X形劲性转换桁架钢结构分项工程散拼法施工技术
2012-07-24陈晓东严伟讯刘朝川
陈晓东,严伟讯,刘朝川
(1.成都市成华区建筑工程质量监督站,四川成都610051;2.中国建筑一局(集团)有限公司,北京100000)
1 工程概况
中国二重国家级技术中心成都(总部)大楼建筑面积:108 562m2,建筑最高点140.6m,在裙楼中部设计有高24m,跨度18.3m,南北贯通(44.8m)的功能大厅。为解决主楼部分荷载传递,在5~7层设计了三榀X形劲性转换桁架(图1)。其中型钢结构材质为Q345-B,每榀桁架用钢约66.8t,总用钢量达 200.5t。
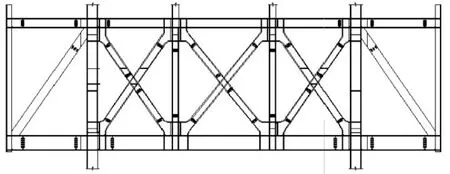
图1 桁架结构形式
2 难点分析
根据以往经验,劲性结构施工时,型钢结构的吊装往往对整个分项工程的工期、质量和成本控制起着主导作用。由于3榀桁架体量大,结构外形复杂,且位于24m高空,给整个工程的施工组织带来诸多的难点。
(1)如此体量的型钢结构显然只能采用散拼法施工,散拼法施工必须根据塔吊起重半径对型钢结构进行分段,而分段的数量将直接影响到塔吊吊次以及焊接工程量的多少。
(2)按照设计的要求,型钢结构焊接均采用全熔透焊缝,焊缝等级一级,质量要求相当高。
(3)按设计要求,桁架下弦跨中必须按0.2%起拱。
3 桁架型钢结构深化设计
3.1 塔吊起重能力分析
本工程现场配备1台JC7030型塔吊(臂长60m),1台ST60/15型塔吊(臂长60m),两台塔吊能够全部覆盖整个建筑范围。1#塔吊覆盖桁架范围内最大起重量12t,最低起重量为4.63t,而2#塔吊仅覆盖?轴桁架的一小部分,如图2。因此以1#塔吊作为型钢结构吊装的主要工具,而桁架深化分段则主要依据1#塔吊的起吊回转半径。
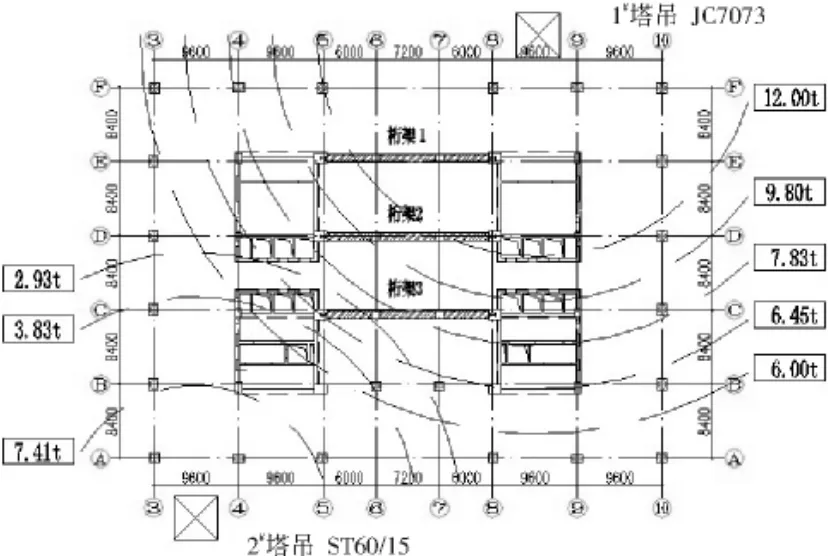
