基体梯度结构对TiN涂层硬质合金力学和切削性能的影响
2011-12-18王社权陈康华徐银超祝昌军谢灿强陈响明
王社权 ,陈康华,徐银超,祝昌军,谢灿强,陈响明
(1.中南大学 粉末冶金国家重点实验室,长沙 410083;2.株洲钻石切削刀具股份有限公司,株洲 412000)
作为切削刀具使用的传统硬质合金存在强度(韧性)和硬度(耐磨性)之间的矛盾,科研工作者一方面通过改变硬度合金微观结构的分布特征,使材料的结构在一维、二维和三维的空间出现梯度变化,表面形成大约10~15 μm厚的缺立方相碳化物和碳氮化物韧性区,此结构具有良好的塑性和韧性,可提高硬质合金切削工具的使用性能[1−4]。另一方面,在基体结构不变化的情况下,通过表面涂层的方法,提高刀具的耐磨性能[5−7]。尹飞等[8]采用 CVD沉积工艺在梯度和均质硬质合金基体的沉积TiCN/Al2O3/TiN涂层,结果表明:基体梯度化后,由于表面韧性区的形成,涂层硬质合金在保持耐磨性的同时,抗弯强度得到了提 高,对应的抗冲击性能提高83.8%。对于PVD涂层刀具,较多的研究集中在TiN涂层的基础上进行多元化涂层[9]和多层涂层[10]改变涂层的硬度和韧性来提高刀具的寿命,但从基体角度来改善涂层刀具性能的研究较少。本文作者从研究基体的角度出发,为提高PVD刀具切削性能探寻一种新的研究方法。采用阴极弧蒸发涂层工艺在均质和梯度硬质合金基体上沉积TiN涂层,研究硬质合金基体梯度化对TiN涂层硬质合金的力学性能和切削性能带来的影响,该研究结果可为新型PVD涂层硬质合金刀具的开发应用提供参考。
1 实验
采用市售WC粉末、(W , Ti)C、( Ta,Nb)C、TiCN固溶体粉末、Co粉为实验原材料,按表1所示配制2种不同成分的混合料,混合料通过湿磨、喷雾干燥,压制成长、宽、高分别为21.00 mm、6.50 mm、5.25 mm的试样条,然后压坯、烧结,并通过控制气氛得到均质基体和梯度基体。采用工业化生产的涂层设备(Balzers Oerlikon rapid cooling system, RSC)在两种基体上采用阴极弧蒸发涂层工艺制备TiN涂层,所用的靶材为粉末冶金方法制备的Ti靶通入氮气反应,温度为350 ℃,真空时压力为0.5 MPa,沉积时,压力为580 MPa,得到均质和梯度基体TiN涂层硬质合金样品,分别记为试样1和试样2。
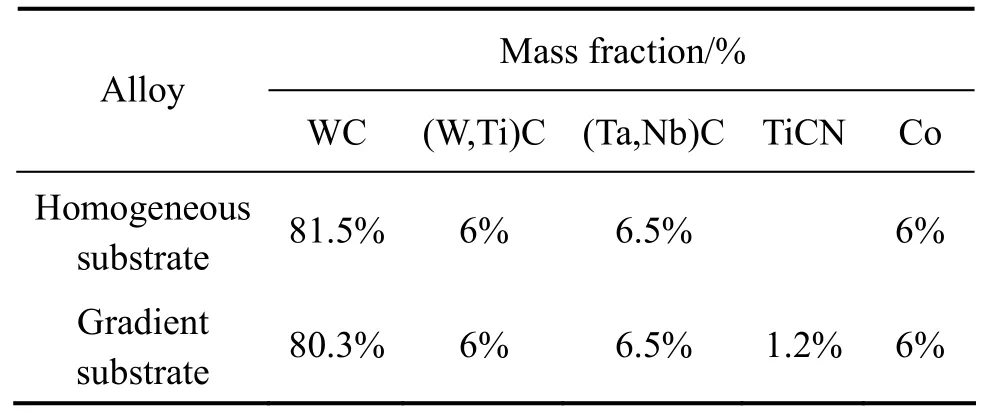
表1 混合料成分Table 1 Compositions of substrate materials
