IC反应器+完全混合式活性污泥法组合工艺生物脱氮实验研究
2012-06-05张俊香
杨 俊,张俊香
(1.长安大学环境科学与工程学院,陕西西安710064;2.西安建筑科技大学,陕西西安710064)
传统理论认为氨氮的去除是通过硝化和反硝化这两个相互独立的过程实现的,由于对环境条件的要求不同,这两个过程不能同时发生,而只能序列式进行,即硝化反应发生在好氧条件下,反硝化反应则发生在严格的缺氧或厌氧条件下[1]。在这种理论指导下,传统的生物脱氮工艺都是将缺氧区(或厌氧区)与好氧区分隔开,如A/O、A2/O等工艺,或者是在同一个反应器中,通过时间或空间上好氧和缺氧的交替进行来实现氮的去除。传统生物脱氮工艺存在以下问题:①工艺流程较长,占地面积大,基建投资高;②由于硝化菌群增殖速度慢且难以维持较高的生物浓度,特别是在低温冬季,造成系统的水力停留时间HRT较长,需要较大的曝气池,增加了投资和运行费用;③系统为维持较高的生物浓度及获得良好的脱氮效果,必须同时进行污泥和硝化液回流,增加了动力消耗和运行费用;④系统抗冲击能力较弱;⑤硝化过程中产生的酸度需要投加碱中和不仅增加了处理费用,而且还有可能造成二次污染[2]。针对传统工艺的缺点,本实验提出IC反应器+常规活性污泥法组合工艺对生活污水进行脱氮处理,使出水中的氨氮实现达标排放,同时使曝气池中的剩余污泥得到处理。
2 实验设计
2.1 实验设计原理
该组合工艺将完全活性污泥法产生的需要处理的剩余污泥回流到IC反应器中,在厌氧条件下有机质得到降解。通过条件控制使IC反应器中发生厌氧氧化反应,使NO2-、NO3-转化为N2,达到去除N的目的[3]。
2.2 IC反应器+完全混合式活性污泥法组合工艺
IC反应器+完全混合式活性污泥法处理生活污水的工艺流程见图1。
潜污泵进水口设有双层滤网,使原污水中的无机大颗粒截留在系统外,原污水在潜污泵的提升下进入原污水箱,原污水箱内有液位控制开关,当原污水箱内的水低于一定的水位,潜污泵运行,与此同时沉淀池中需要处理的剩余污泥也回流到污水箱中,并在搅拌器的作用下与污水充分混合,当原污水箱内的水位到达一定的高度时,潜污泵停止运行。原污水箱中的混合液经过可控流量蠕动泵进入IC反应器。污水经过反应器处理后,进入曝气池,需要回流的活性污泥也回流到曝气池中。生活污水经过活性污泥即微生物的降解,微生物对污水中的有机物进行降解,能有效去除污水中的部分COD、氨氮。
