经压光处理后新闻纸强度下降的本质
2012-01-06李建国
经压光处理后新闻纸强度下降的本质
研究人员测量并分析了新闻纸由压光处理而引起的自身强度下降的情况。这项研究涉及到两种纤维原料,一种是100%的二次纤维(RCF),另外一种是100%的TMP。这两种纸浆均在中试纸机上完成纸页成形,同时在装备有钢棍的中试压光机上进行纸页的压光处理。研究范围还包括经过硬压光和软压光的商品用纸(由100%RCF组成)。研究人员利用一个简单的公式把影响抗张强度的纤维自身性质和纤维间结合力分开考虑。该公式表明,无论纤维自身强度是否变化,纸张抗张强度都会发生改变。纤维自身强度降低的程度可以测量出来,但是由压光操作而引起的强度损失主要还是来自于纤维间结合强度的下降。
应 用:理解压光如何导致新闻纸抗张强度的降低有助于我们找到把强度损失降到最低的方法。
压光就是使纸页通过一个或多个高负荷的压区。通常情况下,压光操作作为生产的最后一个阶段,它会降低纸页厚度和粗糙度,增加纸页平滑度,同时使纸页在横幅上获得更均一的厚度。
如果压光操作在纸页成形、干燥之后和卷取之前进行,那么这样的压光通常称为“纸机”压光。在普通新闻纸的生产过程中,传统的纸机压光是使纸页通过8个直立并排的钢辊,这些钢辊从顶部加载负荷,底部装备有传动装置。通常纸页从压光机的顶部进入压区,然后依次通过下面的每个压区,压区内的负荷逐渐增大。
现在的压辊是在冷铸压辊表面包裹一层聚合物,这就形成了所谓的软压光。它通常有两对压辊,一个在前,一个在后,并且把后面的压辊倒置以便使纸页两面都能接触到抛光辊从而达到相同的整饰效果。这种软压光作为一个独立的操作过程完成机外压光,尤其是在涂布纸的生产过程中。
另一种是在压辊的表面覆盖可压缩的织物或者纸,也就是我们通常所说的机外超级压光。然而,这种压辊的强度不够大,而且使用寿命有限,不太适合传统的纸机压光。在传统的压光基础上研发的最新成果是靴式压光。这种压光技术是把压辊放在液压加压靴套上,以增大压区宽度。通常,所有类型的压光操作都是在一定温度下进行的。
在大部分情况下,压光会导致纸张抗张强度的下降,但是在轻微压光或者纸页水分较高的情况下就不会产生这种影响。软压光技术和靴式压光技术能提供较长时间的轻微压力,并且不会像传统的硬压辊那样通过产生“局部增浓”现象来提高纸页的表面性能。这种区别会降低软压光和靴式压光产生的强度损失,因为纸页结构很少受到破坏。在提高纸页水分含量的前提下,“增浓”会增加纤维间的结合性能,进而提高纸页的强度,但是这种作用效果并不是所有的造纸工艺都相同,尤其是在新闻纸和其他书写印刷类纸种的生产中。既然纸页的本质就是纤维素纤维通过纤维表面之间紧密地结合在一起而形成的纤维网络,那么纸张抗张强度的下降应该归因于纤维自身强度或者纤维间结合力的变化,或者二者兼有。
