压力容器用Q345R钢窄间隙MAG焊研究
2012-02-21王晓梁
俞 翔,王晓梁
(江苏省特种设备安全监督检验研究院南通分院,江苏 南通 226011)
窄间隙焊接方法在不同的国家应用的比例也不尽相同,其主要应用在锅炉、压力容器、工业机械、船舶与海洋结构、压力管道等制造业中。在日本以及一些其它国家,普遍使用熔化极窄间隙气体保护焊焊接,其应用率达到75%。而我国恰恰相反,以窄间隙埋弧焊的应用居多,原因在于:此种窄间隙焊接设备商品化程度较高,购买比较容易。在近年来的研究中,发现采用细焊丝大电流MAG焊可以实现稳定的旋转喷射过渡,其焊接生产效率高,对焊件装配间隙不敏感,而且能增大焊缝熔宽和改善焊缝成型,可用于压力容器的主要接头,如筒体纵缝和环缝。压力容器用的碳素钢及低合金钢几乎都可以采用这种方法。使用此种方法的经济效益比过去有所提高,而且焊接废品率大大下降,产品精度和品质均匀得到提高。因此,笔者以厚板压力容器用Q345R钢为对象,进行了旋转电弧窄间隙熔化极气体保护焊试验。
1 试验原理及焊接工艺
旋转电弧窄间隙MAG控制系统构成原理,如图1所示。焊接电源为MIG/MAG焊机,采用送气、导电、循环冷却、绝缘等功能一体的窄间隙焊炬,通过旋转控制系统,使倾斜的导电嘴实现焊接电弧的旋转,完成焊接过程。导电嘴带动焊丝和电弧在坡口内做锥摆运动,导电嘴和焊丝间磨损很小,可以实现电弧的高速旋转,又可以进行长时间的连续焊接,焊接稳定性高。
试验试件厚度为50mm,采用带钝边U型坡口,见图2,窄间隙坡口单侧角度为1~2度,钝边为2mm。
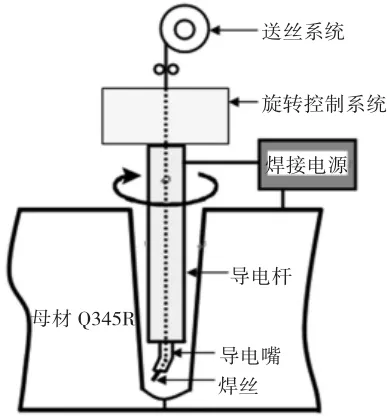
图1 窄间隙焊接系统

图2 坡口几何形状
试验母材为Q345R,采用ER50-6气保焊焊丝,直径为1.2 mm,化学成分如表1所示。在焊接时,需先焊正面打底焊,再焊反面打底焊,其工艺参数如表2所示。

表1 母材和焊丝化学成分(﹪)

表2 窄间隙焊接工艺参数
电弧形貌如图3所示,电弧呈钟罩状,随着电弧的旋转,电弧有规律地在坡口两侧壁之间运动,避免了电弧热在坡口中心区域的聚集,从而增加侧壁的熔透,并且有效地防止了指状熔深的出现。另外,由于旋转离心力的作用,熔滴不再沿焊丝轴向运动,而是向坡口两侧方向呈非轴向过渡。当焊丝旋转到距侧壁最近端时,电弧可以直接对侧壁加热,由于电弧对熔池的搅拌效应,使得熔池液体金属在侧壁处产生堆积,有利于侧壁的熔合。
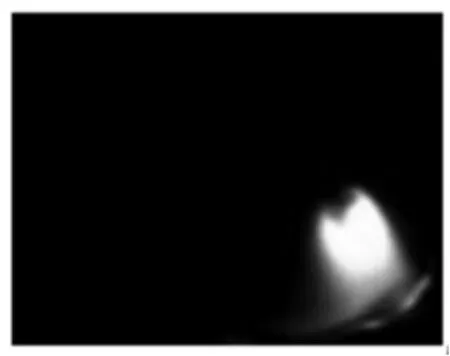
图3 电弧形貌图
2 焊接接头分析
2.1 焊接接头的宏观分析
图4为焊接接头经射线检测后显示无缺陷,经腐蚀和抛光后的宏观金相照片,从照片上可以清晰地看出,焊缝成型均匀美观,未见未焊透、气孔、夹渣等宏观缺陷。焊缝侧壁熔合较好,不存在未熔合现象。热影响区宽度极小约1.5 mm,焊缝层高约3.5 mm。
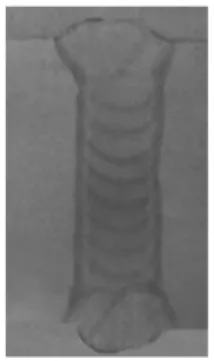
图4 焊接接头宏观形貌
4.2 焊接接头的力学性能
图5为拉伸试件断裂示意图,焊接接头拉伸试验结果表明,拉伸断裂均在母材一侧,焊接接头的强度高于母材,Q345R钢板厚度在36~60 mm之间的抗拉强度为490~620 MPa,拉伸试件的抗拉强度均高于母材抗拉强度规定值的下限,平均为535 MPa,焊接接头抗拉强度合格。
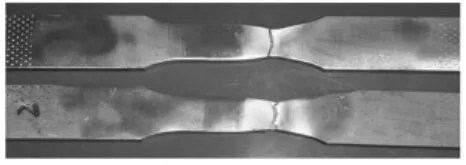
图5 拉伸试件断裂示意图
弯曲试验的合格标准为:在拉伸件弯曲到规定的弯曲角度后,其拉伸面上沿任何方向不得有单条长度大于3 mm的裂纹或缺陷,焊接接头的棱角开裂一般不计。焊接接头经过弯曲180°后,未发现裂纹或缺陷现象,符合标准要求。
在0℃条件下,焊接接头所得冲击结果,如图6所示,焊缝金属和热影响区的冲击功均大于34 J,焊接接头常温冲击韧性满足要求,具有良好的韧性。热影响区冲击功大于焊缝金属的冲击功。
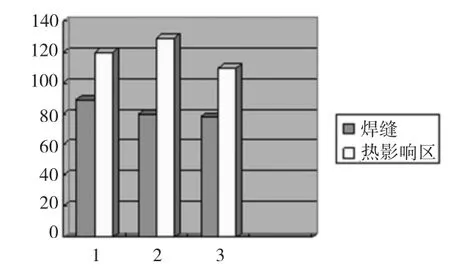
图6 冲击功示意图
3 结束语
旋转电弧窄间隙MAG焊运用于压力容器用Q345R钢的焊接,其焊缝成形良好,坡口两侧充分熔接,焊缝内没有气孔、裂纹等缺陷,其力学性能试验符合标准要求。旋转电弧窄间隙MAG焊方法,焊接品质好,效率高,是压力容器制造的一种先进技术。
[1]Hori.K and Kawakara.M.Application of narrow gap process by S.Sawada[J].Welding Journal,1985,9:18-19.
[2]张富巨,罗传红.窄间隙焊及其新进展[J].焊接技术,2000,29(6):33-35.
[3]余 刚,丁 敏,崔海超,等.10Ni5CrMoV钢旋转电弧窄间隙GMAW 研究[J].焊接技术,2010,39(11):12-15.