电镀清洗用水采用电导自控的必要、原理与困难
2011-11-22袁诗璞
袁诗璞
(成都市武侯区晋阳巷2号会所花园A3–02–202,四川 成都 610045)
【电镀设备】
电镀清洗用水采用电导自控的必要、原理与困难
袁诗璞
(成都市武侯区晋阳巷2号会所花园A3–02–202,四川 成都 610045)
简述我国淡水资源的现状和分配使用,指出了电镀行业节水的紧迫性和现实困难。介绍了电导自动控水的原理及其在国内的应用情况。在以前专利产品的基础上进行重新设计和改进,以期制造出可靠性高、售价低的电导自动控水器,实现工业化生产。
电镀;清洗;电导控制;节水;原理
Author’s address: A3–02–202 Huisuo Residential Garden, No.2 Jinyang Street, Wuhou District, Chengdu 610045, China
1 我国的淡水资源
1. 1 地球上的水及生物所需的水环境
地球上的水本不少,海洋面积远大于陆地面积。地球上刚形成的水本为淡水,但经约40亿年的三态循环,海水中溶解积蓄了很多盐分。
生物经漫长的进化,其基因变异、遗传,形成了各自适应不同水环境的能力与局限性:海洋生物只适于在海水中生存;陆上生物则只适于淡水环境。
陆地上的淡水分布极不均衡。俄罗斯贝加尔湖的淡水量就占全世界淡水湖总量的1/5,而中东地区及我国西北盛产石油与天然气的地区因降水量太少而成为了沙漠。
洪涝灾害使宝贵的淡水流入海洋,成为海水。海水所含盐分及其腐蚀性,迫使人类工业用水只能用淡水。2011年3月11日,日本强地震及引发的海啸造成福岛核电站爆炸,核污染殃及全球。事后证明,用海水对核反应池及乏燃料池降温反而造成了更大危害。
1. 2 我国淡水资源的现状
1. 2. 1 人均淡水资源很少
我国淡水资源本身并不丰富,加之人口众多,人均占有量排名在世界各国150名之后。
1. 2. 2 分布极不均衡
总体上说是北少南多。西北地区更少,甘肃连人畜饮用水也不够。为此,政府投入了不少资金与人力,修水窖、找水,并打深井取水,让老百姓能喝上“甜水”。为保京津唐等北方缺水地区用水,国家正斥巨资实施南水北调工程。长江三峡工程虽然在蓄水通航、调节下游水量、防洪涝以及发电等方面已突显成效,但仅限于长江流域,解决不了全国大面积的淡水问题。
1. 2. 3 水资源利用率低
多种原因造成的水环境污染及缺水降低了环境自净能力,我国可供利用的干净淡水非常少。尽管国家采用了政策法规、宣传教育、经济杠杆等多方面措施来节水,但由于国民总体素质不高、节水科技与设施落后等原因,我国淡水资源的利用效率远落后于人均淡水资源高得多的发达国家和地区。
1. 3 我国淡水资源的分配使用
1. 3. 1 首保人的生活用水
人是第一位重要的,因而首先应保证人的生活用水。
1. 3. 2 次保农业用水
农业是我国国民经济的基础,而水是农业的命脉。农业用水包括粮食、蔬菜灌溉用水,淡水养殖用水,牲畜与家禽饲养用水等方面。世界粮食危机日益突出。我国农业用水原本紧张,若遇类似于2010年全国大范围小麦冬旱,纵有科学的喷灌、滴灌节水农业技术,也无水可用。
1. 3. 3 减少工业用水
我国工业发展很快,其用水量增加也快,肯定会不断地以政策形式强制要求节水。作为用水大户的表面处理行业更不例外,甚至因产生污染而首当其冲。电镀产业很发达的沿海地区会首先“挨刀”。而四川省除川西高原外并不太缺水,电镀加工量也很少,至今尚未建成一个电镀工业园区。重庆市汽摩产品等电镀量大,电镀产业比成都市乃至整个四川省都要发达,已建成4个电镀工业园区。但重庆市境内有嘉陵江与长江流过,也不缺水。对于电镀产业不发达因而电镀总用水量不大,以及水资源相对丰富的地区,迟早也会强制节水。
2 电镀节水的紧迫性与现实困难性
2. 1 发达地区新的电镀节水政策要求
笔者从宁波电镀协会老秘书长王宗雄处得知:宁波市环保局已发出红头文件,要求宁波电镀企业对新鲜用水总量,依不同地区在2009年用水总量基数上再下降10% ~ 30%。据了解,不单是宁波地区,其他发达地区也相应提出了类似要求。
减少电镀新鲜用水量,不仅节约水费开支,而且可以减少废水处理量及处理成本。况且,现在无论是否愿意,都要节水。即使企业花得起钱,要想继续搞电镀,不节水也不行!然而,电镀节水谈何容易?
