基于Web的飞机装配可视化系统研究
2012-07-07刘剑,赵罡
刘 剑, 赵 罡
(北京航空航天大学机械工程与自动化学院,北京 100191)
飞机制造过程的主要环节是飞机装配。飞机装配的过程就是将大量的飞机零件按图纸、技术条件进行组合、连接的过程[1]。飞机装配由于产品尺寸大、形状复杂、零件以及连接件数量多,所以装配工作的劳动量占飞机制造总工作量的50%~60%[2]。因此,在整个制造过程中飞机装配生产是一项技术难度大、涉及学科领域多的综合性集成技术,它在很大程度上决定了飞机的最终质量、制造成本和周期。
1 国内外研究现状
国内外对装配领域进行了多方面的研究,Sankar等基于面向装配的设计(DFA,Design For Assembly)思想,介绍了基于虚拟现实技术的产品装配工艺规划[3];Michel等提出了一种基于等价二叉树数据结构的复杂产品装配序列表达与最优化方法[4];赵庆丹阐述了基于产品预装配功能自动生成飞机装配工序的方法[5];孙中雷对DELMIA仿真系统进行二次开发,构建了基于JAVA和VRML的装配仿真与可视化环境[2]。但是,从应用角度来看,目前的研究大多都是面向产品设计制造的上游阶段,缺少面向实际装配生产过程方面的研究[6]。主要存在的问题有,缺乏与企业实际生产过程相结合,不能满足生产异地协同和数据唯一性的要求,缺乏对生产过程进行管理与控制[2];装配仿真集中于产品零部件几何样机级别,忽略了大量装配过程信息,如车间现场,工装工具,人机工程等[5],难以满足生产培训和示教需求。
装配可视化(Assembly Visualization)是指将现实中的装配流程和零部件的动态装配过程在计算机上仿真出来[6]。本文针对上述问题,以国内航空制造企业装配车间实际生产为出发点,设计开发车间级别,基于 Web的飞机装配可视化系统,以指导和管理实际生产过程为目的,集成工艺资源,动态仿真装配过程,发布可视化文件,提供操作规范;合理规范管理生产数据,开发面向不同角色成员的功能模块,从而提高装配水平和生产效率。
2 关键技术
2.1 异地协同的数据唯一性保持
飞机装配生产工艺过程复杂,工作地点位置分散,需要不同部门、不同成员之间相互协同工作。因此,本系统利用现代计算机和网络技术,在装配车间局域网内架设Web系统,采用底层开放协议,可在企业局域网内做到无缝连接,从而有效地解决了部门、成员之间的异地协同问题,实现参与装配生产人员之间适时的信息共享与数据传递。
