聚丙烯/剑麻纤维木塑复合材料的耐水性能研究
2012-02-15陆绍荣黄安民
刘 婷,陆绍荣,黄安民
(1.株洲时代新材料科技股份有限公司,湖南 株洲412001;2.桂林理工大学有色金属材料及其加工新技术教育部重点实验室,广西 桂林541004)
0 前言
木塑复合材料是一种将天然木纤维与热塑性塑料通过一定的加工工艺进行复合而制得的一种新型绿色环保材料,且兼具有木材与塑料的双重特性,使两者优势互补,改进了材料的物理力学性能和加工性能[1-2]。近年来,木塑复合材料的开发引起了广泛关注,在建筑和汽车领域的市场前景十分广阔[3-5]。
SF具有强度大、模量高、耐低温及耐腐蚀等优良特性特点,是木塑复合材料中一种较理想的增强材料。但因SF富含较多羟基,亲水性较强,在材料使用过程中,以其制备的复合材料会对周围的潮湿环境较敏感,水分的渗入会破坏纤维与树脂的界面,从而导致材料的力学性能变化[6-7]。本研究制备了PP/SF木塑复合材料,通过对比吸水前后的性能进行了研究。
1 实验部分
1.1 主要原料
SF,束状白色长纤,广西剑麻集团公司;
PP,T30S,粒状,湖南长盛石化有限公司;
PP-g-MAH、POE-g-MAH,实验室自制(用化学滴定法测定接枝率);
轻质碳酸钙,桂林金山化工有限公司;
抗氧剂,SK-1010,山东临沂三丰化工有限公司。
1.2 主要设备及仪器
开放式塑炼机,SK-160B,上海第一橡胶机械厂;
平板硫化机,QLB-D 400×400×1,上海第一橡胶机械厂;
万能制样机,TWZY-24,吉林泰和试验机有限公司;
摆锤冲击试验机,JC-25,承德精密试验机有限责任公司;
电子万能试验机,WDW-20,济南天辰试验机制造有限公司;
差示扫描量热仪(DSC),204,德国耐驰公司;
热重分析仪(TG),STA-449C,德国 Netzsch公司;
扫描电子显微镜(SEM),JSM-6380LV,日本Jeol公司。
1.3 样品制备
SF使用前剪成5~8mm,80℃烘干,分别以质量分数为10%、20%、30%、40%、50%与5%的PP-g-MAH、10%的POE-g-MAH和15%的轻质碳酸钙加人到PP中,混合均匀后在开放式塑炼机上辊炼,空转辊温度控制在180~190℃,工作辊温度控制在185~195℃,塑炼5~10min,制成复合胚体备用,将复合胚体装入预热至170~180℃的模具中热压成型,成型压力为15MPa,保温保压6~10min后,制得木塑复合材料板并在万能制样机上制成标准样条,将制得的木塑复合材料试样依次编号并置于20℃蒸馏水中,浸泡不同的时间(以天数计算),每隔2d取出一批(每批试样5条)将其表面擦净,进行性能测试,从取出样条到进行性能测试时间间隔不超过6h。
1.4 性能测试与结构表征
按GB 1043—1993测试样条冲击性能,样条无缺口;
按GB 1449—2005测试样条弯曲性能,测试速率为2mm/min;
DSC分析:氮气气氛,将约8mg粉末样品以20℃/min升温至220℃,使样品完全熔融,保持5min消除热历史,然后以10℃/min的冷却速率降温至50℃,再以20℃/min的升温速率升温至220℃,记录DSC曲线;
TG分析:N2气氛,取8mg粉末样品,升温速率为10℃/min,温度范围为50~600℃,记录样品的TG曲线;
SEM分析:对冲击断裂样条表面做喷碳处理,设置加速电压为15kV,观察样品断面微观形貌。
2 结果与讨论
2.1 浸水时间对木塑复合材料力学性能的影响
图1为SF含量为20%的木塑复合材料在室温下力学性能及吸水性能随浸水时间的变化曲线。从图1(a)、(b)可以看出,木塑复合材料的冲击强度和弯曲强度随着浸水时间的延长不断下降,趋势非常明显。浸水8d后,冲击强度由22.09kJ/m2下降到15.58kJ/m2,保持率为70.53%;弯曲强度和弯曲模量分别由33.27MPa、1.54GPa下降到26.02MPa、1.21GPa,保持率分别为78.21%、78.66%,可见吸水后冲击、弯曲性能严重下降。由图1(c)还可以看出,木塑复合材料的吸水率和吸水厚度膨胀率随浸水时间的延长而增加,吸水8d后分别达2.85%和1.70%。这主要是因为SF表面有亲水的羟基,很难被疏水的PP浸润、包裹,导致界面处存在部分空隙,水分子易通过毛细管作用沿纤维方向渗透到SF与PP的界面,降低了树脂与纤维的结合力。随着浸泡时间的延长更多的水分子渗入复合材料,进一步削弱了木塑复合材料界面的结合强度,从而导致材料力学性能下降。

