螺纹磨床CNC砂轮修整器的参数设计
2012-01-25赵永强李志峰魏伟锋侯红玲
赵永强,李志峰,魏伟锋,侯红玲
(陕西理工学院 机械工程学院,汉中 723003)
0 引言
砂轮修整器是螺纹磨床中关键部件之一,其结构直接影响了螺纹磨床的整体结构和加工能力。CNC砂轮修整器的研发和使用,拓宽了螺纹磨床的应用范围,提升了国产螺纹磨床的数控水平,满足了机械加工领域广大用户的不同使用要求[1]。同时,CNC砂轮修整器也改变了传统螺纹磨床砂轮修整的方法,极大提高了螺纹磨床的加工精度和加工效率,特别是对于复杂螺旋面工件的磨削成为可能。
CNC砂轮修整器使螺纹磨床趋于数控化的同时,也使螺纹磨床趋于自动化,尽量避免操作人员的过多干预,降低螺纹磨床对操作人员的技术要求。因此,CNC砂轮修整器的设计在沿用传统砂轮修整器设计经验的同时,也必须考虑砂轮的修型方法的选择。选择合适的砂轮修行方法并采用合理的机床设计参数对于实现机床的自动化具有积极地作用,本文依据一种CNC砂轮修整器的结构,介绍了CNC砂轮修整器对砂轮的修型过程和修整器相关结构参数的确定方法。
1 CNC砂轮修整器的结构及原理
装有CNC砂轮修整器的某螺纹磨床的传动结构如图1所示。图中,1为磨削用砂轮,2、3为修整砂轮的金刚盘,4为金钢盘的驱动电机,7、9为砂轮修整器的进给电机,5、6为砂轮修整器的进给传动丝杠,8为砂轮修整器的安装底座,10为砂轮驱动电机。
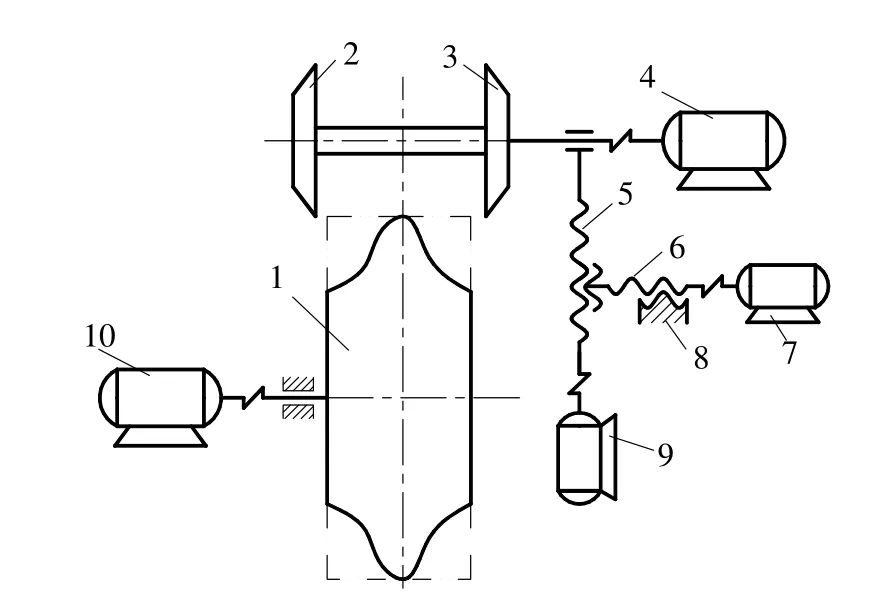
图1 CNC砂轮修整器结构原理
在实际工作中,砂轮由专用的伺服电机进行驱动,砂轮修整器的安装底座8与砂轮头架为一体。砂轮修整器的金刚盘由电机4驱动实现修整轮的主运动,二者装在与砂轮轴线相垂直的导轨上,在电机9的驱动下,经丝杠5传动实现金刚轮沿砂轮径向进给。修整金刚轮连同径向进给驱动装置(电机9、丝杠5和竖直运动导轨等)在电机7的驱动下,经丝杠6传动,沿着与砂轮轴线平行的导轨实现修整轮沿砂轮宽度方向的进给。通过以上两个相互垂直的直线进给运动,可以完成砂轮的修型。
2 CNC砂轮修整器工作过程
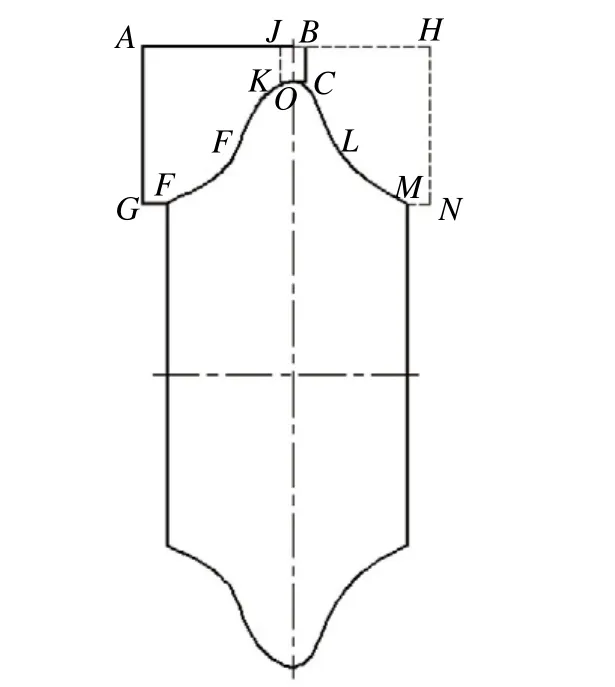