实现车间装配制造过程协同的关键是保证协同数据源的唯一性。 飞机装配车间内存在大量繁多复杂的产品、工装工具、工艺等数据,并且生产过程中还存在成员、批次、进度等其他信息。这些信息相对分散孤立,而且相互间的逻辑关系也不清晰。从应用角度考虑,不利于系统的使用和管理。因此,利用单一数据源思想管理装配车间的各种信息,从而可以保障生产协同。单一产品数据源 SSPD (Single Source of Product Data),通过建立产品数据的逻辑联系,将物理上分布的数据形成逻辑上的统一整体,为数据的访问与操作提供唯一的数据源。基于SSPD可以实现数据的一致性、完整性、最新性、可靠性和无冗余[7]。
装配车间中常用的信息包括:装配体/零件信息、资源信息(包括工艺装备、工具、成员等)、工艺信息(包括仿真可视化文件、工艺规程、操作说明、标准规范、检验参数等)、成员信息、过程管理等生产信息。将车间中各种与生产相关的信息按照它们之间固有的逻辑关系组织在一起,应用单一数据源思想,按照车间单一数据源信息模型,建立车间单一数据源负责信息的管理和维护,同时作为信息发布平台为其它系统提供底层信息支持,构成车间进行协同工作的基础。按照装配车间各种信息之间固有的逻辑关系,并考虑到本系统实际使用的需求,对车间各种信息进行统一管理,构建了如图1所示的车间单一数据源信息模型。
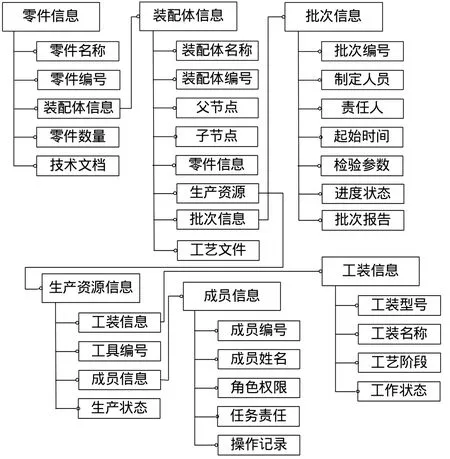
图1 装配车间单一数据源信息模型
应用单一数据源思想,通过对现有的车间信息进行整合、组织,构建车间单一数据源信息模型,消除了原有分散管理模式中信息分散、逻辑关系不清晰、不利于管理与使用的弊端,既满足了系统对信息数据唯一性的需求,又能利用数据库技术对车间信息进行集中和高效的管理、提高车间生产效率、促进车间各个信息系统之间的信息共享和交换。
2.2 装配流程划分
装配流程划分是装配工艺流程设计最核心的内容,它以装配工艺树为基础[1]。装配工艺树以产品结构树为基础建立。飞机产品结构树是按照其设计分离面进行划分的,是从产品的构型上描述各零、组件的父子关系,表示飞机各零组件在结构上的关系,其节点全是实体-装配件或者零件。但装配工艺结构树是按照其设计装配工艺分离面进行划分,它从工艺流程上描述产品的装配过程,侧重的是工作任务的安排,不仅体现了产品结构的父子关系,而其体现了零部件装配的先后顺序,其节点中既有实体,又有装配工序。装配工艺树与产品结构树相比,零件间及其数量均不发生变化,部件之间的安装关系不发生变化,但是工艺结构树增加或减少了工艺构型节点,并且修改或移动节点子树。装配工艺树的确定,一方面要对产品结构进行细致的分析,另一方面也要考虑到互换协调性、装配工艺设备的利用和节点完整性等问题。图2所示为装配工艺树示例。
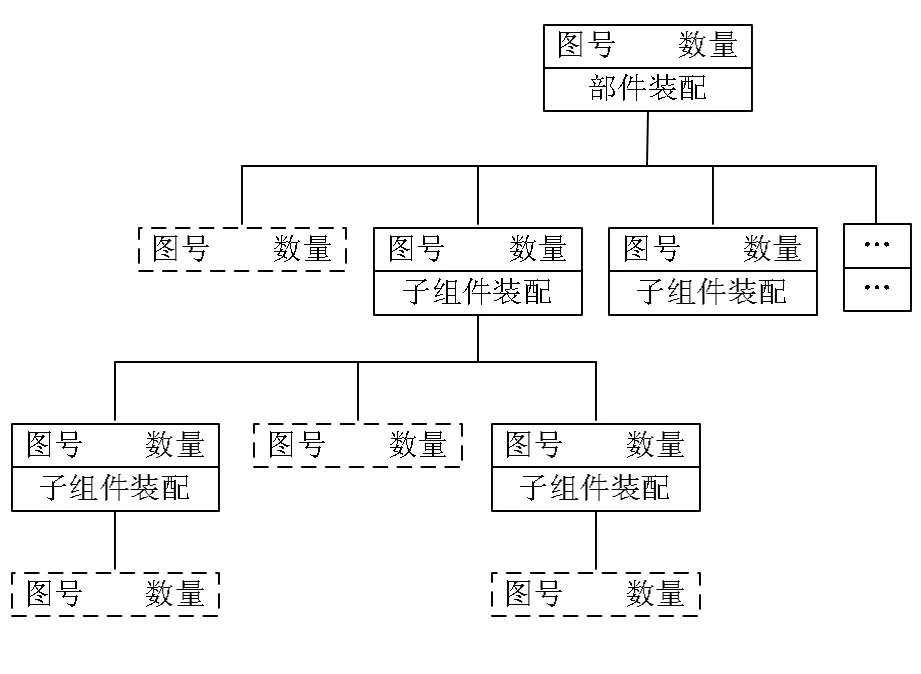