2. 2 现实生产中节水的困难性
2. 2. 1 提高废水回用率的困难性
众所周知,电镀清洗水对水质的要求很高,某些场合还要用纯水。即使经化学法处理后能达标排放的废水,可直接回用的场合也很少,一般用作要求很低的镀前处理清洗、冲洗厕所、工厂绿化浇水(其实这些水中过多的盐分也会造成土壤盐碱化),其直接回用率难以达到10%。
化学法处理后的废水经多级预处理后再采用反渗透浓缩脱盐等处理,其水质接近于纯水,可回用于多种工序。但因种种原因,其回用率最高也只有 60%,经浓缩后的水还要用化学法再处理后达标排放。单系统反渗透制得回用水的实际成本不会低于30元/t。
2. 2. 2 节省新鲜用水的困难性
清洗是一门技术,涉及许多技术问题。国外电镀工作者早在上世纪 60年代就推导出了多个不同清洗方式下的清洗方程式,影响清洗水用量及清洗效果的因素很多。喷淋或喷雾清洗虽好,但在大生产中应用受限太大。单槽清洗不仅耗水,而且效果差,加空气搅拌才好些。多级静态逆流漂洗最节水,但首级浓清洗水必须能全部反掺入镀液(加蒸发浓缩则能耗大,且适用工艺有限),而杂质会返回镀液。实践表明,三级动态逆流漂洗具有很明显的节水效果。但逆流漂洗在手工作业时会大大增加工人的劳动强度,往往受工人的抵制而形同虚设,在自动化生产中又会增大投入、拉长生产线,同样降低生产效率。在现今场租很高的电镀工业园区内,增加占地面积也是一笔不小的开支。由于了解清洗这门深奥技术的人并不多,加之工业化实施的困难性,生产线上绝大多数仍采用单槽长流水清洗。生产线一经定型,则木已成舟,不可能推倒重来。
有的厂只好对单槽清洗采用降低水压、控制供水量来减少用水,但这样做也有问题:受工件形状及装挂方式等影响,要么因为清洗不良而造成工艺液交叉污染,频繁引发质量事故,要么在易于清洗时造成浪费水。现为了达到节水10% ~ 30%的要求,有些厂只能干两天停一天。如此一来,如何保证用户生产周期与加工量要求?在找工困难的情况下,如何养活和留住要求收入日高的员工?加热或冷却工艺液时又会增大多少能耗?据笔者所知,以前不少电镀厂点为了少缴排污费,上报给环保部门的已备案在册的用水量仅为实际用量的几分之一。既然要限制新鲜用水,势必也会要求对抽取地下水装表计量。若真如此,这条自己套上脖子的绞索就很难解开了。因此,应在现定清洗方法上寻求更科学的节水方法,而电导自动控水不失为一种好方法。
3 电导自动控水
3. 1 电导控水的原理
电导自动控制清洗水并不是新技术,国外发达国家在上世纪六七十年代已开始推广应用。笔者在1983年出版的《电镀三废处理》的第2章“清洗技术”中早已作过介绍。
电镀清洗水均为电解质溶液。当对清洗槽停止供水时,清洗水的电导率随清洗挂具数(清洗相同工件及挂具上工件数相同)的增加而几乎呈线性增加。表1为国外早年报道的清洗水电导率数值。此数据仅供参考,不能作为控水依据。原因是工艺配方不同(特别是导电盐实际含量不同),清洗水的电导率就不同,甚至清洗水温也有影响。从表1可看出:清洗水中工艺液的含量越低,电导率越低;工艺液不同,相同浓度下的电导率差异很大。这样一来,控制仪器就要求具有很宽范围的可调控性。
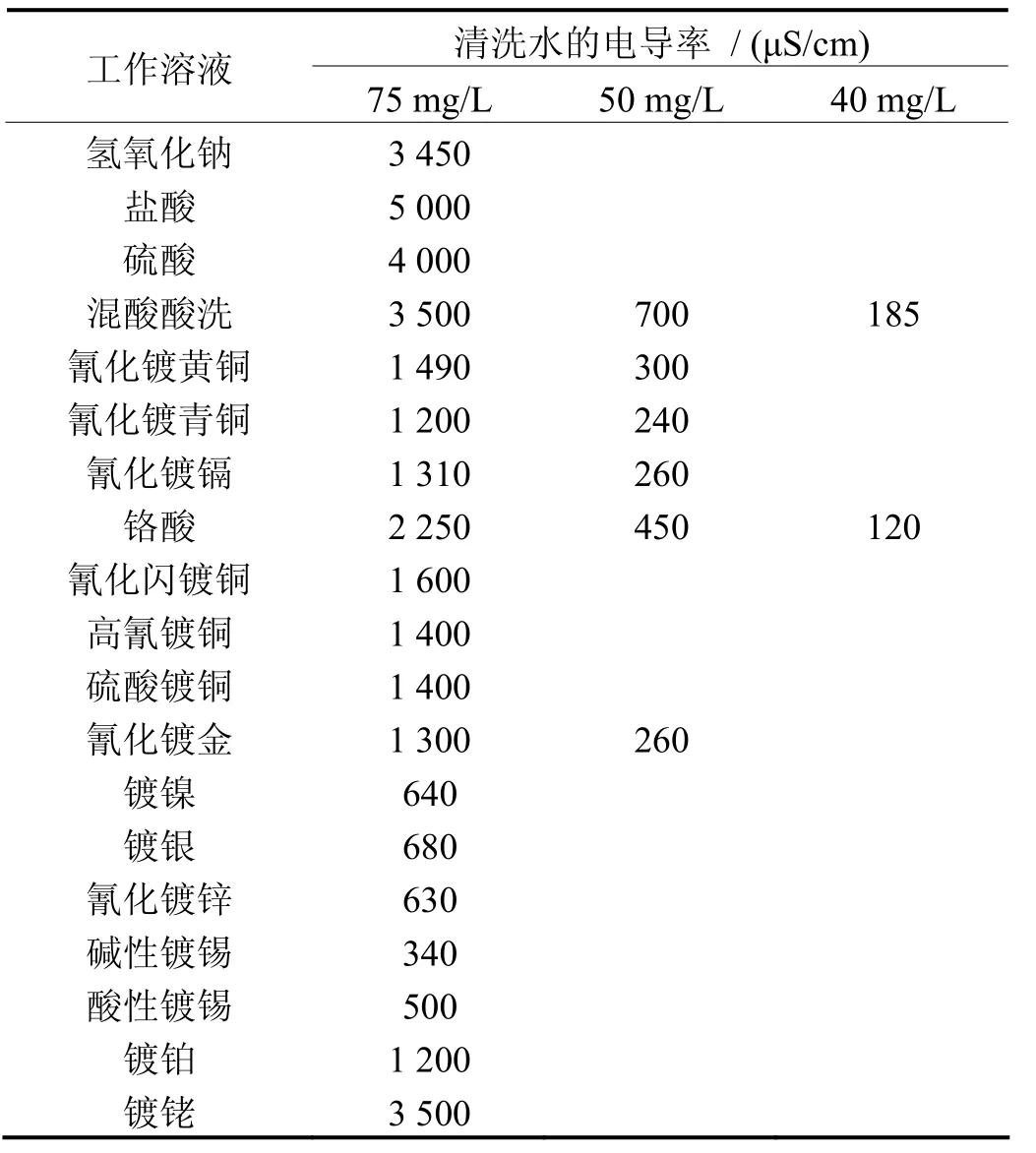