在研究人员Browne和Crotogino看来,由于压光的压力比较高,所以纸张经过硬压光操作后其强度指标会下降,这是纤维遭到破坏导致的结果。他们指出压光操作中压区剪切力的作用也会导致纤维间结合力的下降,这种强度损失更可能会出现在软辊压光操作中。尽管没有实验数据证明这一点,但是这些论述仍然反映了当今造纸机械专家和工程师对这种状况的理解。通过考虑压光对抗张强度和挺度的不同影响,Retulainen等人提出压光影响纤维自身强度和纤维间的结合强度。但是他们没有量化这些作用之间的重要关系。
在这项工作中,我们把压光导致新闻纸抗张强度下降的本质因素罗列出来。我们选择新闻纸是因为它是一类采用机内压光生产的纸种,而不是采用单独的压光操作。而且,新闻纸的强度指标也很重要,因为具备较高的强度可以避免新闻纸在印刷过程中的断裂损耗。同时,成系列的新闻纸种也可以很方便地获取,这得益于UMIST和UPMKymmene,Shotton Paper(UK)的合作。
新闻纸通常仍然是采用传统的铸铁辊压光技术进行压光处理。然而,随着造纸原料从磨木浆、热磨机械浆到主要由旧报纸和旧杂志组成的二次纤维的转变,为了达到预期的纸页紧度,轻微压光技术的重要性已经变得越来越明显。典型的压光是设置在最小的压区负载下进行的,以便减少过程控制和安装软压光棍。所以,我们的研究涉及到100%RCF商用纸张的软压光和硬压光,也包括100%RCF纸张和100%TMP纸张在中试纸机上的抄造和压光。
试验方法
有许多理论把纸张抗张强度同纸页结构、纤维性能和纤维间的结合力联系起来。其中最有效也是最常用的也许就是Page在1969年提出的理论[5]。Page提出一个等式,利用该等式可以简单有效地建立纸张抗张强度的模型。

T=常规抗张指数,N·m/kg
Z=零距抗张指数,N·m/kg
A=纤维的横截面积,m2
ρ=纤维的密度,kg/m2
b=作用于单位纤维间结合面积的破坏应力N/m2
P=单根纤维的周长,m
λ=重均纤维长度,m
RBA=相对键结面积,m2
通过测量我们得到裂断长,裂断长除以试样的宽度和定量就得到T。在适用于其他材料的直接测量方法中,强度和厚度无关,所以我们可以采用T。Z采用类似的测量方式,不过测量Z的抗张强度仪有一个特殊的机械钳口,这样它就可以抓住试样非常小的一部分(数十微米)。由于新闻纸中的纤维通常在长度为1mm、宽度为20μm的范围内,所以测量Z的抗张强度仪上的一个机械钳口基本上只能够抓住非常少的几根纤维。这就意味着所检测的Z值表示的是纸张试样中单根纤维自身的强度,并且它与纤维间的结合力无关。
等式1右边的第一项和第二项分别表示纤维自身强度和纤维间结合强度的作用,特别是对纸张试样总抗张强度的影响。通过简化和转化公式1,得到了结合指数B(N·m/kg)的定义式,如公式2所示:

本研究中,首先测量出T和Z,进而计算得到B。公式2很好地描述了影响抗张强度变化的因素,即在不考虑B的情况下,纤维自身强度下降引起的T的下降可以通过Z表现出来,反之亦然。对于不同的压光过程,Z和B的下降引起的T的下降是不同的,这依赖于增浓的程度和压区的类型。
