催化装置油浆蒸汽发生器管板的修复
2012-08-06卞卫国林桂贤李永红张建晓
卞卫国,林桂贤,李永红,张建晓
(兰州兰石重型装备股份有限公司,甘肃 兰州 730050)
0 前言
催化装置用油浆蒸汽发生器,换热管材质为0Cr18Ni9,规格 φ25 mm×2.5 mm、φ25 mm×2 mm;管板材质为15CrMoⅣ+(309L+308L)堆焊层,管板厚度δ=336 mm,结构简图如图1所示。检修时发现换热管出现泄漏(见图2),管板局部有裂纹(见图3),为了保证浆蒸汽发生器的安全使用,炼油厂委托兰州兰石重型装备股份有限公司对该台设备进行修复,使其投入正常使用,根据在役压力容器修复原则和设备实际状况,对该设备进行了修复。
由于换热管与管板材质均为奥氏体不锈钢,焊接时易产生热裂纹,为确定合理的修复方案,对奥氏体不锈钢的焊接特点做了进一步分析。
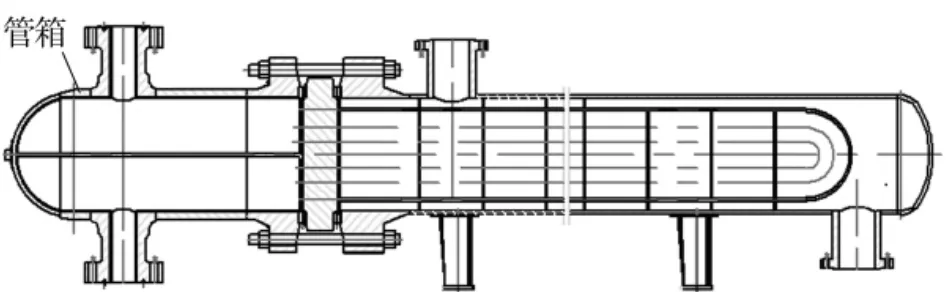
图1 油浆蒸汽发生器结构简
1 奥氏体不锈钢的焊接特点
(1)焊接热裂纹。奥氏体不锈钢热传导率小,线膨胀系数大,焊接过程中,焊接接头部位在高温停留时间较长,焊缝易形成粗大的柱状晶组织,凝固结晶时,若硫、磷、锡、锑、铌等杂质元素含量较高,就会在晶间形成低熔点共晶,当焊接接头承受较高的拉应力时,导致在焊缝中形成凝固裂纹、热影响区形成液化裂纹,都属于焊接热裂纹。

图2 换热管头开裂

图3 管板局部开裂
(2)焊接变形与收缩。奥氏体型不锈钢的电阻是碳钢的5倍,在同样的焊接电流、电弧电压条件下的热输入要多;热导率低,约为碳钢的1/3,导致热量传递速度缓慢,热变形增大;线膨胀系数比碳钢大约40%,易引起加热时热膨胀量和冷却时收缩量的增加,焊后的变形量显得更加突出。
2 奥氏体不锈钢焊接要点
(1)为避免焊接时产生较大的变形和焊接应力,应选用焊接能量集中的焊接方法。
(2)应严格控制焊接热输入量,防止焊缝晶粒严重长大与焊接热裂纹的发生。
(3)为提高焊缝的抗热裂性能和耐蚀性能,应保证焊接区的清洁,避免有害元素渗入焊缝。
(4)奥氏体不锈钢焊接时不需要预热。为了防止焊缝和热影响区的晶粒长大和碳化物的析出,保证焊接接头的塑、韧性和耐蚀姓,层间温度一般不超过100℃。
3 油浆蒸汽发生器换热管、管板的修复方案的制定
结合奥氏体不锈钢焊接的特点、现场施工条件和缺陷的情况,决定采用手工钨极氩弧焊对管板进行修复,具体修复方案如下:
缺陷位置确定→裂纹清除→表面探伤确认→管板修整→管板消氢预热→焊接→焊后保温消氢→焊缝区打磨修复→无损检测→水压试验→各项记录整理归档。
(1)缺陷位置确认。对整个管板及周围区域进行MT和PT检查,并对相应区域进行硬度检测,确认泄漏的换热管、管板裂纹缺陷位置并标识清楚。
(2)裂纹清除。对管板上的裂纹,采用磨削的方法去除。
(3)在清理过程中要注意以下问题。在所有的磨削工作完成后,磨削后的管板表面须用MT彻底检查,确认裂纹全部消除后方可进行下一步工作。
(4)管板的修整。管桥处的裂纹在磨削时将管桥处磨削成U型。
(5)管板清理。施焊前打磨清理管板上的铁锈及污物。
(6)管板消氢。由于该设备已经使用,所以将缺陷消除后,需将管板用电加热片加热至300℃并保温1 h,进行消氢处理,以确保本次返修一次合格。
(7)焊接。
a.焊接工艺评定:修复时应具备手工钨极氩弧焊对接、管板角接工艺评定各一项。b.焊接方法:手工钨极氩弧焊;c.电源及极性:直流正接;d.焊接位置:水平固定;e.焊工资格:持有相应资格的熟练焊接操作人员担任;f.焊接材料:ER308L焊丝,规格φ2.0 mm;g.焊接参数:焊接电流 110~130 A,焊接电压13~15 V,焊接速度大于90 mm/min;h.层间温度控制在15~100℃。
(8)焊缝区打磨修复。焊缝区应与管孔及管板过渡良好。
(9)无损检测。对返修处进行PT检查合格。
(10)水压试验。
(11)整理各项记录存档。
4 产品修复
依据管板焊接修复方案,对奥氏体不锈钢手工钨极氩弧焊对接、管板角接两项焊接工艺进行评定,检测结果均满足要求,所选用的焊接工艺以及焊接材料正确合理;模拟实际工况,对焊接操作人员进行了培训考核;对打磨、无损检测和热处理操作人员也进行了修复前的讲解。按修复工艺对管板打磨、修整、焊接、无损检测(见图4),水压试验一次合格。该设备修复后,投入使用已一年多,运行状态良好。

图4 对修复部位进行最终检测
5 结论
结合奥氏体不锈钢的焊接特点、现场施工条件和缺陷的情况,制定了管板修复方案,采用手工钨极氩弧焊对管板进行了修复,实践证明,所制定的管板修复方案可靠,选用的焊接方法、焊接材料、焊接工艺规范正确合理。
[1]中国机械工程学会焊接学会.焊接手册2——材料的焊接 [M].北京:机械工业出版社,2008.
[2]林桂贤,逯来俊,杨 帆等.甲醇装置用废热锅炉管板的修复[J].电焊机,2011,41(12):65-68.
[3]易国英.临氢高压换热器用Ω环的焊接[J].电焊机,2011,41(9):50-52.