图2 装配工艺树示例
装配工艺树形成之后,就需要对装配的流程进行工艺划分,依据装配关系,按照装配工作中相对独立的工作内容、一定的工作量以及工位、工种等经行划分。本文从装配车间生产过程出发,以工作项目来划分装配流程,流程单元是按照生产过程本身来组织的,有利于组织生产的组织和管理。流程中的每一项工作,对应输出其可视化指导文件。对划分后的流程节点,按照基本进度计划的要求,得出各节点的生产周期,并按照实际生产条件,经行周期的平衡和优化,以此作为生产批次管理的基本单元。
2.3 装配过程可视化
2.3.1 仿真系统
装配过程仿真应当充分考虑装配生产中场地、零部件、工装工具、辅助设备、人机工程等因素,对装配过程进行动态仿真,验证装配可行性,然后输出可视化文件。装配过程可视化文件,更符合人的认知规律,使现场工人能够直观、准确、迅速地获得装配过程中需要的信息,可以大大提高装配的准确性和装配效率,有效缩短装配时间。
本文采用航空企业普遍使用的 DELMIA(Digital Enterprise Lean Manufacturing Interaction Application,数字企业精益制造交互式应用)解决方案对飞机装配过程进行动态仿真。DEMMIA系统便于共享产品数字化模型,该系统以“数字化制造技术”为核心, 重点解决制造过程的仿真问题, 提供定义和模拟数字化制造流程的各项功能, DELMIA数字制造解决方案可以使制造部门设计数字化产品的全部生产流程,在部署实际材料和机器之前进行虚拟演示。
2.3.2 装配过程仿真
应用 DELMIA系统仿真舱门装配过程的流程如图3所示,以数字化模型代替实体,在计算机虚拟现实环境下进行装配过程的模拟及工艺流程分析, 确保产品的可装配性, 并合理规划及布置装配资源[8]。
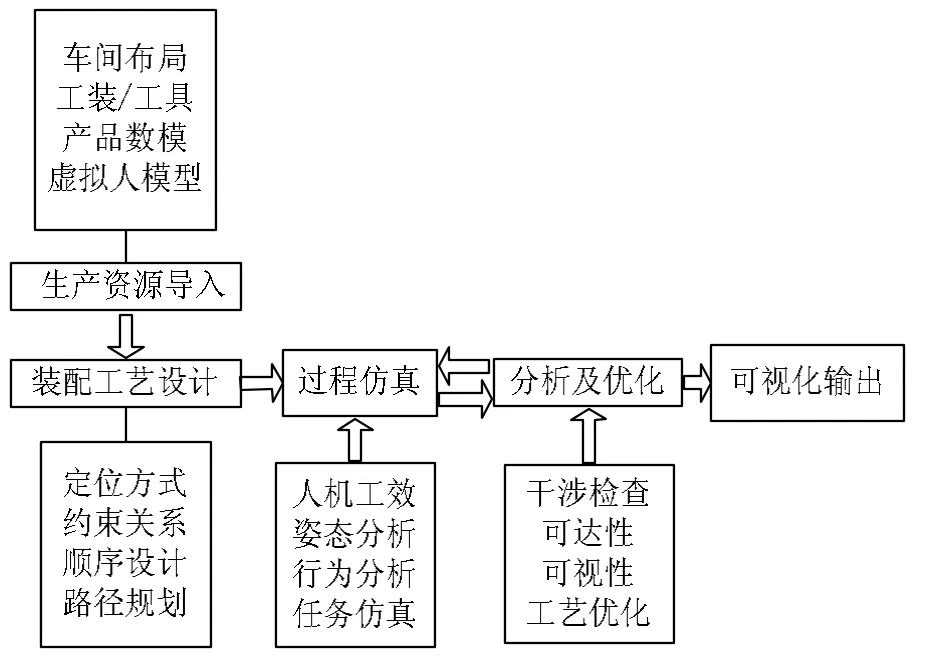
图3 装配仿真流程
首先,将数据规划为产品和资源,并将规划好装配工艺导入 DELMIA系统中。包括车间现场布局,工装、工具,待装配零部件数模,以及虚拟人模型,并确定其初始状态。利用已有的装配工艺流程信息(Process)、产品信息(Product),资源信息(Resource)在定义好每个零件所在装配体约束定位的基础上,在 DELMIA环境中基于拆卸法由外而内进行装配顺序规划,由三维罗盘控制子装配体的三维坐标,得到装配体拆卸过程中的拆卸起点和终点,用仿真记录器记录该起点和终点即可得到一条初始拆卸路径,在初始路径上添加中间控制点,生成新的拆卸路径。所添加的控制点是否合理需要通过观察以及干涉检查等手段来进行判断,并不断的进行优化,最终得到较好的拆装路径。产品的装配路径通过对拆卸路径进行反向操作得到。
