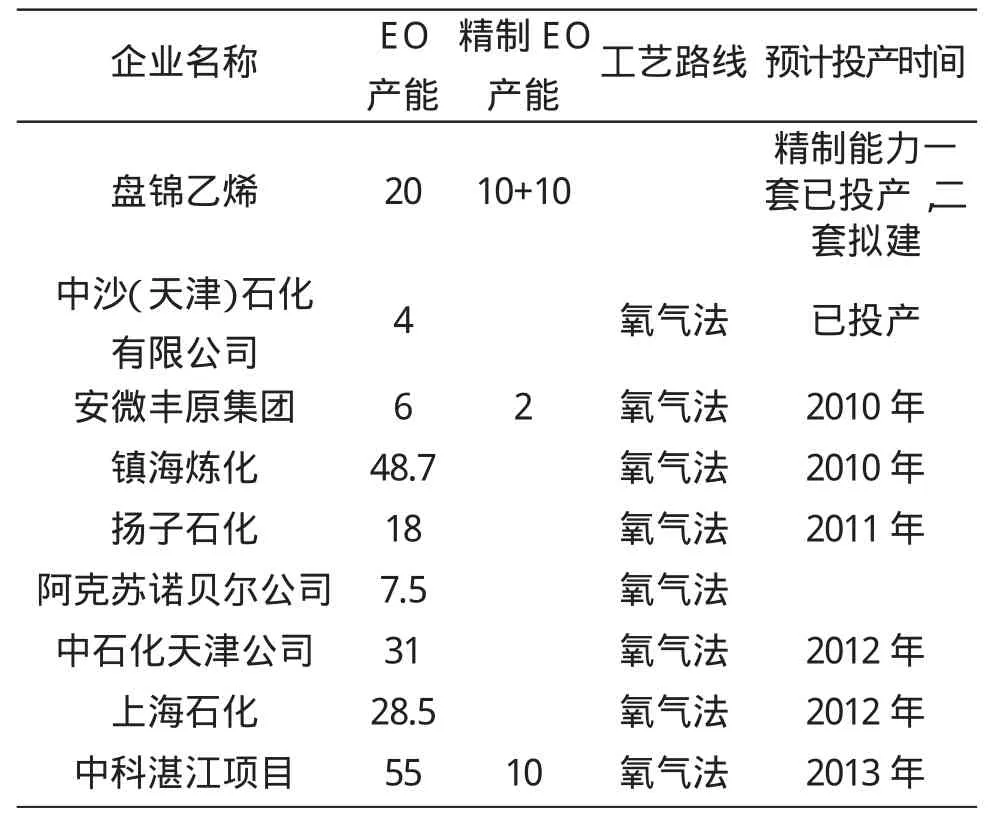
表2 2010~2015年国内环氧乙烷新增产能[11](单位:万 t/a)
3.2 近年来,我国乙二醇生产能力尽管得到了很大发展,但我国乙二醇生产规模相对较小,产量少,成本高,在国内外市场中的竞争力较差。其原因:一是乙二醇原料的运输问题,传统石化路线乙二醇的核心原料是环氧乙烷,但环氧乙烷受到运输制约,乙二醇装置要依托乙烯工厂的建设,由此决定国内乙二醇生产能力主要集中在大型石化企业;二是生产成本的竞争力不够,受低成本海外产品的冲击。中东地区用廉价的乙烯裂解原料生产乙二醇,由于成本低廉,将产品通过海运方式输送到亚洲,成本仍具有竞争力,中国必将成为中东乙二醇厂商竞相争抢的市场,因而对我国乙二醇发展有一定的影响;三是我国乙二醇产品质量还不能完全满足高档聚酯产品的需求,有待于进一步提高。
[1]张旭之,王松汉,戚以政.乙烯衍生物工学[M].北京:化学工业出版社,1995.
[2]全国环氧乙烷/乙二醇行业第七届年会论文集[C].上海:全国环氧乙烷/乙二醇行业秘书处,2000-20-40.
[3]Rizkalla N,Klein R,Milne S B.Ethylene Oxide Catalyst[P].US59-45551,1999-08-31.
[4]Rizkalla N,Klein R,Milne S B.Ethylene Oxide Catalyst[P].US59-58824,1999-09-28.
[5]Ozero B.Selective Ext raction of Argon from Ethylene OxideRecycle Stream[P].US4904807,1990-02-27.
[6]Pendergast J G,Turner W A,Martin Jr H B,etal.Ethylene Recovery in Direct-Oxidation Ethylene Oxide Processes[P].US 5233-060,1993-08-03.
[7]Shell Presentation in China EO/EG Enterprise-6th Conference[C].上海:全国环氧乙烷/乙二醇行业秘书处,1998.
[8]Chemical Week.May 14,2003,165(18):19.
[9]2011-2015年中国环氧乙烷行业市场调研及投资分析预测报告[D].北京:中投信德产业研究中心,2011.
[10]环氧乙烷技术与市场调研报告[D]..上海:六鉴投资顾问有限公司,2010-02-01.
[11]环氧乙烷行业深度报告[D]..上海:浙商证券,2010-11-26.
10.3969/j.issn.1008-1267.2012.05.001
TQ223.16+2
1008-1267(2012)05-0001-04
A
2012-06-08