图1 浸水时间对木塑复合材料性能的影响Fig.1 Effect of immersion time on the properties of the wood-plastic composites
2.2 浸水及SF含量对木塑复合材料力学性能的影响
由图2可以看出,浸水后木塑复合材料力学性能明显下降,尤其是弯曲性能下降严重。当SF含量为50%时,木塑复合材料冲击强度下降幅度最大,由14.91kJ/m2下降到9.88kJ/m2,降低了33.74%;弯曲强度和弯曲模量分别由43.27MPa、2.19GPa下降到21.02MPa、1.28GPa,降低了51.42%、41.55%。同时,吸水率和吸水厚度膨胀率也都随着SF含量的增加而升高。这主要是因为随着SF含量的增加,羟基增多,木塑复合材料的亲水吸湿性增强,PP含量相对减少,SF很难在PP中分散,致使木塑复合材料的孔洞与裂纹增加,更多的水分子被吸收进入复合材料,严重破坏SF与PP的界面黏结性,导致木塑复合材料性能下降。

图2 浸水对不同SF含量木塑复合材料力学性能的影响Fig.2 Effect of water immersion on mechanical properties of the wood-plastic composites with different content of SF

图3 浸水对不同SF含量木塑复合材料吸水性能的影响Fig.3 Effect of water immersion on water absorption of the wood-plastic composites with different content of SF
2.3 浸水对木塑复合材料热性能的影响
2.3.1 热稳定性
图4是SF含量分别为20%和40%的木塑复合材料未浸水和浸水8d后的热重分析图。由曲线可得起始热分解温度T5%(失重5%)、SF和PP组分的最大热分解速率TSFmax和TPPmax、最大热分解温度T*max、最终残余量Yc,具体数值列于表1。
从图4可以看出,浸水后木塑复合材料的初始分解温度和最大热分解温度都要比未浸水的略低。这是因为大量水分子进入木塑复合材料后,降低了SF与PP的界面黏结力,迫使破坏木塑复合材料界面作用力的所需能量降低。

表1 木塑复合材料的热失重数据Tab.1 TG data for the wood-plastic composites
2.3.2 DSC分析
图5为未浸水和浸水8d后SF含量为20%的木塑复合材料升温和以10℃/min等速降温时的DSC曲线,从图中可以看出木塑复合材料的起始熔融温度Tm、熔点Tmp(熔融峰温度)、结晶温度Tp(结晶峰温度)、过冷度ΔT(ΔT=Tmp-Tp)和熔融热焓ΔHm,其具体数据如表2所示。
由5图可以看出,浸水后的复合材料起始熔融温度Tm、熔点Tmp和结晶温度Tp均降低,表明水分子的渗入破坏了木塑复合材料的界面。过冷度ΔT增大,降低了结晶速率,熔融热焓ΔHm减小,结晶度下降,结晶度显著影响着木塑复合材料的强度、模量等物理性能[8],说明经水浸泡后木塑复合材料的熔融和结晶性能降低。

