消失模与V法铸造相结合应用研究
2012-01-23马怀荣刘祥泉韩建华张现诚张建满
马怀荣,刘祥泉,韩建华,梁 波,张现诚,张建满
(1.淄博通普真空设备有限公司,山东 淄博 255000;2.华中科技大学,湖北,武汉 430000)
V法工艺是70年代初发明的一种新的铸造工艺方法,近几年在我国应用发展的很快,已从铸造叉车配重、浴盆等铸铁铸件发展到铸钢、铸铜、铸铝加工件。但是一些形状比较复杂的铸件给覆膜带来困难,有的需配多件砂芯。影响了造型效率,增加成本,使V法铸造工艺的推广应用受到限制。
我们是推广应用V法铸造工艺和消失模铸造工艺的企业。在推广过程中发现,将两种工艺结合在一起,取长补短,可以简化覆膜,提高覆膜质量,提高铸件质量,减薄E V A薄膜厚度,减少砂芯用量,提高造型效率,降低V法铸造成本,效果明显。我们在应用上进行一些探讨,试用,取得了明显的效果。我们将这一工艺叫做《消失模铸造工艺嫁接到V法铸造工艺的新方法》供同行们参考,共同开发这一工艺。
1 应用此工艺的案例
1.1 凸块类
零件如图1所示。
原工艺:两个360mm×180mm×200mm凸块,因间距100太小,A区覆膜困难,常常出现吸破薄膜,而且修补困难,只好下芯解决。现工艺将360mm×180mm×200mm凸块改为消失模黏接件,覆膜容易,黏接也很容易,铸出的铸件光滑,美观。
图1中凹下的2mm深是定位凹痕,保证定位准确,安放方便,黏接牢固。
1.2 铸件吊耳类
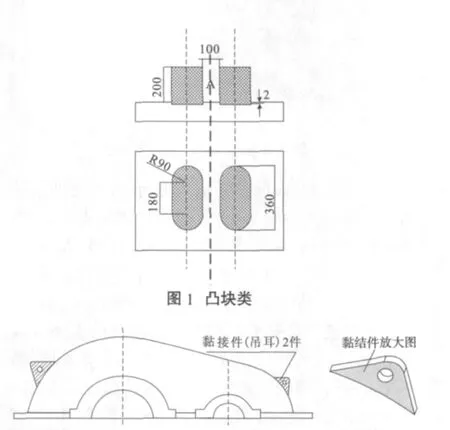
图2 铸件吊耳类
零件如图2所示。
传统工艺:将吊耳做成模具活块或做成芯盒活块,制砂芯完成。
现工艺:将吊耳用消失模割制黏接件粘结到薄膜上,简单易行。
1.3 减速箱地脚板类
零件如图3所示。
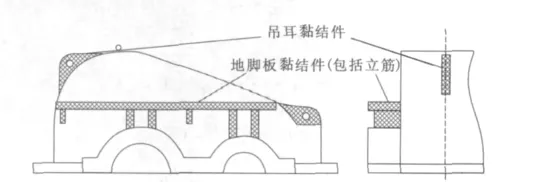
图3 减速箱地脚板类
传统工艺:将地脚板做成活块,造型后将活块抽出,操作中发现该活块比较长、抽活块非常困难,耗时长,工人累。覆膜困难易产生皱折破膜。
现工艺:将地脚板及加固筋改为消失模黏接件,省掉活块,覆膜容易,不再为抽取活块犯愁,提高造型效率,安全方便。
1.4 箱体类的内轴承支架类
零件如图4所示。
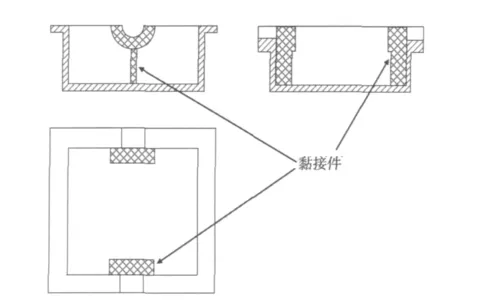
图4 箱体类的内轴承支架类
原工艺:内轴承支架是木模活块,属覆凹模范围,薄膜垂直覆膜后再水平覆到内轴承支架上,覆膜困难,出现破膜,皱褶,破膜修补因空间太小,修补困难漏气严重,吱叫声一直不断,铸出的铸件表面质量很差,粘砂粗糙,而且抽活块困难。
新工艺:将内轴承支架改为黏接件,覆膜大大简化,覆膜容易,质量很好。从未发生吸破薄膜,不存吱叫声。铸件表面光洁,质量很好。而且将薄膜厚度从0.25mm改为0.12mm降低薄膜消耗,降低铸件成本,深受用户欢迎。
1.5 农用箱体水平凸块
零件如图5所示。
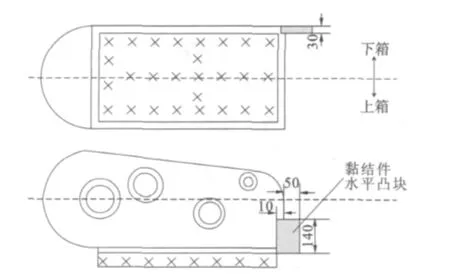
图5 农用箱体水平凸块
图5的140mm×50mm×30mm水平凸块,原工艺是木模活块,燕尾定位。使用中燕尾定位,易损坏,造成活块斜垂。无法钻孔,而且抽取活块困难。有时覆膜困难,出现破损和皱褶。
新工艺:将140mm×50mm×30mm凸块改为黏接件,为了提高牢度,防止变形将黏接件下料140mm×60mm×30mm,其中10mm为搭接粘合。效果很好,提高造型效率。
1.6 汽车后桥壳
零件如图6所示。

图6 汽车后桥壳
采用泡沫塑料制作上内法兰环和下内法兰环,造型时套到木型上,让泡沫内法兰保留到自吸砂胎内,浇注时,燃烧掉泡沫内法兰,自然达到要求的形状,是一个很好的工艺。
这个泡沫法兰不必粘接,是E V A薄膜覆膜时自行固定,这是消失模工艺嫁接到V法工艺的另一种形式。
1.7 工程车后桥壳
