特高压定距式软母线压接装置的研制和应用
2012-02-13包毅张斌付英华周亚辉高士涛张新旺刘华
包毅,张斌,付英华,周亚辉,高士涛,张新旺,刘华
(1.郑州大学电气工程学院,郑州市,450002;2.河南送变电建设公司,郑州市,450051)
0 引言
软母线安装工程中,线夹压接是重要的隐蔽工程和关键质量控制点,压接质量的好坏直接影响母线的机械和电气性能,也直接影响工程的工艺观感。1 000 kV特高压南阳变电站扩建工程需要安装1 000 kV软母线13跨,压接耐张线夹312个。南阳站扩建工程500 kV配电装置区需要安装软母线27跨,压接耐张线夹324个,同时还有引流线夹和设备线夹669个。线夹压接工作量非常大,而且这些线夹压接的时间受到限制,有近500个线夹必须在停电期间完成压接及安装。
与常规的500 kV耐张线夹相比,1 000 kV耐张线夹外径和长度均有所增大,需要压接的模数也有所增加,这对于保证压接成品的一致性来说难度更大。如果采用人力操作方式进行耐张线夹的压接,势必造成资源的浪费,压接质量也难以控制。因此,有必要开发机械化的压接装置,提高压接速度,保证压接质量[1-6]。
1 定距式软母线压接装置的研制
常规的耐张线夹压接方法采用人力控制,将线夹放入压接钳压接1模后,作业人员挪动线夹或者压接钳,然后进行下1模的压接[7]。1 000 kV耐张线夹需要压接14模,靠人力挪动很难保证每1模的线夹角度一致。耐张线夹还受到所连接导线的重力的作用,导致耐张线夹铝管在未受力时为倾斜状态,在这种情况下对线夹进行压接,由于线夹各模之间受力方向不一致,就会出现线夹弯曲现象。文献[7-8]规定了相邻2模之间的重叠量不小于钢模长度的1/3,由于人力控制很难保证每次相邻2模之间的重叠量一致,造成耐张线夹铝管受力不平衡,引起耐张线夹弯曲。压接管压接后,其弯曲度不宜大于压接管全长的2%[7],如果弯曲度超标,还要进行校直处理。虽然通过校直处理能够将弯曲度校直在2%以内,但耐张线夹的强度会受到影响。
为了保证1 000 kV南阳站扩建工程母线安装的质量,确保工期符合节点要求,设计了定距式软母线压接装置,将耐张线夹和导线固定,利用机械方式控制压接钳的移动,避免了人力控制时出现的不确定性。定距式软母线压接装置的结构如图1所示。采用50 mm×50 mm×5 mm角钢制作专用的框架底盘,在框架中部安装滑动轨道和转动丝杠,滑动轨道侧面安装有标尺,丝杠靠框架两端的轴承固定并可转动,根据压接钳的大小制作压接钳底盘,在底盘下部安装有丝杠的套丝,如图2所示。通过手动飞轮使丝杠转动,来带动压接钳的前进或后退。在轨道的两端,安装有固定钢锚和导线的支架,如图3所示。支架将钢锚和导线固定之后,线夹只能随着压接钳上下移动,不能前后左右移动,避免了线夹弯曲现象的出现。