表1 清洗水的电导率变化Table 1 Variation of conductivity of rinsing water
采用可调电导控水器,当清洗水脏到不允许的程度时,使串接于供水支管内本处于关闭状的电磁水阀开通而自动供水,清洗水电导率随之下降;当电导率下降到一定数值时,自动关闭电磁阀,停止供水;随着清洗的进行,清洗水的电导率又上升,达到一定值时,电磁阀又自动开通供水。如此周而复始,则实现了清洗的间歇式供水,既避免了长流水现象,又保证了清洗效果。
3. 2 国内电导控水的现状
因对电导自动控水认知太少,至今国内电导控水应用极少。
成都飞机公司在上世纪 90年代中期为美国生产麦道飞机机头,表面处理要求全用美国工艺与设备。因对清洗要求很高,故配置了40余套美国产清洗水电导自动测控仪,但使用一两年后相继坏完了。分析原因是美国表面处理车间内空气很清洁、腐蚀性小,而仪器本身密封等防蚀措施不足,不适应中国国情。
笔者于今年4月份了解到,余姚某电镀公司的一条塑料电镀全自动生产线上,一年多前安装了4套进口电导控水仪,每天生产16 h,日节省新鲜用水30 t,效果明显。经十分了解发达国家电镀新工艺、新技术的蒋宇侨老先生介绍,该控水仪是德国产品,由英国人安装调试,4套控水仪共花费人民币6万元左右。
显然,虽节水效果好,但如此大的投入,即使在有钱的发达地区,要在众多生产线上推广应用,也是不现实的。
3. 3 笔者早年的工作
1986年,笔者在国营708厂任表面处理车间主任期间,开始针对大水量单槽清洗研制电导自动控水器。经过反复摸索,解决了一些难题。
(1) 名称问题。不必设数显电导测定与显示(并不难。因早已开发出既可用于废水也可用于镀液的数显pH值自动测控报警仪、便携式液晶数显电流密度测定仪等)。因为只要依不同工艺、不同清洗要求,预先设置到刚能满足清洗要求即可,况且没有符合各种清洗要求规定的电导率数据可依,各厂的实际差别悬殊(除非购电导仪自行测定)。再者,任何电子电器产品,每多一个元器件就多一个故障发生机会,不但成本增加,而且长期使用的可靠性下降,故不设数显更好。另外,若称为“电导控水仪”,则会造成很多麻烦,如计量检测部门会要求申办并年检计量合格许可证,制定并审定企业标准(某些企业对仪表也有此要求)等。若生产,还未卖出就先花去一二十万元。因此,
宜叫“电导自动控水器”。
(2) 一般电器产品因内部元器件发热(特别是带功率性元器件),机壳上均开散热窗口。但在强腐蚀、高湿度环境下使用时,要求产品几乎全密封,以提高可靠性。测电导率时,探头隋性电极上必须施加音频交流电,以防电极极化。而用集成电路又需对直流预置信号与测定放大后的信号比较后再作功率输出放大。从交流到直流必须整流。整流二极管具有约2.2 mV/°C的负温度系数,即使采用了集成电路作精密全波整流放大,试制时发现由于密封后机内升温,造成放大信号有达150 mV的温度飘移,使控制失灵。后来在机内设计了自动温度补偿可调电路,使温升到60 °C时飘移少于10 mV,达到较精准测控的要求,但这又给单机逐一调试增加了难度。