零件如图7所示。
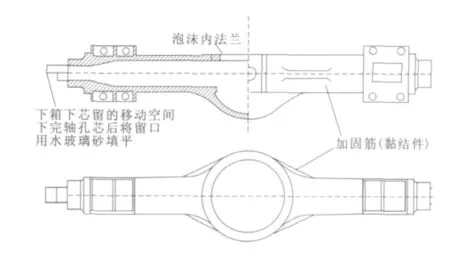
图7 工程车后桥壳
该工艺基本上同图6,内法兰同样用消失模形成。但车桥的四条加固筋起模困难,采用燕尾结构活块,活块寿命不长。只好采用砂芯形成,但是制芯用耗砂、耗工时多,劳动强度大。采用本工艺消失模加固筋黏接件起模后,黏接件在E V A薄膜上,省掉4块砂芯节约型砂,节约劳力,降低了成本,提高造型效率。
2 消失模嫁接到V法工艺的质量影响
消失模工艺在我国已应用了几十年,应用中发现了许多技术问题,其中消失模热解时的增碳问题,消失模热解时的残渣排除问题,至今仍在研讨解决,那么消失模嫁接V法工艺上是否有问题呢?我们认为:
1)在灰铸铁件,因灰铁自身含碳量高,铸造性能好,铁水排渣能力强,消失模工艺已在许多重要的铸铁件中得到应用,所以应该肯定不会影响V法铸件质量。
2)球铁件的影响:资料介绍因球墨铸铁原铁水已经是过共晶碳饱和状态,易在铸件上表面形成碳夹渣和碳皱皮缺陷,但因黏接件重量所占铸件总重量比例小,不会影响铸件质量。
3)对铸钢件的影响,因铸钢件含碳量低,对增碳敏感性强,铸钢件的钢液流动性差,排渣能力差,所以消失模生产铸钢件常常会出现增碳,夹渣。但是消失模工艺嫁接到V法铸造工艺上,因嫁接的部分重量轻,所占比例低,一般不会造成增碳,夹渣,缺陷。
4)如果发现消失模黏接件影响铸件质量,可以采用空心黏接件,增加集渣冒口。也可以改用共聚物珠料制造黏接件,解决铸钢件消失模工艺的增碳和夹渣缺陷。
3 消失模黏接件的制备
1)一般情况下黏接件部分形状比较简单,可以购置商品方料,人工切割完成复杂的黏接件,批量生产的铸件。也可以制造专用模具,用珠粒发泡制做。如果选用共聚物做黏接件时,因珠料价格较高,用商品方料割制下脚料浪费太多,最好用模具发泡制作,用模具发泡制作黏接件,铸件表面光洁度高,质量好。
2)一般情况下选用聚苯乙烯珠粒材料,或制成空心黏接件,特殊情况下选用共聚物珠粒材料。
3)为了制作黏接件应购置切割设备,为了应用水基涂料应购置涂料混制设备,涂料烘干设备。
4 消失模黏接件黏接操作要点
1)保证黏接件粘接面的洁净和E V A薄膜黏接处的洁净,防止尘埃,油污,水分等的破坏。
2)如果黏接件需刷水基涂料,再行粘接时,必须保证粘接面无涂料及涂料残留。为达到这一要求,可以用单面胶带将黏接面封粘后,再进行挂涂料及烘干,粘接时将胶带撕掉露出洁净的粘接面。
3)正确的选择黏接剂,一般选用热熔胶,优点是干燥迅速,粘接牢固。胶枪,热熔胶棒是比较好的粘接方法,粘结缝周边涂胶必须到位,防止涂料钻入。
4)为减少发气量,尽量少用黏接剂。
5)对容易变形的黏接件,应适当加固。
6)对雨淋加砂时,易出现变形的黏接件,可以增加工艺加固筋或局部手工填砂。
7)为防止黏接缝开裂,可以在黏接缝处用胶枪堵粘,必要时用纸将黏接缝粘封,防止涂料钻入。
8)粘接消失模的位置一定要准确,为了定位可以在模上做上定位凹痕,痕深2mm~3mm。定位凹痕只能用在水平面上,垂直面上不能用,
9)粘接消失模样块,需要耗工时,但可以从抽取活块、制芯、下芯耗工时来抵补。综合计算成本上并不高。
5 结 论
1)将消失模铸造工艺嫁接到V法铸造工艺,是V法铸造工艺的新发展,好方法。
2)新工艺可以简化覆膜、提高了覆膜质量,提高铸件表面光洁度、提高铸件质量。
3)降低E V A薄膜的厚度,从而降低薄膜的用量,降低了V法铸件成本。
4)减少砂芯用量,减少活块数量,提高造型效率,降低V法铸造工艺的成本。
[1]叶升平,吴志超.消失模铸造图片集[M].武汉:华中科技大学,2006.
[2]黄天佑,黄乃命,吕志刚.消失模铸造技术[M].北京:机械工业出版社.2004.
[3]马怀荣,刘祥泉,韩建华,等.V法铸造工艺生产铸件气孔缺陷的防治[J].铸造设备与工艺,2012(1):13-17.
