酸化后原油电脱水困难原因分析
2011-11-20吴泽美孙玉民
吴泽美,孙玉民
(中石油华北油田分公司第五采油厂,河北 辛集 052360)
史贵生
(中石油华北油田分公司质量安全监督中心,河北 任丘 062552)
赵尚柱,付亚荣
(中石油华北油田分公司第五采油厂,河北 辛集 052360)
酸化后原油电脱水困难原因分析
吴泽美,孙玉民
(中石油华北油田分公司第五采油厂,河北 辛集 052360)
史贵生
(中石油华北油田分公司质量安全监督中心,河北 任丘 062552)
赵尚柱,付亚荣
(中石油华北油田分公司第五采油厂,河北 辛集 052360)
华北油田第五采油厂H16井经过酸化后投产,排水排酸后产出液进入联合站处理,在电脱水过程中电脱水器频繁跳闸,至使原油电脱水困难。通过对比分析H16井原油及相邻区块原油的电导率,掌握了电脱水器跳闸的原因是酸化后原油虽然含水很低(<1%),但是电导率高,电脱水器工作电流超过额定值。通过加碱(NaOH)处理,混合液电导率下降,电脱水器恢复正常工作。
酸化;电脱水器;跳闸;电导率;碱
华北油田第五采油厂H16井投产前实施酸化,酸化用酸187m3。2010年5月14日正式投产,前4天含水较高,5月22日以后含水降到1%以下,生产数据见表1。酸液基本排完,产出液中无游离水后原油经管线输至深一联合站处理。深一联合站主要处理Z1和Z2两个断块的混合液,总液量1800m3/d。该站采用沉降罐重力沉降加电脱水器处理工艺,站外来液先经沉降罐沉降分离大部分游离水,乳化油和少量游离水经过换热器加热后再进入电脱水器进行高压电场脱水。2台电脱水器日处理液量500m3,H16井日产液50~55m3,约占电脱水器日处理量的10%。
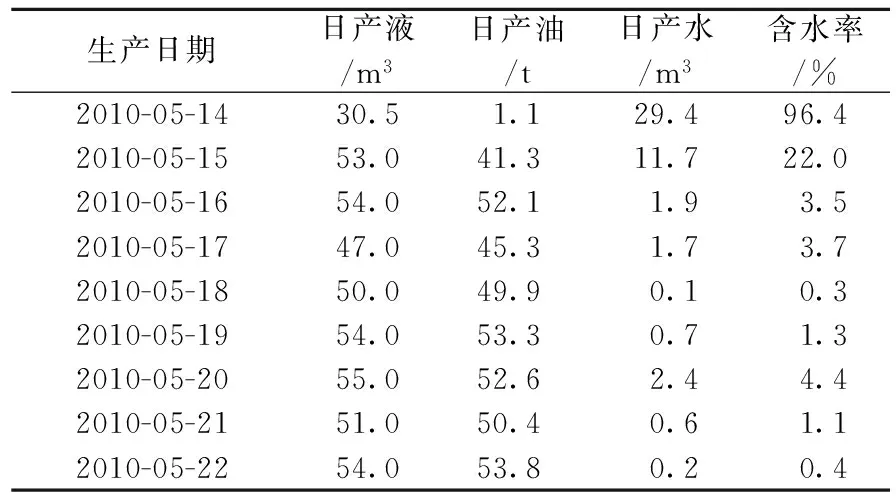
表1 H16井投产初期生产数据
从5月16日起深一联合站2台电脱水器开始频繁跳闸,此间H16井仅含少量乳化水,深一联合站进电脱水器混合液含水也一直控制在20%以内,符合电脱水器要求的脱前原油含水不高于30%的指标。为保证正常生产,首先把沉降罐温度从48℃提高到55℃,破乳剂用量从50kg/d增加到100kg/d,进电脱水器前乳化原油含水量逐步下降到8%,电脱水器仍然无法正常工作,电脱水器排量一再降低,最低时一个班8h只能处理30m3液量,沉降罐液位不断上升,严重影响了深一联合站的正常生产。
1 原因分析
酸化措施对原油脱水的影响以前也多有发现,主要表现为酸液携带出来的粘土、地层腐蚀产物等一些杂质使油水界面膜增厚,乳状液变得更加稳定。只要没有大量溶有残酸的游离水进入系统,通过适当提高沉降温度,增加破乳剂用量,可以保证正常生产。5月下旬连续监测H16井和深一联合站混合液pH值均在7附近,说明集中的酸液已经排完。
1.1脱水器跳闸原因分析
电脱水器的原理可以简单概括为:在交流电场中乳化原油里的水珠发生震荡和偶极聚结,在直流电场中还同时发生电泳聚结。在相邻微滴间,微滴与电极间产生静电力,微滴受静电作用运动速度加快,在互相碰撞过程中,乳状液的界面膜被破坏,水滴慢慢聚集起来[1],从而实现油水分离-小水滴聚集成大
水滴-水滴沉降的过程,达到油水分离的目的。
电脱水器跳闸排除了电路的原因后,唯一可能的因素就是电脱水器中介质的电导率上升,工作电流超过了额定值。以深一联2台电脱水器为例,当电流大于12A时,电脱水器进入不稳定状态,随着脱水器内介质电导率的变化电流急剧波动。