生活污水经过曝气池,利用水的重力方式,自流到沉淀池。在沉淀池中经过沉淀上清液排出,沉淀的污泥经排泥泵,一部分回流重新回到曝气池进行活化利用[4],一部分需要处理的剩余污泥流进污水箱,与生活污水一起进入IC反应器,在反应器中进行有效处理,达到污泥减排的目的。
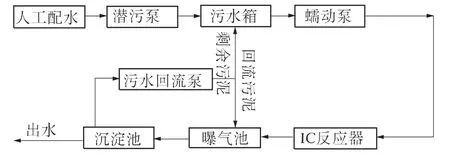
图1 IC反应器+完全混合式活性污泥法组合工艺流程
2.3 实验过程
该实验采集的水样为人工配水,采样点分别为IC反应器进水处和曝气池出水处。水质监测指标为COD、氨氮、硝态氮的浓度。
实验过程中分两个阶段:第一个阶段为间歇曝气阶段,IC反应器进水流量为6 L/h,曝气时间为3 h,每天曝气池工作两次;第二个阶段为连续曝气阶段,进水流量为6 L/h,水力停留时间为24 h。按照常规流程沉淀池中的污泥只需回流至曝气池,考虑到减排污泥时把沉淀池中剩余污泥回流到污水箱。
3 实验结果与分析
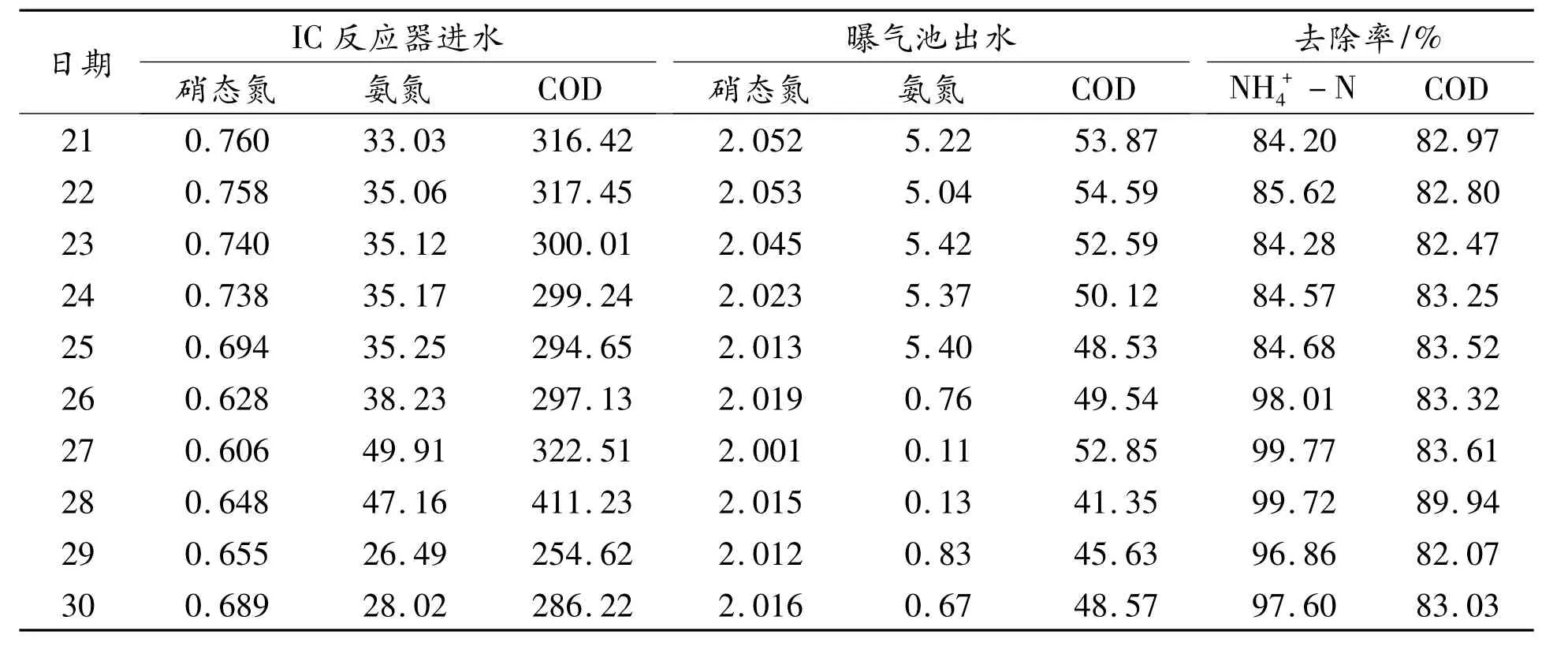
实验采用连续性进水,进水的COD浓度为200~400 mg/L,NH+4-N浓度为30~45 mg/L,通过一个月的实验研究分析表明:IC反应器+完全混合式活性污泥法组合工艺能达到良好的脱氮效果,其去除率高达95%,测定结果见表1。

表1 IC反应器+完全混合式活性污泥法组合工艺实验数据 mg/L
续表
将表1中的进、出水的氨氮的浓度及去除率绘制成曲线见图2、图3。
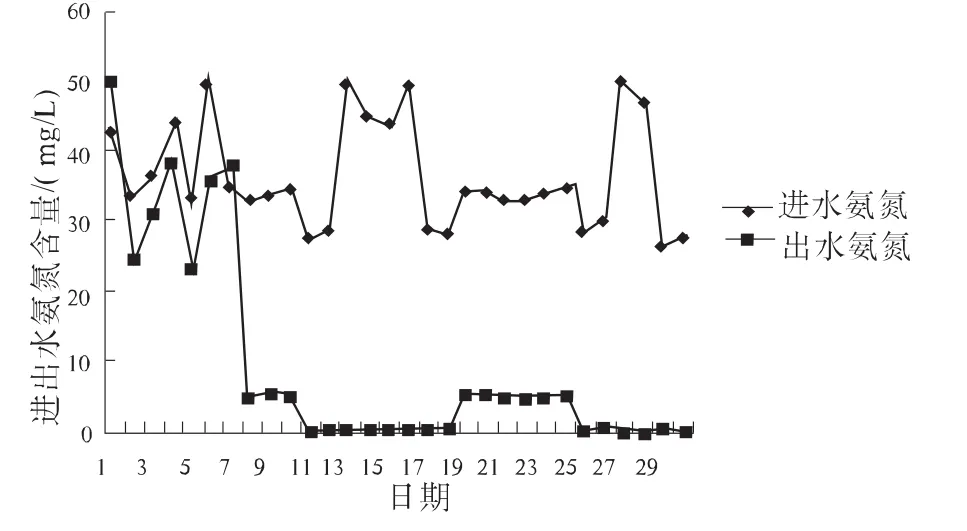
图2 组合工艺进、出水氨氮含量的变化曲线

图3 组合工艺对氨氮和COD去除率的变化曲线
从图2可以看出:在反应器运行的第19天到第25天 ,进水氨氮的浓度从50 mg/L降至35.25 mg/L,出水氨氮的浓度却从0.66 mg/L增加到5.4 mg/L左右,氨氮的去除率下降了。这表明:微生物生长需要必要的微量元素,当缺少这些微量元素,微生物不能正常生长,使活性污泥的降解能力变差,从而影响氨氮的去除率,25 d后加入微量元素微生物正常生长,氨氮的去除率最高达95%。