在708厂的大生产中,按大流量单槽清洗方式对多种清洗水进行试验,节水达50% ~ 80%。其中低铬镀铬清洗水的颜色加深快,但电导率变化小,控制尤其困难,故节水效果较差。几经改进后于1988年获准国家实用新型专利。曾有人想生产销售,但被笔者劝止了。原因有三:
一、无法批量生产。该产品只供电镀专用,不像家用电器那样可进入千家万户,也不像温度、时间、pH等测定装置那样可用于多种行业。况且当年并无强制性节水的要求,而国内了解电导控水的人寥寥无几。虽然发达国家早已推广应用,但在国内应用为时尚早。
二、试验用两台都是手工制作的(至今笔者还保留了一套),但工业化生产要投资开冲压与注塑模具,产量小,折旧费与加工费高,而且要讲求外观与通用性,采购渠道众多,流动资金占用量大,很可能会亏本。
三、技术难度大、可靠性要求高,但售价又不能太高。在很多人看来,国内产品即使达到甚至高于洋货水平,售价也“理应”比洋货低许多。
现今采用电导自动控水的困难在于:(1)对此认知的人太少;(2)洋货太贵,又无国产货供应;(3)并非所有厂点的节水要求都很迫切,若销量太少,投入又大,则无人愿意或敢于生产。
3. 4 笔者目前的工作
王宗雄是比笔者年长的电镀老专家,对发达地区迫在眉睫的电镀节水要求十分着急,希望笔者能改进并组织生产电导自动控水器。于是,笔者重操旧业,找回原研制产品的原始工作记录,并且联系了现仍生产印制板、永不腐蚀PVC面板并从事电子元器件安装调试的老朋友,他同意完成大部分工作,余下探头等组装则另请人完成。若造成亏损,由笔者一人承担。
现需对原专利产品重新设计,作大的改进。
(1) 彻底去掉原用易腐蚀的拨动三档开关作为粗调的测控值预置,改用以小改刀才能调的多圈电位器作预置调整。原面板上的旋钮式细调易被乱动而导致测控失灵。
(2) 试验了多种交、直流电磁水阀,但均问题多多。后优选了某国产220 V工业电磁阀,已成功采用进口器件对其实现无触点控制,彻底摒弃了继电器,从而解决了因触点易坏而导致可靠性差、使用寿命短的老大难问题。国产电磁阀质量不断提高,售价仅为进口货1/5左右,而且更换方便。
(3) 改进使得一般电镀厂维修工与工艺人员也可以自行安装调整,将来会附详细安装使用说明书。
(4) 凭笔者多年来开发电镀专用电子小产品与汽车电子产品(如汽车电子节油器等)的经验,产品的可靠性与寿命绝不亚于洋货,如对带功率性器件留了数倍电压与电流功率余量,主要电子元器件选用高可靠性进口原装品,电阻也用金属膜的而不用碳膜的。虽然成本高,但力求将包括配套电磁水阀在内的总售价控制在每套1 000元以内。笔者不敢担保该产品能使用5年、10年无故障,因为任何电器产品出问题都有三大原因:人为使用错误,偶然的外部原因(如供电电压突然异常升高),使用中零件自然老化失效。
(5) 电源开关问题。电源开关属易损件,故许多市售温度、时间测控器均未设电源开关,使用不方便。交流开关大多密封防蚀性不好(钮子开关稍好),不适于表面处理车间使用。前述余姚某公司用的4套德国产品采用了感应开关。设计制作感应式(又称接近式)、触摸式、薄膜面板式、声控式、磁控式、光控式开关并不难,笔者手头上有不少用集成电路或可控硅的现成电路可供参考。