采用 DMRE金相显微镜观察显微组织,SEM 对涂层硬质合金形貌进行观察。用二次离子质谱仪测量样品从表面到内部钴元素成分分布,采用 Buehler MicroMet5104型显微硬度计,在不同载荷下对样品的显微硬度进行测试,加载时间为15 s。在WD−5A万能材料试验机上用三点弯曲法测量抗弯强度,用TNMG120408型号的涂层刀片连续切削不锈钢(1Cr18Ni9Ti)比较涂层硬质合金的耐磨性,刀具几何参数:γ0=−6°、α0=6°、λs=−5°、κr=90°,f=0.2 mm/r,ap=0.2 mm,在160 m/min和280 m/min不同速度下进行切削实验。后刀面的磨损量每隔3 min被测量一次,当磨损量超过0.2 mm时,认为刀片失效。
为了更全面地评价涂层硬质合金的性能,本文作者对合金进行冲击韧性的实验。实验的方法是采用端面车削,在一根圆棒中间钻直径40 mm的孔,并在棒料的外圆铣4个对称槽。端面车削的切削条件为v=150 m/min,f = 0.2 mm/r,ap=1.0 mm。刀片出现崩刃或破损时认为刀片失效,刀片切过槽的数量来评价刀片的冲击韧性,即所能承受的冲击次数。
2 结果和分析
2.1 涂层硬质合金的组织结构
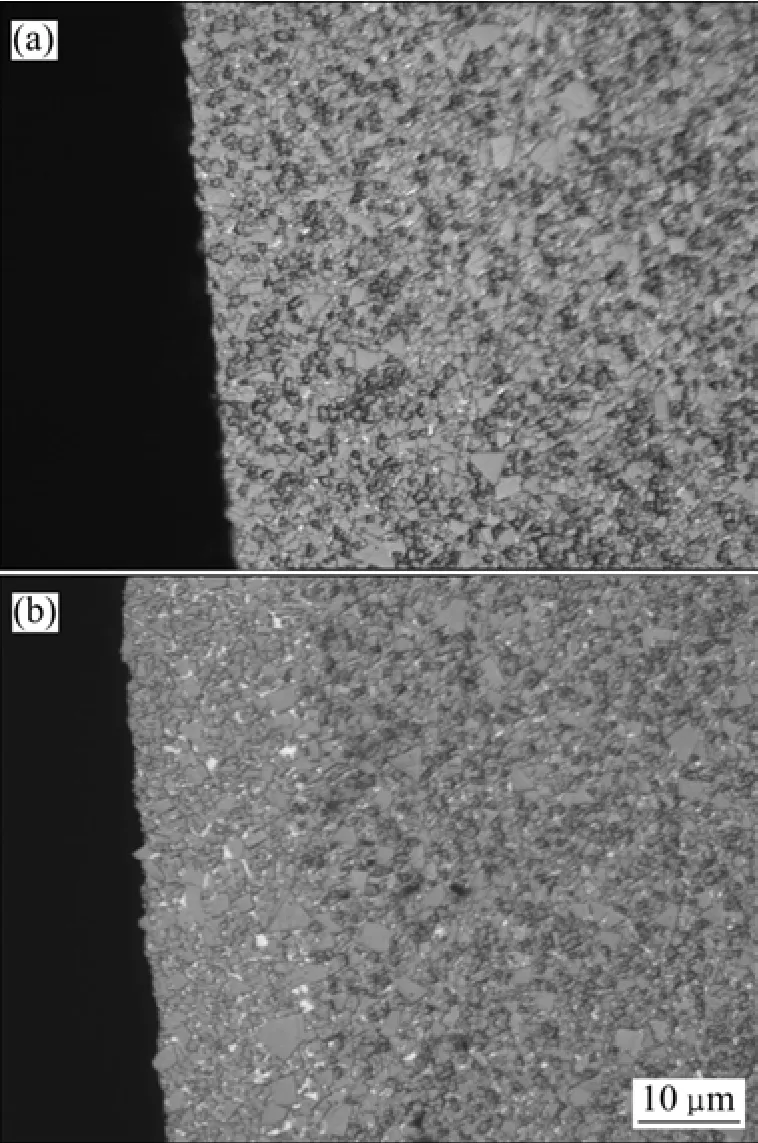
图1 均质和梯度基体合金的金相组织Fig.1 Optical microstructures of homogeneous(a)and gradient(b)substrates
图1所示为两种基体的金相组织。由图1可以看出,均质基体合金的结构组织由 WC、Co、(W, Ti)C固溶体以及(Ta, Nb)C固溶体组成,其中(W, Ti)C固溶体与(Ta, Nb)C固溶体为立方结构相,而梯度基体结构合金中除含上述结构基体外,其表面有一层平均厚度为15~20 μm左右的物质,研究发现,该层物质是缺碳化物和碳氮化物立方相混合区域。图2所示为梯度基体合金中Co元素的分布曲线。由图2可以看出,由表及里Co元素含量不断增加,距离表面10 μm处,Co元素含量最高,随后趋于名义成分。上述结果表明,基体合金通过可控气氛烧结后,在表面层与基体形成了一种化学成分的梯度结构。

图2 梯度基体中Co元素的分布图Fig.2 Co elements distribution on surface of gradient substrate
图3所示为两种基体合金的表面形貌,其中,白色的为WC颗粒,黑色的为Co相。从图3可知:均质基体表面的 Co含量相对较多,而梯度基体表面主要为WC颗粒,只有少量的Co相存在,均质基体表面比较平整,而梯度基体表面WC颗粒成不规则分布,表面成分和形貌的不同,对涂层的生长方式可能产生一定的影响。
图4所示为不同基体结构TiN涂层硬质合金沉积态表面形貌。由图4可知,两种样品表面都存在白色的微粒和微孔。这是由于阴弧沉积过程中,靶材宏观粒子的蒸发引起的,这些缺陷对涂层的力学性能会产生一定的影响[11]。两种涂层硬质合金表面形态存在明显差异,均质基体TiN涂层硬质合金表面平整,梯度基体TiN涂层硬质合金表面呈现网状分布,显得比较粗糙,原因是由于不同基体表面 Co含量差异,导致基体表面成分和形貌发生变化,基体和涂层之间的润湿性也产生了变化,影响TiN涂层早期的生长方式。梯度基体TiN涂层硬质合金表面比较粗糙,呈网状分布,这是薄膜岛状生长的一般特征。