图2 塔吊起重半径荷载分布
3.2 桁架型钢结构分段
综合考虑加工、运输、塔吊载重及质量、安全等多方因素,经可行性讨论研究后,将桁架按照上弦杆、下弦杆、直腹杆、斜腹杆进行分解。由于所有杆件中,上弦杆及下弦杆最长,荷载也最大(上弦杆长16.37m,杆重约15.2t,下弦杆长16.37m,重约17.4t),根据塔吊起重载半径,将?轴、?轴上弦杆、下弦杆分别分成4段,?轴上弦杆、下弦杆分别分成2段。桁架经分段后,?轴、?轴每榀分解为27个构件,单个构件最大重量约5.76t;?轴分解为24个构件,单个构件最大重量约8.5t,所有构件均在塔吊的起重范围之内。
3.3 节点设计
为便于桁架钢构件的拼装,在桁架两侧钢立柱、上下弦杆节点部位设计有牛腿,在弦杆、腹杆、牛腿上设计有连接耳板,吊装后利用螺栓连接两侧耳板进行临时固定,待焊接完成后切除连接耳板,如图3、图4。
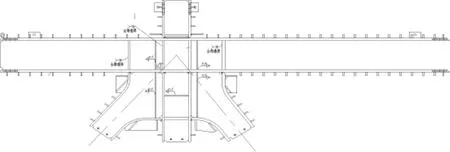
图3 上弦节点深化图
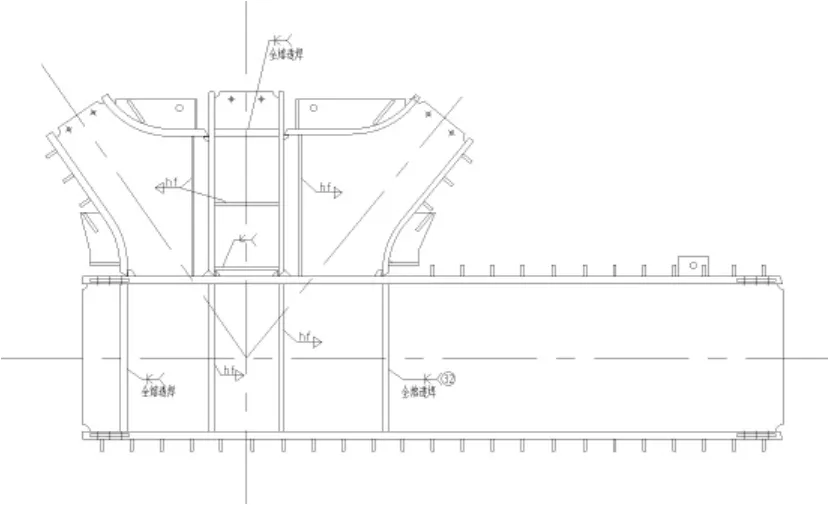
图4 下弦节点深化图
3.4 焊缝设计
钢牛腿腹板与杆件腹板焊接处开K形坡口,采用全熔透焊接;钢牛腿翼缘与杆件翼缘焊接处开V形坡口,采用全熔透焊接,熔透焊缝质量应满足一级焊缝质量等级要求。
4 钢构件吊装
4.1 型钢结构高空吊运
型钢结构按照立柱、下弦杆、斜腹杆、直腹杆、上弦杆的顺序,利用现场塔吊进行构件吊装。在立柱、腹杆上设置专用吊耳以便于塔吊钢丝绳固定,上、下弦杆则采用绑扎方式进行吊装。由于型钢构件荷载较大,经计算采用四股钢丝绳进行吊装,为防止大荷载构件吊装过程中发生碰撞,在构件吊至安装位置1m时,采用手动倒链配合,实现构件就位。
4.2 型钢结构临时固定