但这类开关也存在共同缺点:一、所用元器件多,出故障的机率大,故可靠性与寿命下降;二、机内要另设一套220 V交流转换为低压稳压输出的直流待机电源,接通总电源或另设电池供电,则一直处于工作状态。声控、光控不可用于此;磁控虽简单,但需用稀土永磁铁;感应和触摸开关是利用人体手指触摸面板上相应位置产生的微弱电容或感应电压而起作用的,易发生误动作。最后确定采用置于机箱背部的小型钮子开关,这样有几个优点:一、不会产生误动作,开关状态明确;二、通过大功率电器控制实现机内较大交流供电,而开关本身只承受2 mA、1 V以下交流电压,不会出现打火现象,只要不是人为损坏,至少可用10年;三、置于关的位置时,机内与电磁阀完全不耗电而自然关闭;四、PVC面板上无开关,美观;五、机内全为无触点控制,没有任何如继电器之类的易损触点控制。
4 结语
电镀节水迫在眉睫,而现实节约新鲜用水又困难重重。电导控水技术的节水效果明显。进口产品太贵,而目前尚无国产品供应。笔者正动手对早年专利电导控水器进行改进,以便适合我国电镀行业现状,力求以售价仅为进口货1/10不到的低价供应不亚于其可靠性与寿命的产品,尽快在国内电镀发达地区首先推广,求取社会效益。
Necessity, principle and difficulty of automatic conductivity control of water rinsing in electroplating production //
YUAN Shi-pu
The current status, distribution and usage of freshwater in China were described. The urgency and present difficulties of water saving in electroplating industry were pointed out. The principle of automatic conductivity water control and its application in China were introduced. An automatic conductivity water controller with high reliability and low price is under manufacturing and expected to be industrialized based on the redesigning and improvement of the author’s patented product.
electroplating; rinsing; conductivity control; water saving; principle
TQ153
A
1004 – 227X (2011) 06 – 0042 – 04
2011–05–04
袁诗璞(1944–),男,四川成都人,本科学历,高级工程师,成都表面处理研究会秘书长,成都表面工程行业协会学术专业委员会主任。长期从事电镀技术工作,有丰富的实践经验。
作者联系方式:(Tel) 028–87423973。
[ 编辑:温靖邦 ]
