绝对型编码器在转炉氧枪位置控制中的应用
2012-04-14赵明峰
赵明峰
(济南钢铁股份有限公司炼钢厂 山东 济南 250101)
0 概述
氧枪是转炉冶炼中的关键设备,而枪位的精确控制将直接影响氧枪吹氧的质量。现在被广泛采用的测定氧枪位置联锁点和氧枪高度的方法是,用主令控制箱和脉冲发生器来完成。此种控制方式存在精确度低、调整复杂、故障率高的缺点,属比较落后的控制方式。随着冶炼工艺要求的提高,用绝对型多转编码器(以下简称编码器)配合绝对型通用位移控制仪(以下简称控制仪)替代了主令控制箱及脉冲发生器。本文对济钢炼钢厂四座转炉氧枪枪位控制改造做了详细的介绍。
1 工艺配置及位置控制点
氧枪在整个吹炼过程中需要给出六个位置联锁控制点。分别是:(1)上限位;(2)换枪位;(3)上变速位;(4)待吹位;(5)下变速位;(6)吹炼位。上限位是氧枪允许提升的最高高度,到此高度后即报警并且不允许再向上提枪。换枪位是左右枪互换的高度位置,此位置氧枪小车可以移动。上变速位是氧枪升至此高度时就把速度降为半速,是一个保护点。待吹位是冶炼完成后,等待吹炼的位置,也是和转炉联锁的工艺点,达到和超过此高度时允许转炉转动。低于此位置时,不允许转炉转动。下变速是氧枪降至此高度时速度自动变为半速,是一个保护点。吹炼位是正常吹炼时的高度。
每一位置点的标高见下表:
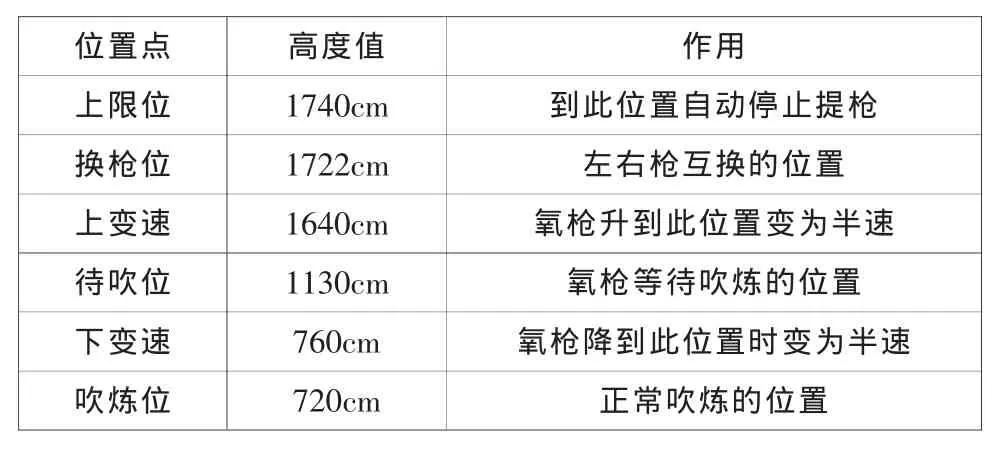
氧枪控制的全过程均与枪位有关,以上的各个联锁点在枪位控制过程中都很重要。
2 枪位控制检测方法的比较
2.1 原控制方式
改造前,氧枪位置联锁点及实时高度显示是用主令控制器和氧枪升降减速机通过啮合齿轮相连接,通过减速机带动主令控制器内的接点开闭给出枪位信号。实时高度显示是用脉冲发生器和电机输出轴通过软管连接,再配合高度计数模块给出实时高度值,此种控制方式存在以下几个问题:(1)自动化程度低;(2)精确度低;(3)调整复杂;(4)故障率高;(5)维护困难等。
2.2 现控制方式
改造后,我们采用绝对型编码器配合绝对型通用位移控制仪来测量氧枪的实时高度值并给出6个连锁控制位置点。设备安装示意图如下:
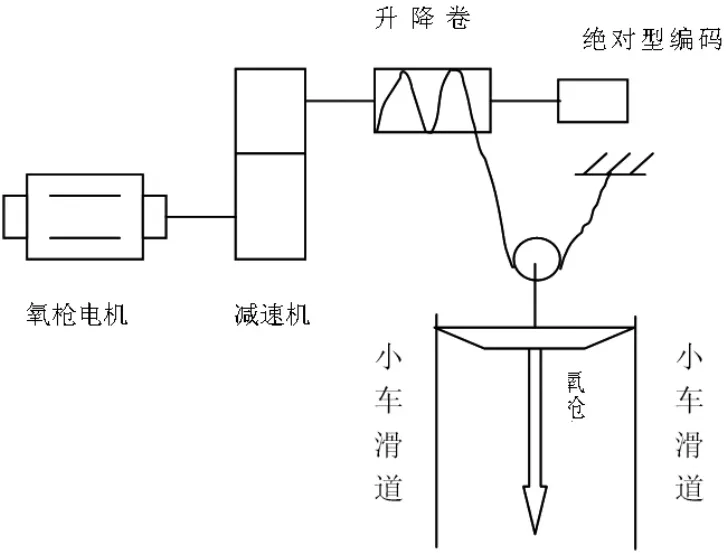
设备安装示意图
在氧枪卷桶上做一输出轴,将其和编码器的输出轴通过万向连接轴连接起来,要保证可靠连接,编码器的安装即完成了。然后将编码器的输出信号线接到控制仪的输入端子,再将控制仪的输出信号线接到PLC的输入模块。
(1)硬件构成