图2 砂轮修整器修型过程
SK7450螺纹磨床的CNC砂轮修整器对砂轮的修型过程如图2所示。在工件磨削时所需的回转体砂轮的母线为曲线FEDLM,为了修型方便,将此曲线以近似宽度中心D点为分界点分为左侧母线DEF和右侧母线DLM。其中砂轮的左侧母线DEF由修整器左侧金刚盘修整,砂轮的右侧面曲线DLM由砂轮修整器右侧金刚盘进行修整。
对于已经修整成型的砂轮,经过磨削后需要重新修型时,可采用如下的方法。
当砂轮修整器处于零位时,左侧金刚盘的位置在A点,右侧金刚盘的位置在H点。开始修型时,先由左侧金刚盘经A→B→C→D→E→F→G→A的修整路线对砂轮左侧进行修整,形成砂轮左侧母线DEF段,之后左侧金刚盘回到其零位;然后由右侧金刚盘经过H→J→K→D→K→M→N→H的修整路线修整砂轮右侧母线DLM段,之后右侧金刚盘回到其零位;至此完成砂轮的一次修型过程。修型过程中,左侧金刚盘的有效修型路径为DEF段,右侧金刚盘的有效修型路径为DLM段,其余路径为辅助修型路径。
3 CNC砂轮修整器结构参数确定
3.1 砂轮径向工作行程确定
如图1所示的CNC砂轮修整器中丝杠5的有效工作行程的传统设计方法如图3所示。其中,l0表示丝杠5的有效工作行程; l1表示能修整砂轮的有效深度,可以表示为新砂轮直径和砂轮最小有效直径差的一半,l2是砂轮修整时有效安全间距(一般设计为30~50mm),三者之间的关系可表示为:


图3 砂轮径向工作行程尺寸链
对于新砂轮的修整,考虑到修整轮单次修整量(通常采用0.1~0.3mm)很小,故采用虚拟砂轮直径的方法[4],即沿砂轮径向进给方式进行新砂轮的初始修型。这就需要修整轮在原有效行程l0的基础上再增加l3的行程。否则,在新砂轮初始修整时会出现干涉。因此,改进后的修整轮有效进给行程l0可表示为:

式中,l3的定义是修整轮的辅助行程,其数值依据砂轮的宽度和磨削工件的结构确定。对于60mm宽度的砂轮,工件直径不大于200mm时,参考值取50~60mm。
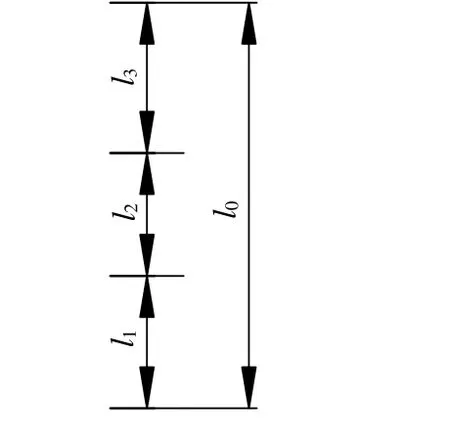
图4 改进后的砂轮径向工作行程尺寸链
3.2 砂轮轴向工作行程确定