由图3可知,在没有增加污水回流前即7 d之前,该工艺对氨氮的去除率小于30%,这是因为进水中溶解氧的浓度较高,而反硝化作用需在缺氧的条件下进行,溶解氧的升高会抑制反硝化细菌的生长,从而抑制反硝化作用的发生。当增加了出水回流后,与进水混合后进水中溶解氧的浓度大大降低,适应反硝化细菌的生长[5],使得反硝化作用加强,从而提高了氨氮的去除率。
4 结论
本实验采用人工配水,通过IC反应器+完全混合式活性污泥法组合工艺生物脱氮的效果进行研究,实验结果表明:
(1)在实验条件下,对人工配水COD去除率高达到90% ,氨氮去除率最高达到95%,该工艺能有效地去除氨氮;
(2)进水中硝态氮的量较少而且进水的溶解氧较高,使的反硝化作用很弱,且微生物分解产生的硝态氮要比反硝化作用消耗的硝态氮要大得多,对于硝态氮不但没有去除效率且可能增加硝态氮的含量。可采用出水回流的方法降低进水中的溶解氧,以增加反硝化作用,从而提高氨氮的去除效率;
(3)当反硝化过程中有充足的有机碳源存在时,同时硝态氮的浓度高于0.1 mg/L时,反硝化速率与硝态氮的浓度成零级动力学反应,即此时反硝化速率与硝态氮的浓度高低无关,而只与反硝化菌的数量有关,应适量增加反硝化菌的数量,从而加快反硝化速率;
(4)在硝化反应中,整个转化过程中总氮量未发生变化,而只是氨氮转化为了硝态氮,氨氮转化量的变化趋势与硝态氮转化量的变化趋势相一致,即氨氮含量降低的越多,则硝态氮含量增加的越多;
(5)采用连续式曝气,氨氮及COD的去除率都很好,达到90%左右,故最好采用连续式曝气;
(6)该工艺具有占地省、容积利用效率高、基建投资省、节约能源的特点,因此在工程设计上 ,该工艺对于富营养化污水的处理具有较好的参考价值。
[1]高廷耀,顾国维.水污染控制工程:下册[M].北京:高等教育出版社,1999.
[2]田文龙,刘瑶环.我国污水处理事业的现状和发展趋势[J].中国科技信息,2006(3):110-111.
[3]粟清,周岳溪,柴延丽.内循环式 A/O/IAT-IAT同步生物脱氮除磷工艺特性研究[J].南华大学学报,2006,3(1):13-17.
[4]冯喆文.IC厌氧反应塔在造纸工业废水处理中的应用[J].应用技术,2009(6):108-110.
[5]裴红洋,蒋京东,刘峰,等.内循环(IC)厌氧反应器在几种高浓度废水中的工程应用及发展[J].环境科学与管理,2007,32(12):120 -123.