绝对型通用位移控制仪配合德国海德汉的绝对型多转编码器(ROQ425),可广泛应用于各种大量程高精度的位移检测。控制仪采用工业级的大规模集成芯片做为中央控制单元,具有灵活的输入输出接口能力。采用六位高亮度LED数码管及四十段光柱显示,所有控制参数都可在键盘上直接设定,具有数据自动掉电保护,且内置看门狗电路具有较强的抗干扰能力。控制仪直接从编码器接受数据,经过处理完成各种运算之后送到显示屏。同时输出16路并行数据信号及8路开关量信号。控制仪还有一个置位端子,高电平有效,用此功能可使每次提枪到换枪位后自动校准为预置高度值,很实用,很方便。编码器都具有掉电恢复后位置记忆保持功能,因此即使掉电再恢复后也不会出现位置高度错乱的情况。
(2)软件实现
根据实际氧枪走过的最大行程L=1800cm,
氧枪卷桶直径R=40cm
算出走完全程转过的圈数 L/R*π=1800/3.14*40=14.33取15圈
每圈走过的距离 H=L/15=1800/15=120cm
对控制仪进行曲线参数设定的几个重要参数:
N——输入曲线的点数
2d——每点对应的圈数
S——每圈量程S=120cm
1——曲线表第一点的值,即N=1时1=S*2d
2——曲线表第二点的值,即N=2时2=2*S*2d
氧枪升降走过的为直线距离,系统推荐值 N=2,最大转数除以N=2并取其较大的2的幂次方的整数,此幂次方既是参数d。
所以 15/2=7.5,23=8, 得d=3
将N,d,1,2。参数通过控制仪操作面板分别输入控制仪内,即可精确的反映量程范围内的数据变化了。
氧枪升降时卷桶带动编码器转动,编码器将信号送入控制仪,经控制仪处理后变成16路并行数据推拉输出至PLC输入模块。PLC将接收的信号经过程序内的传送功能块(BLKM)将其转换为十六位二进制码,再将其转换成十进制数放到保持寄存器里面。得到的十进制数即为实时的氧枪高度值。通过PLC程序的比较功能块(SUB)做出每一位置点的比较功能块。这样,在PLC程序内即可根据每一位置点的设定高度值和实时高度值相比较,很容易的得到每一位置联锁点的内部开关量输出点,将其用做各种联锁控制就可以了。
在实际换枪位的位置装一个接近开关,每次提枪到换枪位时接近开关给PLC一个输入信号,PLC再输出给控制仪的置位端子一个高电平,将控制仪的高度值置位为1722cm的标准设定高度。这样,使校准枪位变的方便快捷,省去了改造前每次调整主令控制箱的麻烦。
经过PLC换算得出的十进制实时高度值可直接读取到监控上位机画面上显示,同时还可用一模拟量输出模块输出至数显表供操作工使用。
3 应用效果
氧枪枪位控制软硬件系统改造后经过使用感觉效果很好,能精确的显示实时枪位,并能精确得到枪位联锁控制点。提高了氧枪的控制精度,进而提高了炼钢质量,同时使调整变的方便快捷,赢得了生产时间。并使电气维护工作量大大降低,即减轻了工人的劳动强度,也节约了备件成本。可以说绝对型多转编码器配合绝对型通用位移控制仪成功的取代了主令控制箱及脉冲发生器。此种方法的运用具有很高的推广价值。