光学玻璃模压成型技术
2012-07-06王丽荣
王丽荣
中山火炬职业技术学院,广东中山 528436
0 引言
光学玻璃模压成型技术,是利用了玻璃从熔融态向固态转化的过程是连续可逆的热加工性质,在玻璃的转变温度Tg附近,在无氧条件下,对玻璃和模具进行加温加压,一次性将光学玻璃模压成达到使用要求的光学零件[1]。由于光学玻璃模压成型法摒弃了传统的粗磨、精磨、抛光以及定心磨边等工序,直接一次成型,大大节省了材辅料、时间、设备及人力,且能模压出不同形状,尤其是在非球面光学玻璃零件和小型、微型光学元件制造方面,有着广阔的应用前景。光学玻璃模压成型技术是一项综合技术,需综合考虑玻璃材料、模具材料、模压设备及模压的工艺参数等,它所涉及的技术均为各个领域的尖端技术[2]。
1 适于精密模压的光学玻璃材料及预成型件
理论上讲,光学玻璃都可以模压。但实际上,一方面,转变温度Tg高的玻璃,以及含Ti高于5%的玻璃,在高温下会与模具产生反应,致使模具的使用寿命很短且零件表面质量差;另一方面,含有Pb、As等氧化物的玻璃不符合环境保护要求也不能用于模压。为适应玻璃模压成型技术的发展,要求材料厂家开发出转变温度Tg低(600℃以下)的环保型光学玻璃材料。世界各光学材料生产企业都投入了很大精力,开发出多种低熔点的适宜于模压成型的玻璃材料。尤其是最近五年左右时间,低熔点玻璃从品种数量的增长、折射率范围的扩大、Tg值的降低等方面,都有了很大的进步。目前,日本和德国在这方面走在了世界的前列,HOYA(保谷光学)、OHARA(小原光学)、SUMITA(住田光学)和SCHOTT(肖特光学)是其中的佼佼者。由于各个厂家的材料配方不同,导致光学常数相同或相近时,玻璃的Tg值会有所不同,且材料具体各项参数也有差异,因此在进行系统设计时必须首先考虑好所使用的光学玻璃材料的生产厂家。
由于模压成型技术是光学玻璃材料直接一次性成型,出模后不再进行抛光,因此,对用于模压的毛坯相应提出了更高的要求。通常,毛坯会预加工成球形、椭球形或平面、平凸、双凸形[3-4],也称之为预成型件。预成型件有热加工和冷加工两种方式,其中,小直径球形和椭球形可通过滴料直接成型,而其它几种形式的预成型件及直径超出滴料范围的预成型件必须先用传统的研磨抛光方法制造出来。各厂家滴料成型的预成型件一般每批次最小订单量为30000件。
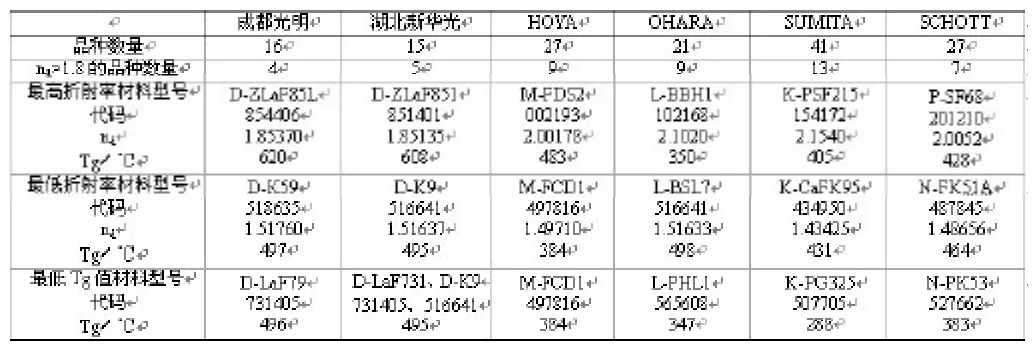
表1 材料厂家能力对比
对预成型件的要求:因为模压不可能消除毛坯表面及内部的缺陷,因此毛坯在压型前的表面清洁度、表面粗糙度及材料内部质量均不得低于完工后的要求;由于要精密控制压型后的尺寸,毛坯的尺寸和重量也应进行精密控制。
为进一步防止高温时玻璃与模具发生粘连,HOYA、OHARA、SCHOTT等厂家现已开发出在预成型件表面镀防粘薄膜的方法,一方面可防止粘附,另一方面还可提高模压过程中玻璃和成型面之间的润滑性。薄膜的种类可为含碳薄膜或氮化物薄膜、贵金属膜等,优选使用含碳薄膜,尤其是模具材料为SiC、ZrO2时。
2 模压模具的材料选择及加工技术
在光学玻璃模压成型技术中,高精度的镜片和特殊的工艺过程要求模压成型的模具应达到以下要求:1)加工后的模具表面应达到光学镜面的表面粗糙度,在高温环境下能保持表面质量包括面形精度和表面疵病、表面粗糙度不变;2)模压过程中不与玻璃起反应或发生粘连现象,脱模性能良好;3)在高温环境具有很高的刚性、硬度、强度,能耐冷热反复冲击。模具材料的选择、模具的加工与研磨抛光、模具的表面处理等应综合考虑以上要求。