在仿真过程中对每个零、组件、成品、工装等进行干涉检查,当系统发现零件之间、零件与工装之间存在干涉情况时予以报警,根据干涉区域和干涉量,进行查找、分析干涉的原因,进而排除问题。引入装配工具的三维实体模型,对工具与产品、工装进行三维动态仿真,有效验证装配协调性、工具的可达性、操作空间的开放性。
在产品和制造资源的仿真基础上,再将于Human Builder模块中定义好的三维人体模型引入设置好的环境中进行人体和其所制造、安装、操作等与产品之间互动关系的动态仿真,分析操作人员在该环境中的姿态、负荷、舒适度等,验证人体操作的可达性、舒适性,进一步优化工艺流程和制造资源。 最后,利用以上装配过程的三维数字化仿真功能,将整个装配过程记录下来,形成可以播放的影片格式,发布在系统页面中。指导现场操作人员进行飞机装配,帮助工人直观认识操作全过程。图4为子组件装配中框中段的定位仿真过程,虚拟人将框放置于工装上,并经行定位的过程。
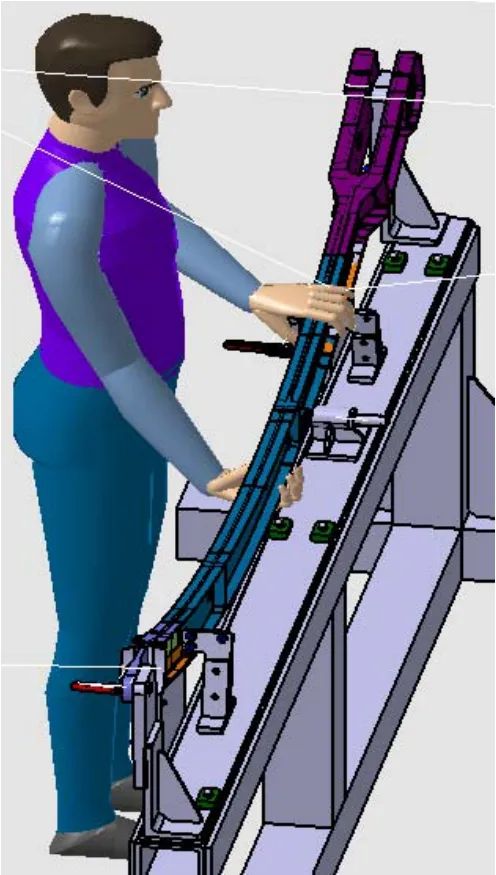
图4 仿真装配过程
2.4 三维交互的实现方法
DELMIA装配工艺仿真功能强大,但是所输出的可视化演示视频文件格式无法交互。因此使用3DVIA Composer解决方案,制作过程文档动画,与 DELMIA系统输出的可视化文件结合应用于系统中。3DVIA Composer是由Dassault开发的图形软件,具备强大的帧动画功能,可以制作内容丰富,直观简洁的说明文档。并且提供ActiveX控件,易于实现与其他系统的集成,实现三维交互功能。浏览器端交互演示 3DVIA composer创建的动画文档,需在客户端安装3DVIA Player插件,主机端编程页面内使用
由于构建于轻量化、开放、基于XML的架构之上,因此当获得最新产品数据时,3DVIA Composer文档能无缝应用新信息并创建更新后的文档,保持数据的一致性。图5为结构组件装配基准面说明动画文档,载入原有设计定位基准的CAD文件后,定义动画场景、渲染方式等,创建关键帧动画。图中红色箭头为协同标记的3D箭头,可以在3维场景汇直观的传递信息。

图5 可交互动画文件
2.5 生产计划与批次管理
生产计划是指在给定的计划期内,确定制造系统中各生产单元必须完成的产品生产批量和交货期,它包括生产排程与生产控制[9]。本文面向飞机部件批量装配生产,以产品装配流程单元为基础,划分任务分配节点。建立生产计划信息数据模型,存储在数据库中,编程分配控制操作权限,生产管理人员负责制定生产计划,建立相应计划数据,生产任务分配至班组责任人。生产周期需考虑车间零件库存、班组工时、工装状态等因素而制定发布。装配工人在完成装配任务后,确认进度计划,改变批次状态数据。
