PLC与交流伺服在单轴控制系统中的应用
2012-02-18闫飞
闫 飞
(中铝洛阳铜业有限公司熔铸厂,河南 洛阳 471039)
随着现代电子和控制技术的高速发展,交流伺服技术日益成熟,性能不断提升,已经成为研发各种先进的机电一体化设备的关键技术。在此背景下,本文介绍了一种基于三菱A系列PLC的电机伺服控制系统。系统主要由触摸屏、PLC、伺服驱动器、伺服电机、测速测长仪表组成。其中,触摸屏作为人机界面,可实现对系统的实施监控。试验结果表明,采用这种控制方案,可以取得良好的控制效果,运行稳定,满足设计要求。
1 系统概述
本文主要介绍了一种基于PLC交流伺服控制系统在工业铸造行业的应用,可以实现铸造机拉—停—拉—停……的工艺,以及定速升降、速度在线调节、精确定位控制等工业需求,其原理图如图1。

图1 交流伺服控制系统原理图
2 系统硬件设计和技术性能
2.1 硬件设计
(1)PLC的选用。
CPU单元A1SJCPU—S3;
输入模块A1SX42 64点;
输出模块A1SY41 32点;
定位模块A1SD70(电压输出)。
(2)交流伺服系统。如表1所列。
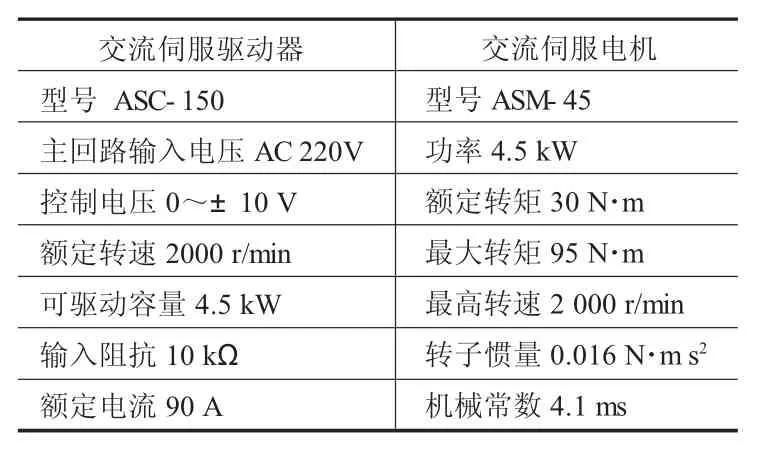
表1 交流伺服系统数据表
2.2 系统参数计算
(1)伺服电机每转脉冲数2 500个/r;
(2)拉速。BCD输入,0~2 000 r/min,变换成以每秒脉冲计算的拉速单位:脉冲/s,因1转对应2500脉冲数,1min为60 s,所以变换系数为2 500/60=41.7,近似等于 41。
即不同单位的拉速等式如下:

(3)电齿轮设置为1:1无减速;
(4)机械减速比为72×2=144;
(5)伺服脉冲与直线位移的关系。伺服电机1转经机械减速后对应丝杆1/144转,因丝杆螺距为24 mm,所以丝杆1转对应直线位移24 mm。最终,伺服电机1转对应直线位移24/144 mm(约0.167 mm)。因伺服电机1转为2 500个脉冲,所以2 500个脉冲对应直线位移24/144 mm。每个脉冲对应直线位移为24/(2 500×144)mm(大约0.000 066 mm)或每1 mm直线位移对应(2 500×144)/24个脉冲(大约15 000个脉冲)。
(6)10 s拉长:拉速×时间。如果拉速以脉冲数/秒为单位,时间以秒为单位。拉长以0.001 mm为单位。则

系数约为0.6。
这样在拉长显示的4位BCD码位的最右位显示的是最小单位0.001 mm。例如:如果拉长显示9999,则表示拉长值为9.999 mm。
数据关系表见表2所列。

表2 数据关系表
3 控制系统的设计与实现
3.1 硬件配置的输入、输出点
硬件配置的输入、输出点如图2所示。
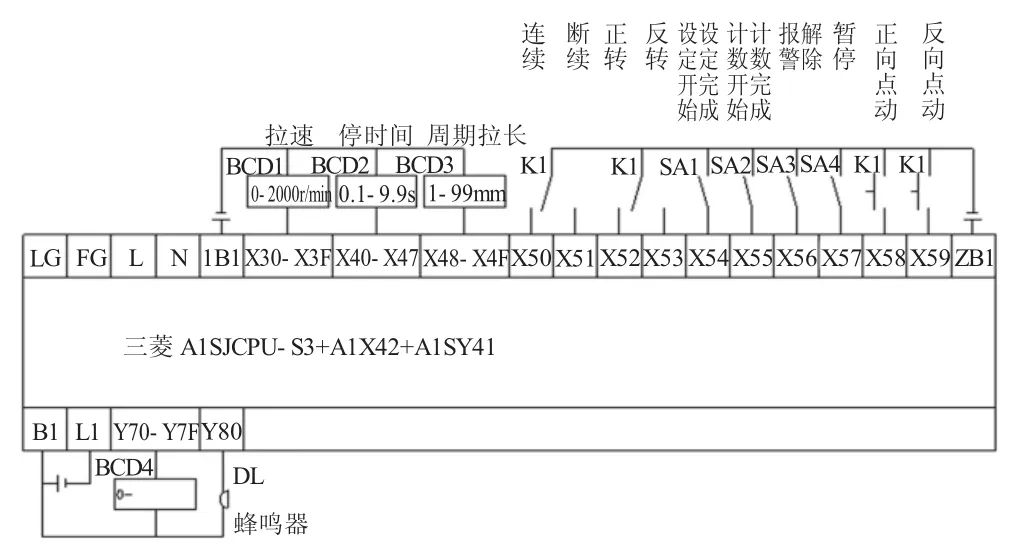
图2 硬件配置的输入、输出点
3.2 梯形图
梯形图如图3所示。


图3 梯形图
剩余程序部分省略。
4 结束语
实践证明,由PLC控制的交流伺服电动机的位置控制系统,完全符合生产工艺要求,抗干扰能力强、控制精度高,参数调整方便,自动化程度高,具有很好的应用价值。
[1]常斗南.可编程序控制器原理应用[M].北京:机械工业出版社,2002.
[2]寇宝泉.交流伺服电机及其控制[M].北京:机械工业出版社,2008.