如图1所示的CNC砂轮修整器中丝杠6的有效工作行程的设计方法如图5所示。其中h0表示丝杠6的有效工作行程,h1表示砂轮端面和修整轮端面之间的安全距离,一般设计为20~30mm;h2表示砂轮端面到砂轮最大轴截面之间的距离,砂轮最大轴截面与沿宽度中心截面之间的距离较小,通常以宽度方向的中心截面代替砂轮的最大轴截面,即h2为砂轮宽度的一半;h3为单侧修整轮跨过砂轮最大轴截面的距离,通常设计为5~10mm。由于采用砂轮的宽度中心截面代替最大轴截面,因此在设计h3时将其扩大到砂轮宽度的1/3,以此满足磨削用砂轮的轴截型沿砂轮的宽度中心截面不对称时的修型。
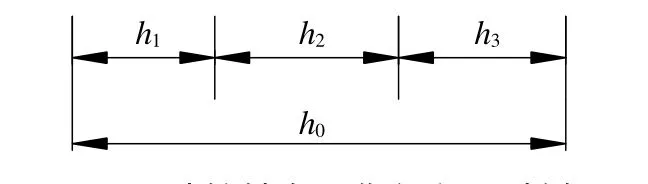
图5 砂轮轴向工作行程尺寸链
4 结论
本文针对装有CNC砂轮修整器的某螺纹磨床的结构和工作过程,介绍了CNC砂轮修整器修整砂轮的具体步骤,分析设计了CNC砂轮修整器沿砂轮轴向和径向两个方向进行进给的有效行程的确定方法。该方法一方面用于CNC砂轮修整器初始的结构设计和结构参数的确定,同时更便于后续使用过程中的修整程序编制和简化工人的具体操作。
[1]国内首台套数控螺杆转子磨床亮相CCMT[J].机械研究与应用,2010,03.
[2]付玉升,陈欣,孙凤.螺旋曲面数控成型磨削与砂轮修整控制研究[J].制造业自动化,2004,07.
[3]陈立明.螺杆压缩机转子的磨削加工[J].机械工程师,2005,2: 89-90.
[4]伍贤君.螺杆压缩机转子磨削成形法[J].流体机械,2000,07: 33-35.
[5]于力岩.铸铁螺杆转子齿形的成形磨削[J].通用机械,2005,06.
[6]吴序堂.齿轮啮合原理(第二版)[M].西安: 西安交通大学出版社,2009.
[7]赵甲宝.蜗杆磨削用砂轮修型方法研究[J].机械工程师,2011,07.
[8]赵永强,侯红玲,李志峰,白海清.恒速磨削的实现方法与机床设计[J].机床与液压,2010,03: 7-9.
[9]侯红玲,赵永强.五坐标数控机床传动系统设计与研究[J].机械,2008,08: 44-46.
[10]侯红玲,赵永强,白海清.复杂曲面的数控加工试验研究[J].机床与液压,2009,08: 27-29.