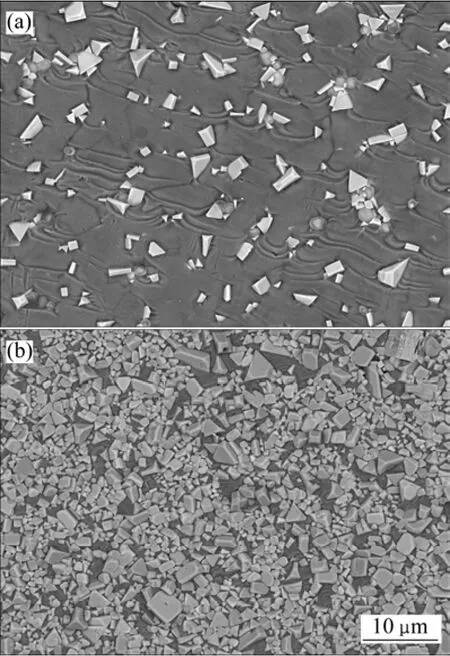
图3 硬质合金基体的表面形貌Fig.3 SEM images of cement carbides surface∶ (a)Homogeneous substrate; (b)Gradient substrate
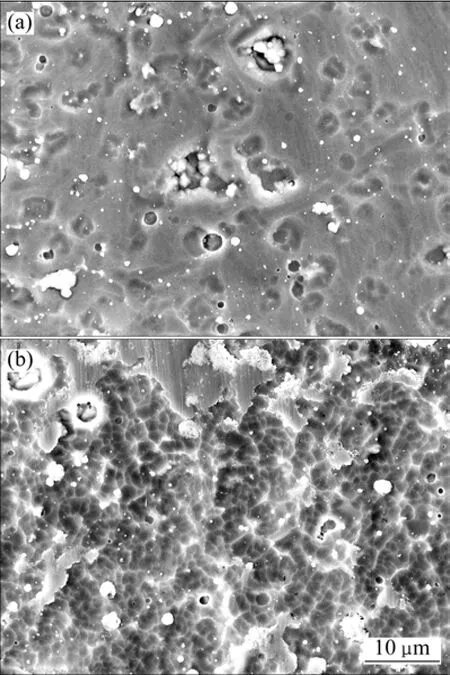
图4 TiN涂层硬质合金表面形貌Fig.4 SEM image of TiN coated cemented carbide∶(a)Homogeneous substrate; (b)Gradient substrate coated cement carbides
2.2 梯度结构对TiN涂层硬质合金力学性能的影响
图5所示为两种涂层硬质合金在不同载荷下的显微硬度。由图5可知,试样2的显微硬度明显高于试样1的,原因是PVD涂层在沉积的过程中基体表面状态不同影响TiN的生长,涂层中所产生的残余应力发生了变化,残余应力σr可表示为[12]

式中:Es是基体的弹性模量;ds是基体的厚度;sν是基体的泊松比;dc是涂层的厚度;R是由于涂层中残余应力所引起变形表面的半径。
硬质合金 Co含量越低,它的弹性模量越大,而泊松比基本相等[13],梯度基体表面Co含量低,所以,试样2的TiN涂层中产生的残余应力较大,而TiN涂层的残余应力与硬度基本上成正比关系[14],所以梯度基体涂层硬质合金的硬度值较高;另一方面,基体的硬度对所测量的涂层硬度也有一定的影响,可表示为[15]

式中:Hf为涂层的本身硬度;Hc为涂层测量硬度;Hs为基体硬度;t为涂层的厚度;d为压痕深度;压痕深度大约为对角线长度的 1/7;C为常数。所以,Hc随着Hs的增大而增大。梯度基体表层Co含量比较低,而Co的硬度比WC的低,所以梯度基体表层的硬度相对高些,沉积TiN涂层后,试样2的显微硬度大于试样1。

图5 TiN涂层硬质合金的显微硬度Fig.5 Micro-hardness of TiN coated cemented carbides
在不同的载荷下,两种试样随着载荷的增加,显微硬度值呈减少趋势,这是由于随着载荷的增加,压痕深度逐渐增加,测量的显微硬度值由涂层向基体转变,如式(2)所示,测量硬度 Hc与压痕深度 d成一定的负相关的关系,所以,随着载荷的增加,所测量的涂层硬质合金的显微硬度受基体的影响越来越严重。