已经发布生产计划的批次,建立进度状态图表,直观显示生产状态,查询模块完成对计划中具体数据的相关查询。生产过程数据存储在数据库中,更改原有计划,重新分配生产任务,数据更改需要记录具体原因,并对原有数据进行备份。
根据产品应用客户方反馈信息,对于常见问题进行总结,在系统中发布公示,便于生产人员学习。在装配指令规定的节点由检验人员经行质量检验,对检验结果进行记录提交,合格后进入下一个装配流程,若发现质量问题,应马上停止当前架次生产,向生产管理部门汇报,及时与相关操作责任人进行技术分析。
3 系统实现
根据以上论述,从装配车间实际需求出发,考虑方便性、经济性等综合因素,本系统采用B/S结构工作模式,实施架设在制造车间局域网内,服务器端架设Windows Server 2003操作系统,配置IIS6.0站点服务器软件提供信息服务,使用Windows默认TCP/IP作为网络通信协议,选取SQL Server2005 EXPRESS作为底层数据库管理系统,采用ADO.NET2.0技术实现数据库连接和访问在ASP.NET2.0框架下使用C#语言开发Web程序,以上技术方案可以良好满足系统开发需求。如图6所示为系统体系结构图。

图6 系统体系结构图
装配车间实施生产的流程为:生产管理人员根据企业实际情况,制定生产计划,分配并下达生产任务;工人根据所承担的生产任务,参照装配工艺规程文件进行生产,完成生产后,由检验人员对产品进行检验。因此,面向装配过程中不同角色的人员,可视化系统应当起到不同的应用作用。如图7所示为系统功能模块。
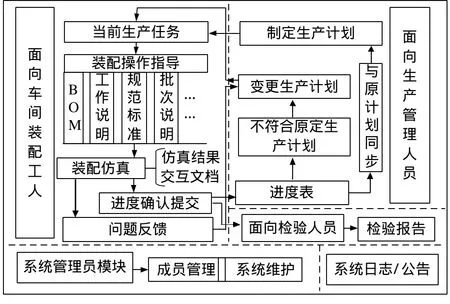
图7 系统功能模块
本系统为生产中不同角色成员提供相应功能模块:1)面向系统管理员模块:管理员具有最高权限,进行系统自身的管理与维护功能;2)面向生产管理人员模块:生产管理人员负责制定和调整生产计划,分配批次生产任务,管理生产过程;3)面向车间装配工人模块:工人接收所承担的任务,参照装配操作指导内容、可视化文件等,实施生产,完成任务后,提交确认进度,反馈实际问题等;4)面向检验人员模块:检验人员负责检验已完成装配流程步骤,提交检验报告,以控制装配质量,并为公差分析系统提供数据。不同角色用户,和同一角色不同用户之间权限分配、控制明确,避免了越权和数据混乱的情况发生,保证了用户之间信息传递的准确和安全。用户成员的系统操作行为将被自动记录。经验总结和故障问题可以经由管理员发布在系统公告中。
4 舱门实例