本工程型钢结构采用焊接连接,焊接量大、焊缝等级高,由于在钢结构吊装过程中,穿插有土建、机电专业施工,为提高吊装进度,合理利用塔吊吊次,考虑型钢构件吊装到位后先期采取临时固定。为此,在弦杆、腹杆、立柱牛腿上焊接连接耳板或在构件腹板上开孔,吊装后利用螺栓连接两侧耳板进行临时固定,待焊接完成后切除连接耳板。对立柱除采取上述措施外,在立柱四周拉缆风绳进行临时固定。
5 型钢结构焊接
3榀转换桁架中型钢柱牛腿与杆件节点的连接,采用坡口全熔透焊缝,焊缝等级为一级,总数达到340条,总长181m。根据《建筑钢结构焊接规程》(JGJ81—2002)第五章“焊接工艺试验”的规定,在大面积施焊之前组织对焊接工艺进行评定。为保证焊接质量,项目成立了QC小组,对影响焊接质量的各个因素进行控制。
5.1 焊接接头处理
现场采用碳弧气刨和角向磨光机磨去除接头部位附着的高碳晶粒,避免焊缝裂纹的产生。每条焊缝焊接前,需将焊缝起焊处和止焊处的焊接缺陷用碳弧气刨和砂轮清除干净,并将接头处处理成缓坡形状,达到焊接要求。
5.2 预热处理
采用以电加热为主,火焰加热为辅的方式对焊缝进行预热,预热温度为:不低于120℃。测温点位于焊缝两侧并离焊缝中心75mm处,如图5。
5.3 焊接顺序
针对H型钢柱的焊缝接头形式,确定焊接顺序为:双人同时、对称焊接,如图6。
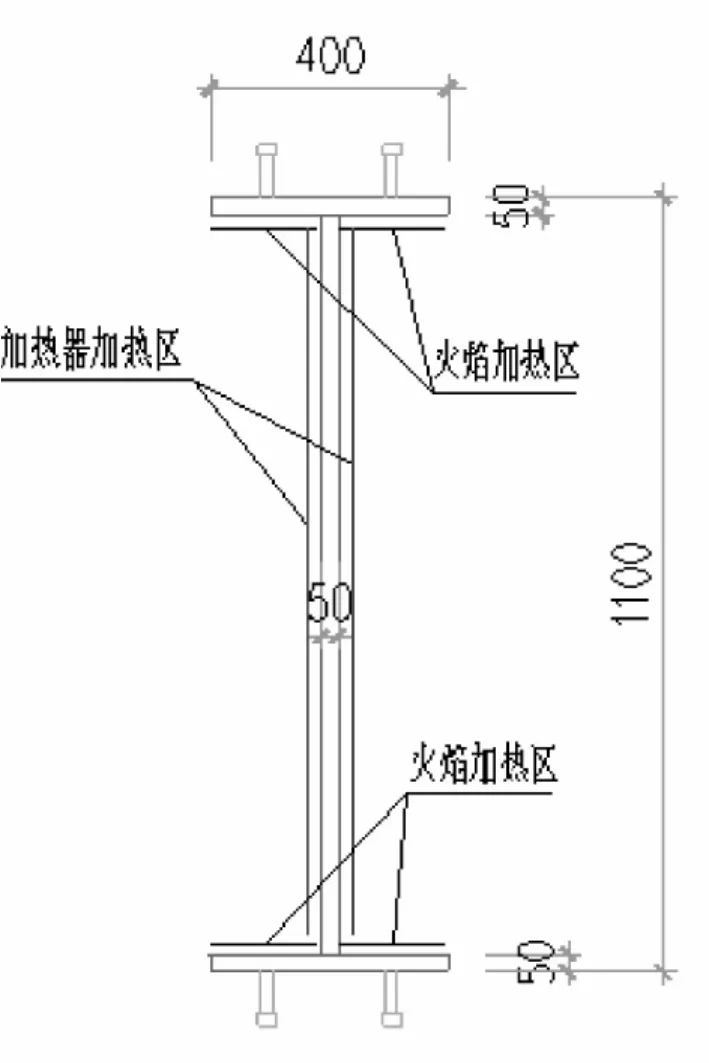
图5 加热区划分
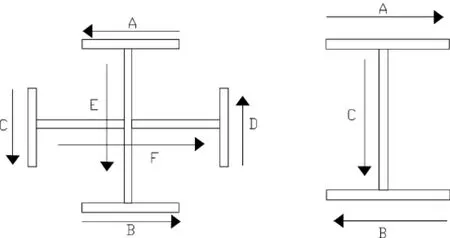
图6 焊接顺序
5.4 焊缝保温
为了消除残余应力,同时为了溢出残留氢,在焊缝焊接完成后,立即使用石棉布多层覆盖并包裹,使焊缝区缓慢冷却到常温。
6 起拱控制