表2所列为涂层硬质合金的抗弯强度实验结果。涂层前,梯度基体比均质基体抗弯强度高6.1%,这是由于梯度基体表面有一层脱β层,它除了阻止表面裂纹源的生成外还能有效地阻止合金内部的裂纹向表面扩展, 提高合金强度,而涂层后,两种涂层硬质合金的抗弯强度比涂层前都有所上升,试样2的抗弯强度稍微高于试样1。这与CVD涂层后抗弯强度下降的结果却是相反的[8]。化学气相沉积是高温沉积,涂层和基体热膨胀系数的差别产生热应力,涂层在生长过程中会产生生长应力,这两种应力致使 CVD涂层表面形成拉应力,表面会产生裂纹,致使抗弯强度下降。而 PVD涂层表面形成压应力[16],表面没有裂纹,所以它的抗弯强度反而上升。试样2的抗弯强度高于试样1的,这是由于梯度基体的表层韧性区域能够有效地阻止涂层中萌生的裂纹向合金基体的扩展, 提高了强度。冲击实验的结果显示,TiN涂层硬质合金梯度化后,冲击次数由3 373次提高到3 740次,抗冲击性能提高10%左右。
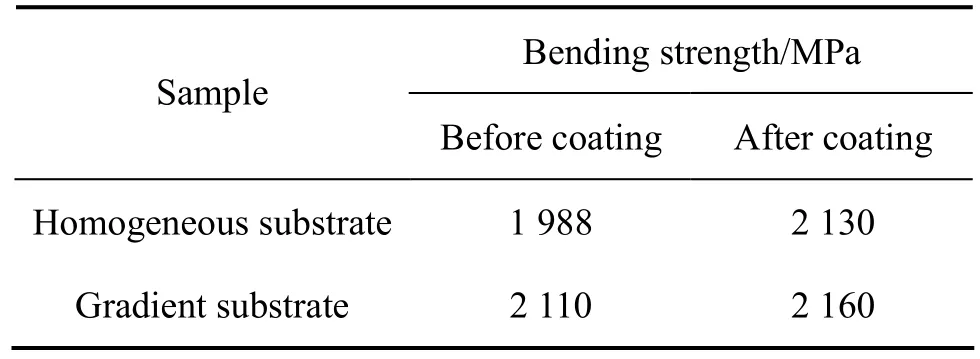
表2 两种不同的基体结构在涂层前后的抗弯强度比较Table 2 Bending strength of two kinds substrate before and after coating
表3所列为TiN涂层硬质合金刀片在160 m/min和 280 m/min的切削速度下连续切削不锈钢1Cr18Ni9Ti切削寿命对比。由表4可以看出,在不同的速度下,梯度基体涂层刀片的寿命都提高15%左右,这主要是由于梯度基体涂层的硬度明显高于均质基体涂层,刀片的耐磨性得到提高。图6所示为TiN涂层硬质合金刀片在 160 m/min速度下切削不锈钢(1Cr18Ni9Ti)12.5 min后前、后刀面的磨损形貌。从图6可以看出,刀片磨损形式为粘结磨损和磨粒磨损共存,在前刀面上形成了一个正前角切屑瘤刀尖,梯度基体涂层刀片的切屑瘤较少。均质基体涂层刀片前刀面的磨损比较严重,有形成月牙洼的趋势。

表3 TiN涂层硬质合金刀片在不同速度下连续切削不锈钢(1Cr18Ni9Ti)的寿命Table 3 Life-time of TiN coated inserts during continuous turning of stainless steel (1Cr18Ni9Ti)at different speeds
3 讨论
硬度测试和磨损试验有共同的特征,即两者的材料抗力都只限于发生在表面层上。在做硬度测试时,材料抗力导致局部范围内的塑性变形,从而形成压痕。磨损时,在表面范围内往往也发生塑性变形,特别是磨粒磨损时,这种塑性变形与硬度测试时的情况很相似,它伴随有一个压入过程。由图6可知:刀具在切削过程中主要磨损形式为磨粒磨损,所以刀具的硬度较高时,在切削过程中也会表现出较高的寿命。基体经过梯度化后,涂层硬质合金的显微硬度提高19%左右,所以在以磨粒磨损为主的情况下,刀具的寿命得到相应的提高。