通过压光作用可以把新闻纸整饰光滑,但是对于印刷来说,新闻纸的紧度也是很重要的,它应该和其他纸种的紧度差不多。纸张紧度对印刷压力和纸页挺度有很大的影响。因此,纸张定量应该严格控制在45g/m2,我们可以通过调整压光操作来维持纸张紧度。所以,通过选择合适的压光压区,我们可以生产紧度大约为670kg/m2的纸张,其紧度接近于UK通用纸张的紧度。
试验情况
研究人员把从UPM-Kymmene,Shotton Paper高速卷纸机生产的纸卷上切下的RCF商品用纸在美卓Järvenpää工厂的压光工段进行了软压光。硬辊压光机的车速是1455m/min,线压力是100KN/m,压辊温度大概是80℃,采用压区加热而不是蒸汽加热。软辊压光机的车速是1455m/min,线压力是53KN/m,压辊温度大概是130℃,采用蒸气箱的蒸汽加热。未压RCF商品用纸被切成纸片,通过人工引纸的方式进入中试压光机的一个压区,此时线压力是30KN/m,温度是室温。
UMIST中试纸机抄造的纸张的浆料是来自UPM-Kymmene Shotton高浓储浆池的TMP和RCF。
TMP纸按照中试车间的要求进行机内压光,生产条件分为一个压区和五个压区两种情况,最后一个压区的线压力分别是60KN/m和100KN/m。中试RCF纸也是采用机内压光的方法,只是都有五个压区,最后一个压区的线压力分别是40KN/m和100KN/m。TMP纸和RCF纸的压光温度都是室温,压光车速是15m/min。
结果与讨论
图1、2、3反映了在压光前后所有研究的纸种的常规抗张指数、零距抗张指数与纸张紧度的测量值之间的关系,其中也包括结合指数。因为纸页纵向和横向的结果类似,我们就以纵向为例进行说明。
我们可以看出在每种情况下,T都会随着紧度的增加而下降。大部分情况下Z和B也是下降的。因此,我们不可能仅仅通过研究这些图表来得到关于纤维自身强度和纤维间结合强度哪个是影响抗张强度的关键因素的结论。为了阐明这种情况,我们考虑两种极端的假设。
1、所有的强度下降都归因于纤维自身强度的损失,B的改变不会带来重要的影响。为了验证这个假设,我们比较了试验测量的Z值下降的百分比和当B值保持与未压光一样时通过公式(2)计算出来的Z值下降的百分比的区别。
2、所有的强度下降都归因于纤维间结合强度的损失,Z的改变不会带来重要的影响。为了验证这个假设,我们比较了试验测量的B值下降的百分比和当Z值保持与未压光一样时通过公式(2)计算出来的B值下降的百分比的区别。
商用RCF新闻纸
对于商用纸机生产的新闻纸来说,图4反映了第一条假设的结论。假设T值的下降完全是由Z值的下降引起的,那么Z值下降的程度远比实际测量的纸机纵向和横向上Z值下降的程度要厉害。
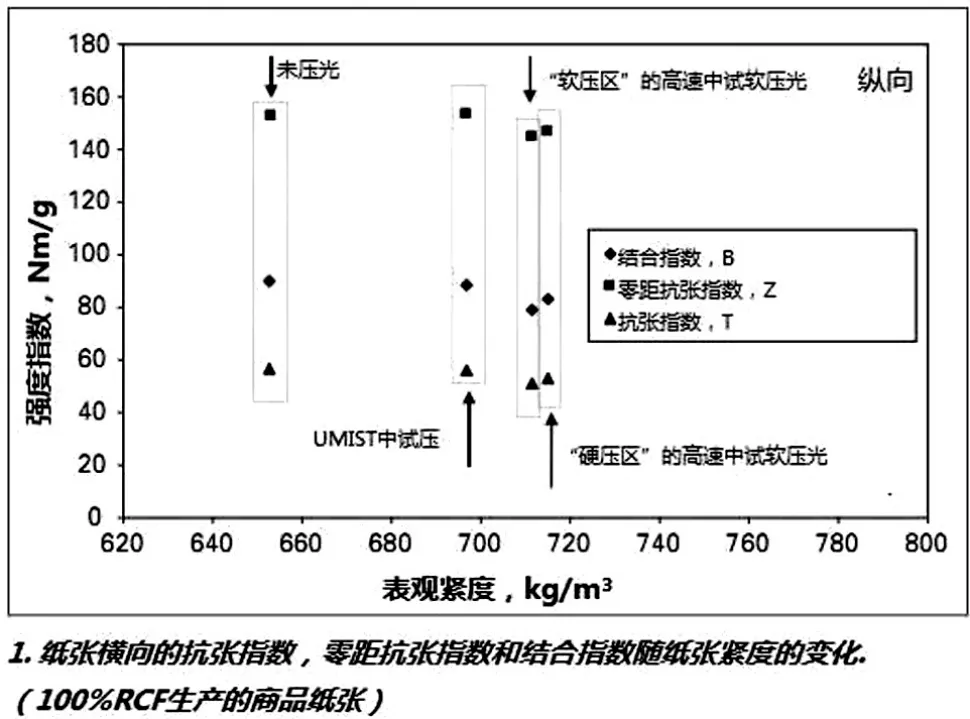
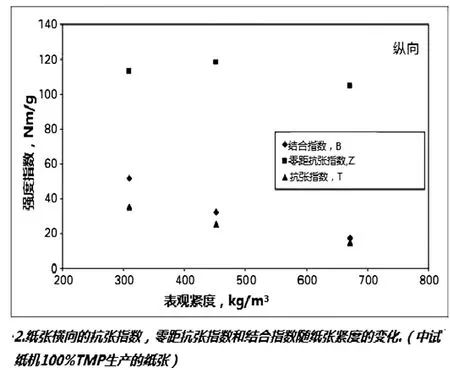

图4也反映了第二条假设的结论。假设T值的下降完全是由于B值的下降导致的,尽管B值下降的程度也要比实际测量的高,但是这种差距比假设1的小很多。既然计算获得的B值和测量经过UMIST压光的试样得到的B值差距不大,那么这就表明了试样中Z的作用很小。