按设计要求,桁架下弦跨中必须按0.2%起拱。为此加工放样时,便将⑤轴~⑥轴线间、⑦轴~⑧轴线间桁架上弦及下弦起拱0.2%。在下弦杆吊装前,按下弦杆底面标高垂直下弦杆搭设脚手管,使下弦杆初步就位。接着在下弦杆中部拼接部位两侧,以及下弦杆与立柱牛腿拼接位置安放千斤顶,千斤顶底座下垫20mm×400mm×400mm钢板,坐在已搭设好的架管上。借助水准仪监测利用千斤顶微调,控制下弦 杆的水平度及下弦跨中起拱,如图7。
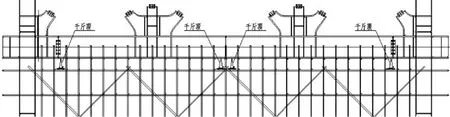
图7 下弦杆千斤顶布置
7 实施效果
通过对桁架钢结构进行合理的深化设计,使得钢结构分段数量控制到最低,在降低塔吊吊次,减少焊缝质量的同时保证了施工进度、节约了成本。转换层桁架于2010年8月施工完毕,截至2010年5月,对桁架下弦4个观测点的沉降观测数据显示,四个点累计沉降量均为2.0mm,满足设计要求(图8、图9)。

图8 转换桁架钢结构施工过程鸟瞰图
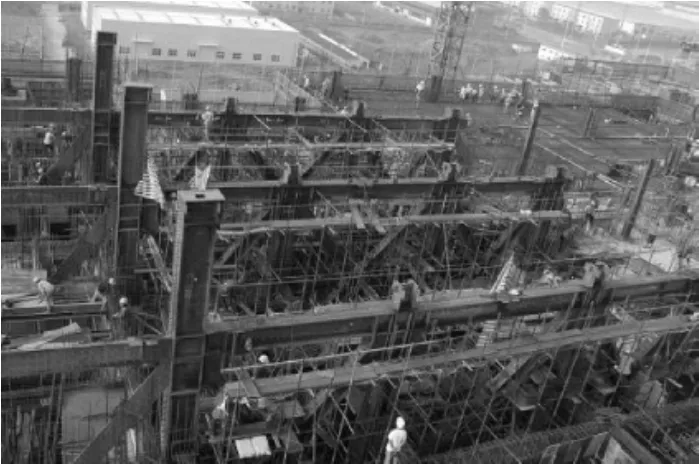
图9 劲性转换桁架成型效果
通过开展QC小组活动,对焊缝质量进行控制,使得340条全熔透一级焊缝探伤合格率达到100%。项目QC小组活动成果《提高大跨度劲性转换桁架施工合格率QC成果》,荣获2010年中国质量协会第二届“海洋王”杯全国QC小组成果发表赛二等奖(图10、图11)。
图10 QC小组活动成果获奖证书

图11 成都市市长葛宏林莅临项目指导
8 结束语
中国二重国家级技术中心成都(总部)大楼转换层桁架钢结构采用散拼法施工,在对桁架结构特点、塔吊起吊能力分析的基础上,对桁架钢结构进行深化设计,将3榀桁架的分段数量控制到最少,从而减少钢结构吊装对塔吊吊次的占用,保证了工期,降低了成本。钢结构分段数量的减少,直接降低了焊接工程量,对焊接质量合格率的提高起到关键作用。通过对深化设计、放样加工、现场管理三方面的控制,保证了桁架下弦的起拱,满足设计要求。