刀具在切削时,在较大的正压力和适当的切削温度作用下,切屑与前刀面和工件与后面之间的吸附薄膜被挤破,形成新鲜表面而紧密接触,发生粘结现象。粘结磨损的强度与接触面间的压力、温度和工件材料与刀具材料的亲合力、硬度比等有关[17]。TiN涂层硬质合金刀片在切削不锈钢时,不同基体的TiN涂层硬质合金刀片,在相同的切削条件下,两者粘结磨损差异主要是刀片与切削材料的硬度比不同,梯度基体涂层硬质合金硬度高,刀具塑性变形相对比较困难,刀具与不锈钢的真实接触面积较小,发生粘结磨损的程度相对小一些。
材料的硬度和韧性是一对矛盾体,也是刀具材料所应克服的一个关键问题。一般刀具材料硬度越高,冲击韧性越低,材料越脆。本文作者通过对TiN涂层硬质合金的基体进行梯度处理,提高了其硬度;梯度基体表面韧性区的形成能够有效阻止裂纹向合金基体的扩展, 提高了其冲击韧性。

图6 不同基体TiN涂层硬质合金刀片经160 m/min切削12.5 min后刀面磨损形貌Fig.6 Wear morphologies of rake and flank of TiN coated cemented carbide after cutting for 12.5 min at 160 m/min∶(a)Homogeneous substrate, rake wear; (b)Homogeneous substrate, flank wear; (c)Gradient substrate TiN coated cemented carbide tools, rake wear; (d)Gradient substrate TiN coated cemented carbide tools, flank wear
4 结论
1)硬质合金基体经过梯度化处理后,由于表面Co含量的不同,基体表面成分和形貌发生变化,影响TiN涂层的生长方式,涂层表面形貌发生变化,由平整状变为网状结构。
2)基体经过梯度化处理后,TiN涂层硬质合金的硬度明显提高,抗弯强度稍微提高。
3)基体经过梯度化处理后,TiN涂层硬质合金刀片的切削寿命提高 15%左右;抗冲击性能提高 10%左右。
[1]XIAO Yi-feng, HE Yue-hui, FANG Ping, XIE Hong, MA Zi-xing,ZHANG Li-juan, HUANG Zi-qian, HUANG Bai-yun.Effects of carburizing process on gradient structure and hardness of WC-Co gradient cemented carbides[J].The Chinese Journal of Nonferrous Metals, 2008, 18(3)∶ 465−470.
[2]LENGAUER W, DREYER K.Functionally graded hardmetals[J].Journal of Alloys and Compounds, 2002, 338(1/2)∶ 194−211.