这些试验观测结果得出的结论在某种程度上和以前的研究结论有些相悖。实验结果指出,虽然纤维自身强度有轻微的下降,但是纤维间结合强度的下降却是引起抗张强度损失的主要因素。很明显高速软压光比低速硬压光造成的纤维损失更大。这个结果可以部分地说明为什么软压光可以达到较高的紧度。
中试纸机TMP新闻纸
图5是在第一条假设条件下用100%TMP新闻纸在UMIST中试纸机上进行压光得到的结果。我们假设T的下降全部是由Z的下降引起的,那么计算得到的Z的下降值肯定比纸机纵向和横向上的实际测量值要高很多。随着纸张紧度的增加,Z下降的计算值可能高达80%,与之相对的纸张纵向和横向上的测量值大概是8%和15%。
图5也反映了对于TMP新闻纸的第二种假设。我们假设纤维自身损失不会导致强度下降,那么在纸张纵向和横向上,测量的B值下降的程度和计算预计的差不多。
纤维自身损失会导致强度的轻微下降,强度的下降主要是由纤维间结合强度(结合面积)的下降引起的。由于中试纸机生产的纸张的初始紧度比期望的商用纸张的紧度低很多,所以TMP纸张需要经过剧烈的压光。中试纸机和商用纸机加工处理过程的不同之处,特别是在初始的纸页成形和压榨过程中的不同之处可以说明为什么中试纸机生产的纸张的初始紧度很低。
中试纸机RCF新闻纸
图6是在第一条假设条件下用100%RCF新闻纸在中试纸机上进行压光得到的结果。我们假设T的下降全部是由Z的下降引起的,那么计算得到的Z的下降值肯定比纸机纵向和横向上的实际测量值要高很多。随着纸张紧度的增加,Z下降的计算值可能高达70%,然而纸张纵向和横向上的测量值大概是23%和13%。
该图也反映了第二条假设。我们假设纤维自身损失不会导致强度下降,那么在纸张纵向和横向方向上,测量的B值下降的程度和计算预计的相近。
在压光之前,RCF纸张的紧度比TMP纸张的高,但是比商用纸张的紧度要低很多。和TMP纸张一样,在中试纸机上低强度的纸页成形和压榨处理过程生产了低紧度的RCF纸张。经过压光后,纸张的紧度可以达到实际新闻纸的紧度,这时候强度的损失在很大程度上是由纤维间结合强度的下降引起的。
结 论
我们的研究表明了新闻纸经过压光后其强度损失的主要原因是纤维间结合强度的下降。这个结果已经被证明了,其中既包括压光整饰的商业新闻纸,又包括紧度与实际新闻纸相近的各种纸张。在各种实验中,我们比较了相同纸卷上压光的和未压光的纸张的强度。
尽管压光采取的高强度操作会使中试纸张的紧度达到商品纸张的紧度范围,但中试规模的机械压光引起的纤维破坏的程度是比较低的。事实上,在商用车速和温度条件下进行的软压光和在中试机械压光条件下进行的压光对纸张造成的纤维损失是一样多的,但是这种情况造成纤维损失的程度要比把抗张强度的下降全部归因于纤维自身强度的下降而所需要的纤维损失的程度少很多。
李建国编译自:TAPPI JOURNAL VOL.2,NO.,3.8-12(2003)
2011-3-22