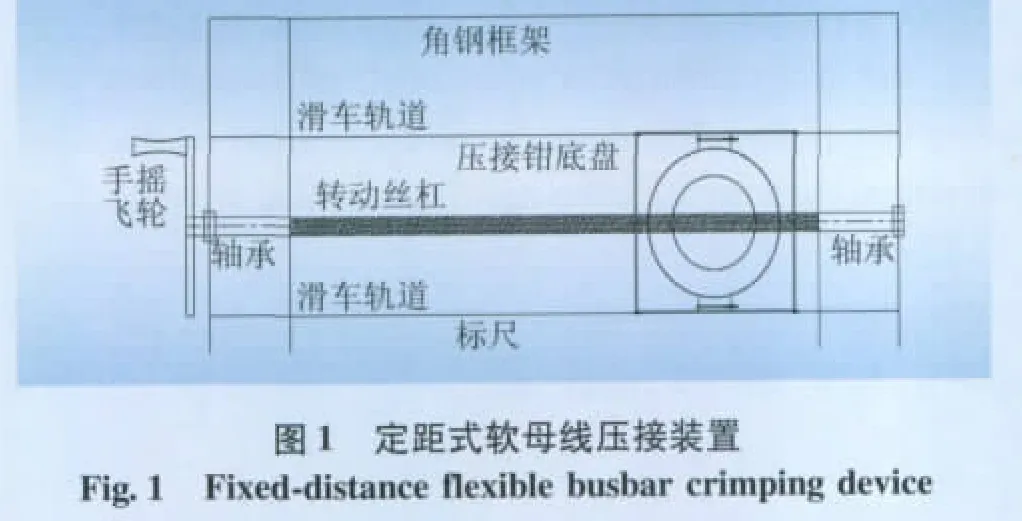
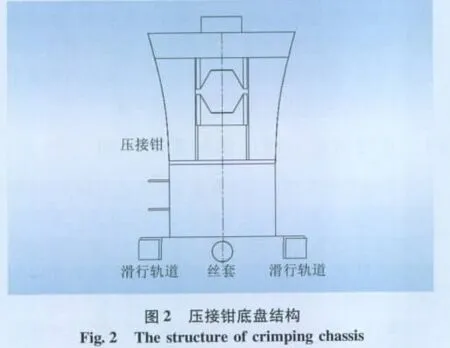
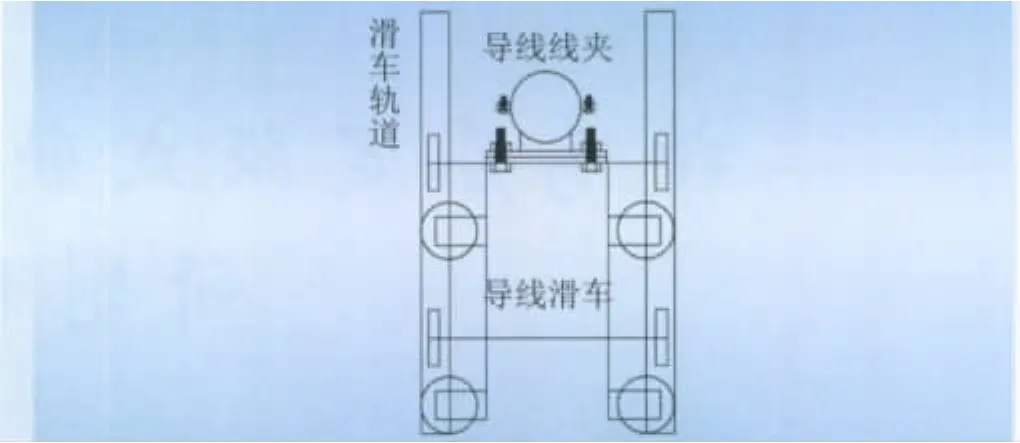
图3 导线固定支架Fig.3 Busbar fixation apparatus
2 定距式软母线压接装置的应用
为了保证1 000 kV南阳站扩建工程在第1次和第2次停电阶段母线安装工作能够顺利进行,并满足工期节点要求,共投入250 t液压机4台,配置1 600 mm2导线线夹模具6套,现场派驻压接熟练工4人,并制作了2套定距式软母线压接装置。在第1次停电施工阶段,采用人力和机械方式同时压接耐张线夹,现场实况照片见图4,压接结果对比见表1。

图4 机械控制压接Fig.4 Mechanical control crimping
机械控制压接的操作过程如下:
(1)将导线及线夹进行预处理[9],线夹铝管及导线安装到位后,摇动飞轮将压接钳调整到适当位置,然后将导线及线夹安装在压接装置上,利用前端的支架将钢锚端头夹紧,利用后端的支架将导线夹紧。
(2)压接完成1模后,对照滑动轨道上的刻度摇动飞轮,带动压接钳移动,控制每模前进40 mm(下1模需要与上1模重叠20 mm)[10]。
(3)压接钳按照刻度移动到位后,操作液压机进行压接,如此循环完成线夹的压接。1个线夹压接完成后,将两端支架的夹子松开,取出线夹,完成压接。
整个压接过程中,只需人力控制液压机,根据刻度控制压接钳的移动,节省了人员投入,杜绝了人为因素的不确定性造成的线夹弯曲和各模之间的重叠量不一致。
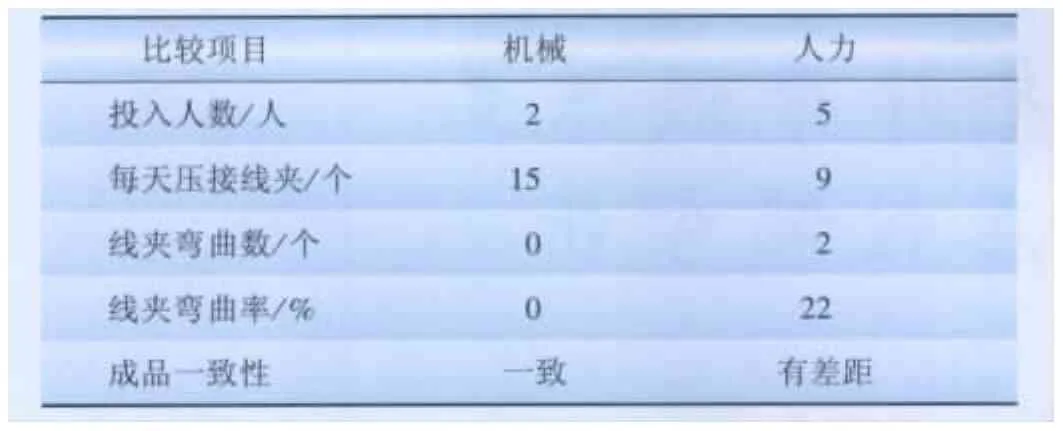
表1 压接结果对比Tab.1 The results comparison of crimping
由表1可看出,采用定距式软母线压接装置具有以下优点:(1)所需人员成倍减少,降低了成本;(2)工作效率大幅提高,由于采用机械控制的方式,线夹的安装更加方便,节省了人为控制时反复调整线夹的时间,压接线夹无弯曲,也节省了校直线夹的时间;(3)压接成品一致性好,杜绝了耐张线夹弯曲的质量通病,相邻模之间重叠量一致,外观工艺美观。
3 安全性分析
在第1次停电施工阶段,有大量的线夹需要压接,采用人力操作和机械操作同时进行压接。采用人力操作的一组在压接了一定数量的线夹后,出现了压接钳顶盖断裂的危险情况,不得不更换新的压接钳,降低压接速度。