[3]张武装, 高海燕, 刘 咏.粘结相梯度结构硬质合金的研究现状[J].材料导报, 2006, 20(11)∶ 62−64.ZHANG Wu-zhuang, GAO Hai-yan, LIU Yong.Research and development of the binder gradient cemented carbides[J].Materials Review, 2006, 20(11)∶ 62−64.
[4]YILBAS B, ARIF A, KARATAS C, AHSAN M.Cemented carbide cutting tool∶ Laser processing and thermal stress analysis[J].Applied Surface Science, 2007, 253(12)∶ 5544−5552.
[5]高 见, 李建平, 马文存.WC基硬质合金CVD涂层的组织与性能[J].中国有色金属学报, 2002, 12(2)∶ 331−333.GAO Jian, LI Jian-ping, MA Wen-cun.Structure and properties of WC-based hard metal coating by CVD[J].The Chinese Journal of Nonferrous Metals, 2002, 12(2)∶ 331−333.
[6]蔡志海, 胡佳帅, 杜月和, 张 平.TiN 基复合涂层硬质合金刀具的力学性能与切削性能研究[J].装甲兵工程学院学报,2007, 21(2)∶ 87−90.CAI Zhi-hai, HU Jia-shuai, DU Yue-he, ZHANG Ping.Research on mechanics and cutting performance of hard carbide cutting tools of TiN-based composite coatings[J].Journal of Academy of Armored Force Engineering, 2007, 21(2)∶ 87−90.
[7]CASAS B, WIKLUND U, HOGMARK S.Adhesion and abrasive wear resistance of TiN deposited on electrical discharge machined WC-Co cemented carbides[J].Wear, 2008, 265(3/4)∶490−496.
[8]尹 飞, 陈康华, 王社权.基体的梯度结构对涂层硬质合金性能的影响[J].中南大学学报∶ 自然科学版, 2005, 36(5)∶776−779.YIN Fei, CHEN Kang-hua, WANG She-quan.Influences of functionally graded structure of substrate on performance of coated cemented carbide[J].Journal of Central South University∶Science and Technology, 2005, 36(5)∶ 776−779.
[9]BOUZAKIS K D, SKORDARIS G, GERARDIS S.Ambient and elevated temperature properties of TiN, TiAlN and TiSiN PVD films and their impact on the cutting performance of coated carbide tools[J].Surface and Coatings Technology, 2009,204(6/7)∶ 1061−1065.
[10]CHEN L, WANG S Q, ZHOU S Z, LI J, ZHANG Y Z.Microstructure and mechanical properties of Ti(C, N)and TiN/Ti(C, N)multilayer PVD coatings[J].International Journal of Refractory Metals and Hard Materials, 2008, 26(5)∶ 456−460.
[11]CHANGJIE F, MINGSHENG L, LI X, SHENGLONG Z,FUHUI W.Mechanical properties and oxidation behavior of a graded (Ti,Al)N coating deposited by arc-ion plating[J].Oxidation of Metals, 2006, 65(5/6)∶ 307−327.
[12]STONEY G.The tension of metallic films deposited by electrolysis[C]// Proceedings of the Royal Society of London.Mathematical and Physical Character A, 1909, 82∶ 172−175.
[13]黄自谦, 贺跃辉, 蔡海涛.TiAlN涂层的热残余应力分析[J].中国有色金属学报, 2007, 17(6)∶ 897−902.HUANG Zi-qian, HE Yue-hui, CAI Hai-tao.Thermal residual stress analysis of TiAlN coating[J].The Chinese Journal of Nonferrous Metals, 2007, 17(6)∶ 897−902.
[14]PALDEY S, DEEVI S C.Single layer and multilayer wear resistant coatings of (Ti,Al)N∶ A review[J].Materials Science and Engineering A, 2003, 342∶ 58−79.
[15]JONSSON B, HOGMARK S.Hardness measurements of thin films[J].Thin Solid Films, 1984, 114(3)∶ 257−269.
[16]SATO K, ICHIMIYA N, KONDO A.Microstructure and mechanical properties of cathodic arc ion-plated (Al,Ti)N coatings[J].Surface and Coatings Technology, 2003, 163/164(2)∶135−143.
[17]许香谷, 肖诗纲.金属切削原理与刀具[M].重庆∶ 重庆大学出版社, 1992∶ 79.XU Xiang-gu, XIAO Si-gang.Principles and tools of cutting metal[M].Chongqing∶ Chongqing University Press, 1992∶ 79.
