双联齿轮加工工艺路线的分析
2012-01-26徐宗宇关志平
徐宗宇,关志平,王 佳
(1.齐重数控装备股份有限公司,黑龙江 齐齐哈尔 161005)(2.吉林铁道职业技术学院汽车工程系,吉林 吉林 132002)
1 第一阶段是齿坯最初进入机械加工的阶段
由于齿轮的传动精度主要决定于齿形精度和齿距分布均匀性,而这与切齿时采用的定位基准(孔和端面)的精度有着直接的关系,所以,这个阶段主要是为下一阶段加工齿形准备精基准,使齿的内孔和端面的精度基本达到规定的技术要求。在这个阶段中除了加工出基准外,对于齿形以外的次要的表面加工,也尽量在这一阶段的后期加以完成。
2 第二阶段是齿形的加工
对于不需要淬火的齿轮,一般来说这个阶段也就是齿轮最后的加工阶段,经过这个阶段,就应当加工出完全符合图样要求的齿轮来。对于需要淬硬的齿轮,必须在这个阶段中加工出能满足齿形最后精加工所需要的齿形精度,所以这个阶段的加工是保证齿轮加工精度的关键阶段。应予以特别注意。6~7级精度的齿轮一般有两种加工方案:①剃——珩齿方案:滚齿——齿端加工——剃齿——表面淬火——修正基准——珩齿。②磨齿方案:滚齿——齿端加工——渗碳淬火——修正基准——磨齿。剃——珩齿方案生产效率高,广泛用于7级精度齿轮的成批生产中。磨齿生产率低,一般用于6级精度以上或虽低于6级但淬火后变形较大的齿轮。根据双联齿轮的精度要求和要求产量假定选①剃——珩齿方案。
3 第三阶段是热处理阶段是齿轮热处理
齿轮加工中根据不同要求,常安排两种热处理工序:
(1)齿坯热处理。在齿坯粗加工前后常安排预先热处理——正火或调质。正火安排在齿坯加工前,其目的是为了消除锻造内应力,改善材料的加工性能。调质一般安排在齿坯粗加工之后,可消除锻造内应力和粗加工引起的残余应力,提高材料的综合力学性能,但齿坯的硬度稍高,不易切削,故生产中应用较少。
(2)齿面热处理。齿形加工后为提高齿面的硬度及耐磨性,根据材料与技术要求,常安排渗碳淬火,高频感应加热淬火及液体碳氮共渗等处理工序。经渗碳淬火的齿轮变形较大,对高精度齿轮尚需进行磨齿加工。经高频感应加热淬火处理的齿轮变形较小,但内孔直径一般会缩小0.01~0.05mm,淬火后应予以修正。有键槽的齿轮淬火后内孔经常出现椭圆形,为此键槽加工宜安排在齿面淬火之后。
4 第四阶段齿端加工
如图1所示,齿轮的齿端加工有倒圆、倒尖、和去毛刺等。倒圆、倒尖后的齿轮,沿轴向滑动时容易进入啮合,倒棱可去除齿端的锐边,这些锐边经渗碳淬火后很脆,在齿轮传动中易崩裂。
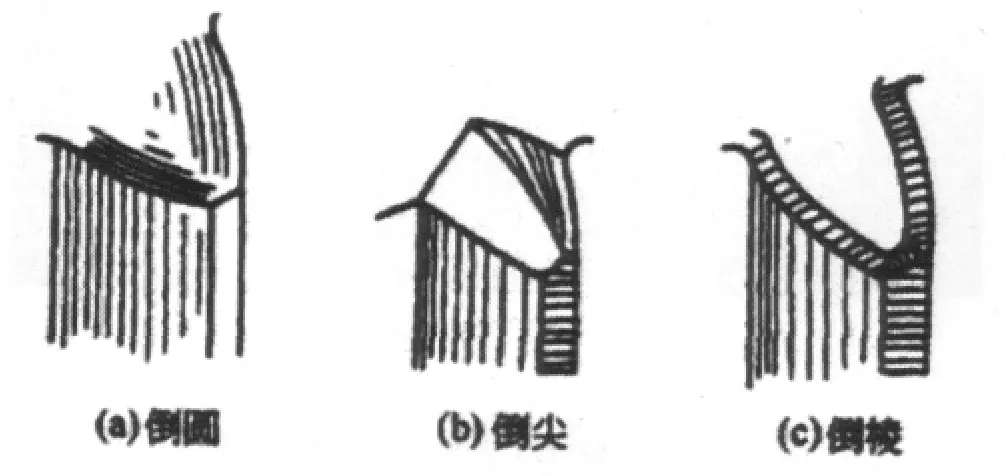
图1 齿端加工
用铣刀进行齿端倒圆,如图2所示。倒圆时,铣刀在高速旋转的同时沿圆弧作往复摆动(每加工一齿往复摆动一次),加工完一个齿后工件沿径向退出,分度后再送进加工下一个齿端。
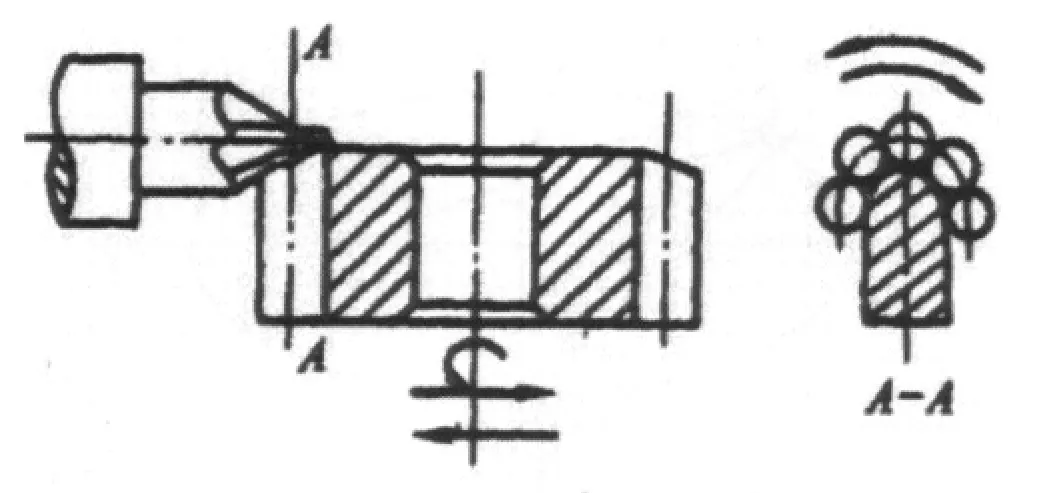
图2 齿端倒圆
齿端加工必须安排在齿轮淬火之前,通常多在滚齿之后。
5 第五阶段精基准修正
齿轮淬火后基准孔产生变形,为保证齿形精加工质量,对基精准必须给予修正。对外径定心的花键孔齿轮,通产用花键推刀修正。推孔时要防止歪斜,有的工厂采用加长推刀前引导来防止歪斜,已取得较好效果,对圆柱孔齿轮的修正,可采用推孔,推孔生产率高,常用于未淬硬齿轮。
6 结语
双联齿轮加工工艺一般分为毛坯热处理、齿坯加工、齿形加工、齿端加工、齿面热处理、精基准修正及齿形精加工等阶段。
[1]彭林中,张宏.机械切削工艺参数速查手册[M].广州:机械工业出版社,2008.
[2]刘利剑,张振文.车削加工速查手册[M].北京:机械工业出版社,2009.