本文以某型号大型飞机前货舱门装配过程为对象进行集成验证。前货舱门位于飞机右侧机身下部,是进入飞机货舱的入口。产品结构复杂,零件数量大,工艺过程多,装配大多在型架上进行。按照上文叙述思路,构建车间单一产品数据源信息模型;从舱门产品结构组成出发,建立装配工艺树,结合车间实际生产水平,划分装配流程。并以此作为任务分解节点基准。仿真舱门的装配生产过程,将可视化结果和装配动画发布在系统中,并且对生产过程信息进行管理实现舱门装配可视化系统应用。如图8所示为系统界面,左侧为装配工艺流程,节点为工作内容,节点右边对应的可视化演示文件,点击按钮显示所需工装/标准、BOM、操作说明、3DIA动画文档等内容。
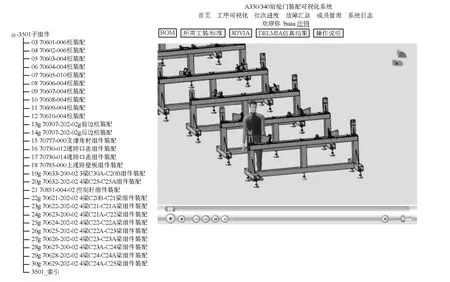
图8 可视化系统界面
5 总 结
飞机产品结构复杂,零、部件数量多,且装配工艺要求高,生产过程管理难度大。本文从企业生产实际需求出发,针对装配实际生产过程,建立车间级别基于Web的装配可视化系统,应用于任务规划,装配操作示教,生产管理等。有较好的实用性,可以有效指导装配生产,缩短人员培训周期,提高装配质量和效率,并促进了企业信息化建设。
[1]范玉青. 现代飞机制造技术[M]. 北京: 北京航空航天大学出版社, 2002: 10-13.
[2]孙中雷. 飞机装配工艺仿真与可视化技术研究[J].现代制造工程, 2006, (2): 55-58.
[3]Jayaram S, Wang Yong, Jayaram U. A virtual assembly design environment [J]. Computer Graphics and Applications, 1999, 19(6): 44-50.
[4]Martinez M, Pham V H, Favrel J, Optimal assembly plan generation: a simplifying approach [J]. J Intell Manuf, 2009, 20: 15-27.
[5]赵庆丹. 飞机装配工序的可视化建模及仿真[J]. 工程图学学报, 2008, (1): 32-36.
[6]徐延锋. 基于VRML-OpenGL的装配可视化及其原型系统研究[J]. 先进制造技术, 2006, 35(1): 53-61.
[7]蒋 辉, 范玉青. 基于单一产品数据源的BOM管理[J].北京航空航天大学学报, 2003, 29(5): 447.
[8]李景新. DELMIA系统在飞机装配模拟中的应用研究[J]. 航空制造技术, 2008, (11): 90-93.
[9]王佳从. 面向订单装配的机械产品柔性生产计划及控制技术[D]. 济南: 山东大学, 2008.