图4 木塑复合材料的TG曲线Fig.4 TG curves for the wood-plastic composites

图5 木塑复合材料的DSC曲线Fig.5 DSC curves for the wood-plastic composites
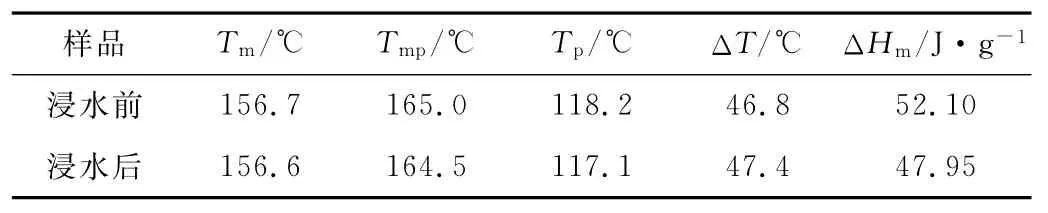
表2 木塑复合材料的熔融和结晶特性Tab.2 Melting and crystallization properties of the wood-plastic composites
2.4 木塑复合材料的微观结构
从图6(a)可以看出,未浸水的木塑复合材料冲击断面的纤维表面黏附着大量树脂,SF与PP的交界处黏合紧密,说明SF和PP的黏结力较好;而从图6(b)可以看出,浸水后大量SF被拔出,表面黏附的树脂较少,基本裸露,且SF与PP的交界处有沟壑和微孔,这是因为水分子进入树脂沟壑和微孔,会形成新的微孔和裂缝,水分子可以通过毛细作用快速进入SF和PP的分界面,减弱纤维和基体的联结,使木塑复合材料的基体被破坏,最终导致整个木塑复合材料性能下降。

图6 木塑复合材料冲击断面的SEM照片Fig.6 SEMmicrographs for the impact fracture surface of the wood-plastic composites
3 结论
(1)PP/SF木塑复合材料经水浸泡8d后,使纤维和树脂的结合界面受到一定程度的破坏,木塑复合材料的冲击强度和弯曲强度分别为9.88kJ/m2和21.02MPa,下降了33.74%和51.42%;
(2)PP/SF木塑复合材料经水浸泡会使其初始热分解温度和最大热分解温度略降,同时也会降低其结晶度;
(3)PP/SF木塑复合材料经水浸泡后,水分子进入树脂沟壑和微孔,进而形成新的微孔和裂缝,导致复合材料的基体被破坏,使木塑复合材料性能下降。
[1] Susan E S,Indrek W.Wood Fiber/Polyolefin Composites[J].Composites A,2004,35:321-326.
[2] 肖翠蓉.复合材料工艺学[M].长沙:国防科技大学出版社,1991:50-120.
[3] 刘 婷,陆绍荣,王一靓,等.剑麻纤维/聚丙烯木塑复合材料的热氧老化性能研究[J].塑料科技,2010,(4):65-68.Liu Ting,Lu Shaorong,Wang Yiliang,et al.Study on The rmal-oxidative Aging Properties of Sisal Fiber/Polypropylene Composites[J].Plastics Science and Technology,2010,(4):65-68.
[4] Alireza A.Wood-plastic Composites as Promising Greencomposites for Automotive Industries[J].Bioresource Technology,2008,99(11):4661-4667.
[5] Clemons C.Wood-plastic Composites in the United States the Interfacing of Two Industries[J].Forest Product Journal,2002,52(6):10-18.
[6] 贺金梅,李 斌.热塑性聚合物/木纤维复合材料的研究进展[J].高分子材料科学与工程,2004,20(1):27-30.He Jinmei,Li Bin.The rmoplastic Polymer/Wood Fiber Composites[J].Polymer Materials Science and Engineering,2004,20(1):27-30.
[7] Zhang Jihua,Zhan Maosheng.Visual Experiments for Water Absorbing Process of Fibre-reinforced Composites[J].Journal of Composite Materials,2004,38:779-790.
[8] 殷敬华,莫志深.现代高分子物理学[M].北京:科学出版社,2001:617-630.