出现压接钳断裂的情况后,对钢模外形和压接钳断口进行了检查,发现钢模有一定的变形,端口呈倾斜状。通过分析认为,压接过程中,液压机油压达到80 MPa,压接钳出力达2 000 kN,线夹压接到位后液压钳上盖承受2 000 kN的力,连续的压接使钢模和上盖连续受到挤压,温度上升,引起钢模和压接钳上盖的强度出现细微的变化,连续的压接造成这种细微变化的叠加。液压机操作人员在操作液压机时稍有疏忽导致液压机压力过高,即引起压接钳上盖断裂。
通过对压接过程钢模变形和倾斜状的端口产生原因的分析得知,人为控制压接操作时,由人员将线夹调整到位后,线夹和压接模之间总会有一小夹角,在压接钳下模顶升过程中会导致上模受力不均,进而引起上盖受力不均,如果由同一组人员连续操作同一压接钳,就会造成钢模和压接钳上盖出现细微变形,在某一次压力过高时引起压接钳上盖断裂。
软母线压接装置压接钳连续工作并未出现异常情况,主要是由于压接装置始终保持了线夹与钢模的平行,使钢模受力均匀,避免了危险情况的出现[11]。
4 结语
与常规的压接方法相比,本文提出的定距式软母线压接装置安全性能高,在1 000 kV南阳站扩建工程的母线安装工程中得到了应用,并发挥了很好的效果,对消除质量通病、保证施工任务的完成、提高工艺起了积极的促进作用。
[1]刘振亚.特高压电网[M].北京:中国经济出版社,2005.
[2]刘振亚.加快建设坚强国家电网,促进中国能源可持续发展[J].中国电力,2006,9(9):1-3.
[3]舒印彪.1 000 kV交流特高压输电规划中几个问题的探讨[J].电网技术,2005,29(19):11-14.
[4]丁 伟,胡兆光.特高压输电经济性比较研究[J].电网技术,2006,30(19):7-13.
[5]赵彪,孙珂,刘姜玲.特高压交流试验示范工程的经济性[J].电力建设,2009,30(11):24-26.
[6]国家电网公司.电气装置安装工程质量检验及评定规程[R].北京:国家电网公司,2002.
[7]Q/GDW 571—2010 大截面导线压接工艺导则[S].北京:中国电力出版社,2011.
[8]GB 50149—2010 电气装置安装工程母线装置施工及验收规范[S].北京:中国计划出版社,2011.
[9]刘华,张斌,周亚辉,等.1 000 kV特高压变电站大截面软母线的安装技术[J].电力建设,2010,31(6):15-18.
[10]DL/T 5009.3—1997 电力建设安全工作规程[S].北京:中国电力出版社,2002.
[11]吴国洪,袁志平.大截面导线耐张线夹压接工艺[J].电力建设,2010,31(5):126-129.