以HOYA为例,已开发出多种有关模具材料的专利。主要的模具材料包括SiC、Si3N4、WC超硬合金和金属陶瓷,并在模具基体的成型表面上加镀脱模膜。以WC等超硬合金为基体时,表面加镀贵金属膜或氮化物膜;以SiC为基体时,表面加镀硬质碳膜;膜层厚度控制在10nm~50nm左右。
由于所使用的模具材料硬度大,一般具有硬脆性,在加工过程中容易产生裂纹,影响工件的使用性能,因此对模具加工中所使用的刀具和加工方法提出了很高的要求。模具基体加工的机床都是超精密数控加工机床,与金刚石微分砂轮和高精度的在线检测补偿系统相配合。加工方法包括纳米磨削技术和PCD刀具微细铣削技术,后又发展出将ELID(Electrolytic In.Process Dressing)镜面磨削技术[4]与纳米磨削技术结合,应用到非球面透镜模具的加工上。
为达到更好的表面精度,模具表面还需进行研磨抛光。可用于模具抛光的技术有磁流变抛光(MRF)技术[5]、磁射流抛光(MJP)技术及超声波研磨技术。
3 模压工艺及设备
光学玻璃模压成型专用机床的制造技术主要掌握在日本、美国、德国和荷兰等国,如日本东芝、SYS,美国曼彻斯特精密光学公司、康宁公司,德国蔡司,荷兰飞利浦等[6]。
模压成型的具体工艺过程和工艺参数,随设备不同而有所区别,但加热与模压工序都要求是在无氧化气氛下进行。一般来说,光学玻璃模压成型可以分为等温成型和异温成型两种方式。等温成型是将预成型件导入到模压成形模具中,并将该成型模具与玻璃一起进行加热来进行零件加工的方法。
异温成型是先加热预成型件,使其软化,再将其导入到已预热的模压成型模具中进行精密模压成型的方法。简单地讲,等温成型就是将模具和预成型件同时加热和冷却,同时取出;异温成型就是将预成型件单独加热后成型单独冷却和取出,模具温度保持不变。等温成型方式加热升温和冷却降温都需要较长时间,因此生产速度较慢,在面形精度、中心偏差要求较高的情况下,推荐使用等温成型方式;在重视生产率提高的情况下推荐使用异温成型方式。
4 结论
光学玻璃模压成型技术现已广泛用于各类球面和非球面光学零件的制造中,尤其是在小型和微型光学元件及非球面制造方面具有传统光学零件不可比拟的优越性。目前,包括低熔点玻璃的熔炼、模具加工与镀膜、模压设备及工艺等关键技术主要掌握在国外厂家手中,我国尚处于起步阶段,很多方面还受制于国外技术壁垒,因此,继续深入开展光学玻璃模压成型技术方面的研究十分迫切,具有重要的现实意义。
[1][日]谷田部善雄著.非球面透镜加工.张立士,译.
[2]陈璠,王伟.低熔点玻璃精密模压技术概况[J].市场周刊,2010,9:109-110.
[3]舒朝濂,田爱玲,等.现代光学制造技术[M].北京:国防工业出版社,2008:317-322.
[4]关佳亮,等. ELID精密镜面磨削技术的开发应用[J].航空精密制造技术,2002,38(2):5-7.
[5]康桂文.磁流变抛光技术的研究现状及其发展[J].机床与液压,2008,36(3):173-176.
[6]张坤领,等.非球面加工现状[J].组合机床与自动化加工技术,2007(5):1-6.