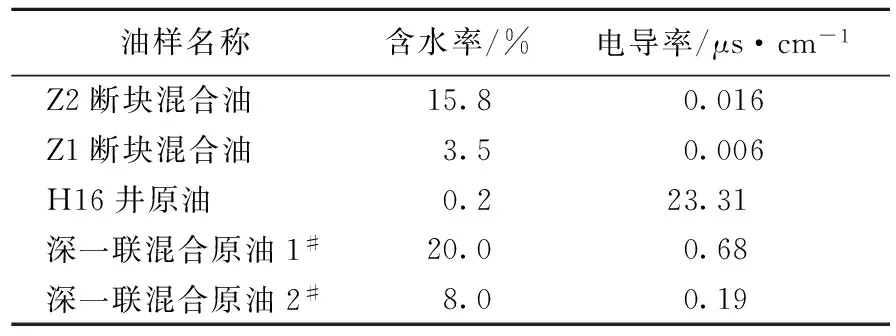
表2 油样电导率测试数据
表2是油样去除游离水后电导率测试数据,取样日期2010年6月1日。从表2的数据看H16井含水虽然很低,但电导率远高于Z1、Z2断块原油的电导率。Z1、Z2断块的混合液掺入H16井原油后电导率也随之上升,正常情况下深一联进电脱原油电导率在0.1μs/cm以内,可以保证脱水系统运行平稳。
1.2酸化后原油电导率上升原因分析
酸化后原油在乳化水含量很低的情况下电导率异常升高的原因在于残留在原油中的无机离子显著增多,而且Z1和Z2断块是稠油区块,50℃时平均粘度为1025mPa·s,在沉降罐中原油对流慢,包裹在原油中的无机离子不能完全被游离水洗涤出来。室内分析表明,深一联混合原油酸值由H16井酸化前的0.13mg(KOH)/g上升到12mg(KOH)/g,说明有残酸留在原油中,同时酸化过程中形成的大量Ca2+、Mg2+、Fe2+等金属阳离子也在原油中形成导电介质。尤其是H+由于其质量小,体积小,在外电场作用下移动速度比其他离子快5~8倍[2],会使脱水器电流显著增加,当电流超过电脱水器额定电流时,就会发生跳闸现象,这是酸化后原油导致电脱水器不能正常工作的主要原因。
1.3降低原油电导率的技术措施
从上面的分析可以看出,要控制酸化后原油电导率就必须减少H+和其他阳离子的残留,引入OH-就可以实现这个目的。
H++OH-→H2O Ca2++2OH-→ Ca(OH)2↓
Mg2++2OH-→ Mg(OH)2↓ Fe2++2OH-→ Fe(OH)2↓
取脱前原油加入不同浓度NaOH碱液,当加量达到30mg/L时,脱前原油电导率下降到0.1μs/cm以下,达到安全值。
2 现场试验
2010年6月3日在深一联1#沉降罐内加入200kg浓度为40%的NaOH溶液,当时罐内混合液约1500m3,反应5h后开始进电脱水器,电脱水器恢复正常,脱水器最高排量达到每台38m3/h。沉降罐底水水质也明显好转,底水机械杂质含量从68mg/L下降到12mg/L。Z1、Z2断块均为聚合物调驱区块,产出污水水质差[3],加碱后不仅降低了混合液中H+浓度,降低了混合液电导率,同时Ca(OH)2、Mg(OH)2、Fe(OH)2絮状沉淀在沉降罐中起到了絮凝作用,促进了油水分离,加碱后脱水效果迅速改善。
2010年从6月3日开始向沉降罐加碱,持续处理了1个月,期间电脱水器工作正常,后经测试原油电导率下降到0.08μs/cm,停止加碱措施。
3 结 论
1) 通过室内分析及现场试验,得出酸化后原油电脱困难的原因在于带残酸的原油虽然含水低,但是电导率高,电脱水器工作电流超过额定电流,这是电脱水器频繁跳闸的原因。
2) 酸化后原油如果用其他原油稀释的办法不能使电导率下降到电脱水器许可的范围,可以实施加碱处理,降低混合液电导率,保证正常生产。
[1]于涛,丁伟,曲广淼.油田化学剂[M].北京:石油工业出版社,2008.
[2]项玉芝.酸化返出液中分离出的原油脱水时电脱水器跳闸原因及对策[J].油田化学,2003,20(4):342-344.
[3]董培林,寇杰,曹学文.三次采出液处理技术及应用[M].北京:中国石化出版社,2010.
[编辑] 洪云飞
10.3969/j.issn.1673-1409.2011.04.016
TE624.1
A
1673-1409(2011)04-0052-02
