基于Moldflow的台面框注塑模冷却系统分析*
2011-11-11韩艳艳于智宏
韩艳艳,于智宏
(河南机电高等专科学校材料工程系,河南 新乡 453000)
1 前言
注射成型时,模具应保持合适的温度,模具温度过高则不能满足成型要求。对普通热塑性塑料模具,模具常常需要冷却。无论是采用冷水还是常温水对模具进行冷却,其作用结果都是为了对模腔内的塑料制品进行合理的冷却,以获得良好的制品质量。在注射过程中,冷却时间占成型周期的70% ~80%,对生产效率的提高有至关重要的作用。因此需要设计冷却系统。
Moldflow软件是一款成熟的CAE分析软件,能够进行填充、保压、冷却、翘曲等多方面的塑件成型分析。Moldflow/Cool模块可以分析冷却系统对流动过程的影响,优化冷却水路的布局和工作条件。Moldflow/Cool和Moldflow/Flow相结合,可以得到动态的注塑过程分析,通过分析结果来改善冷却水路的设计,从而获得均匀的冷却系统,改善塑件质量,缩短成型周期。
2 冷却系统设计和作用
图1所示为某家用电器台面框,由图可以看出,该制件结构不是很复杂,大面积薄壁,还有加强筋。这样的大面积薄壁件很容易在注塑过程中产生冷却不足以及收缩不均匀的问题,容易造成应力集中,继而引发翘曲失效,因此冷却系统的设计尤为重要。
2.1 冷却系统设计原则
设计冷却系统的目的主要有两个:一是均匀地冷却制品,以获得良好的制品质量;二是缩短成型周期,以提高生产效率。就冷却系统的设计,需要注意以下原则:
1)冷却水路应设置在塑料向模具热传导困难的地方,应围绕模具所成型的制品,且尽量排列均匀一致。
2)冷却水路的直径应优先采用大于8mm,并且各个水路的直径应尽量相同,避免由于因水路直径不同而造成的冷却介质流速不均[1]。
3)浇口处加强冷却和冷却水路的出入口温差应尽量小。从均匀冷却的方案考虑,对冷却液在出、入口处的温差,一般希望控制在2~3℃范围内。
4)冷却介质在模具中的流速,以尽可能高一些为好,但就其流动状态来说以湍流为佳。为使冷却介质处于湍流状态,希望冷却介质的雷诺数达到6000以上,当水作为冷却介质时,一般入口的雷诺数缺省值为10000。
5)在一个冷却管道内任何冷却液的方向改变会增加紊乱度,因此在转弯后热传导的能力会增加。如图2所示[2],隔板和喷管都会增大紊乱度,加强冷却效果。
图1 台面框
2.2 Moldflow/Cool的作用
Moldflow/Cool通过对模具、制品、冷却系统的传热分析,能够模拟冷却水路(包括隔板管、喷流管、连接软管)、镶块、冷流道和热流道、分型面及模具边界对模具和制品温度的影响,提供丰富的模拟结果。通过这些结果,可以检验模具的冷却效果是否合理,从而为优化冷却系统提高可靠的依据。
1)回路冷却介质的温度及冷却水路管壁的温度:冷却介质的温度差、冷却水路管壁温度是决定冷却是否有效的重要依据。Moldflow/Cool能够模拟分析出冷却介质流经冷却水路时的温度变化。一般来说,冷却介质的温差不要超过3℃,冷却水路的管壁温度与模壁温度差应控制在5℃内。
2)制品的温度:制品在顶出时刻的温度是确定冷却时间是否合理的重要因素。如果温度过高,则需加强冷却或适当延长冷却时间,而温度过低,说明冷却时间太长。Moldflow/Cool能够模拟分析制品最高温度在厚度方向的位置,沿厚度方向的平均温度等[3]。
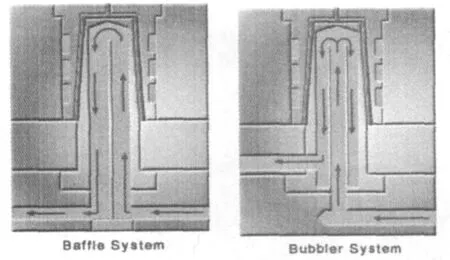
图2 隔板式(Baffle)和喷管式(Bubbler)
3)冷却时间:是塑料熔体从充满模具型腔起到可以开模取出制品时的这段时间。Moldflow/Cool能够计算出制品的冷却时间以及制品完全固化或用户设定的固化百分比所需要的冷却时间。
3 台面框冷却系统分析
3.1 网格划分
台面框的三维模型由Pro/E软件绘制,然后导入到Moldflow软件中。模型导入Moldflow后需要进行网格划分,对于台面框用fusion(表面)网格进行划分。网格划分后,还要对网格的纵横比、重叠单元、配向、连通性、自由边等做一系列诊断修改,最终得到理想的网格。本台面框零件共划分为31934个单元,节点为15961个,最小纵横比为1.155,最大纵横比为9.592,平均纵横比为2.489。一般要求最大纵横比小于6,但对于复杂模型可以设定为10~20。
3.2 冷却系统设计
根据零件结构以及前面所述的冷却系统设计原则,对台面框冷却系统的创建有两种方法:一种是Moldflow软件自动创建的冷却系统;另一种是在Moldflow软件中手动创建的冷却系统。这里所采用的水路均为手动创建的冷却系统。共设计了以下五种冷却系统,如表1。
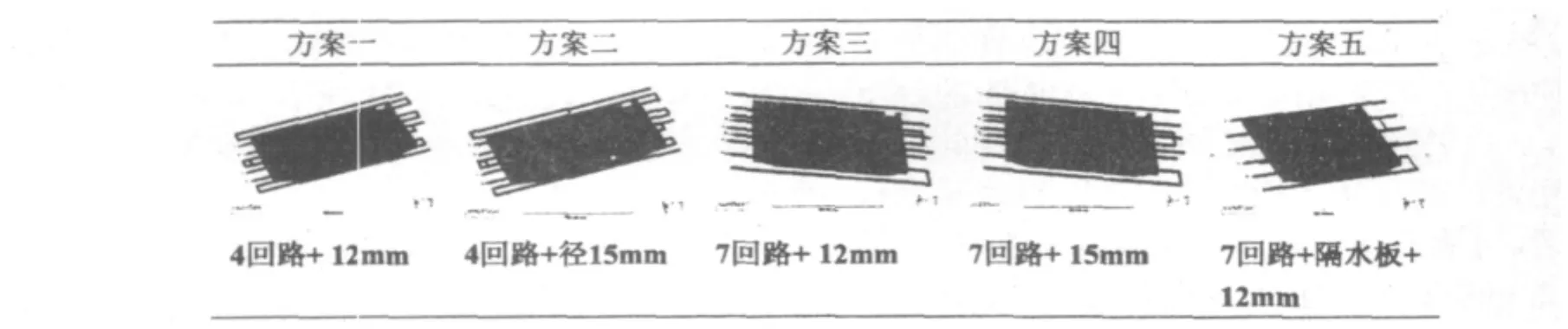
表1 五种冷却系统方案
3.3 工艺条件设置
材料采用 Generic Default的Generic PP,该材料不含填充物。
模温:40℃
熔体温度:240℃
保压压力:45MPa
保压时间:10s
开模时间:5s
冷却介质:水(纯)
冷却介质入口温度:25℃
冷却介质雷诺数:10000
3.4 冷却结果比较分析
对上面五种冷却系统方案进行分析,并比较对应的结果,如表2。
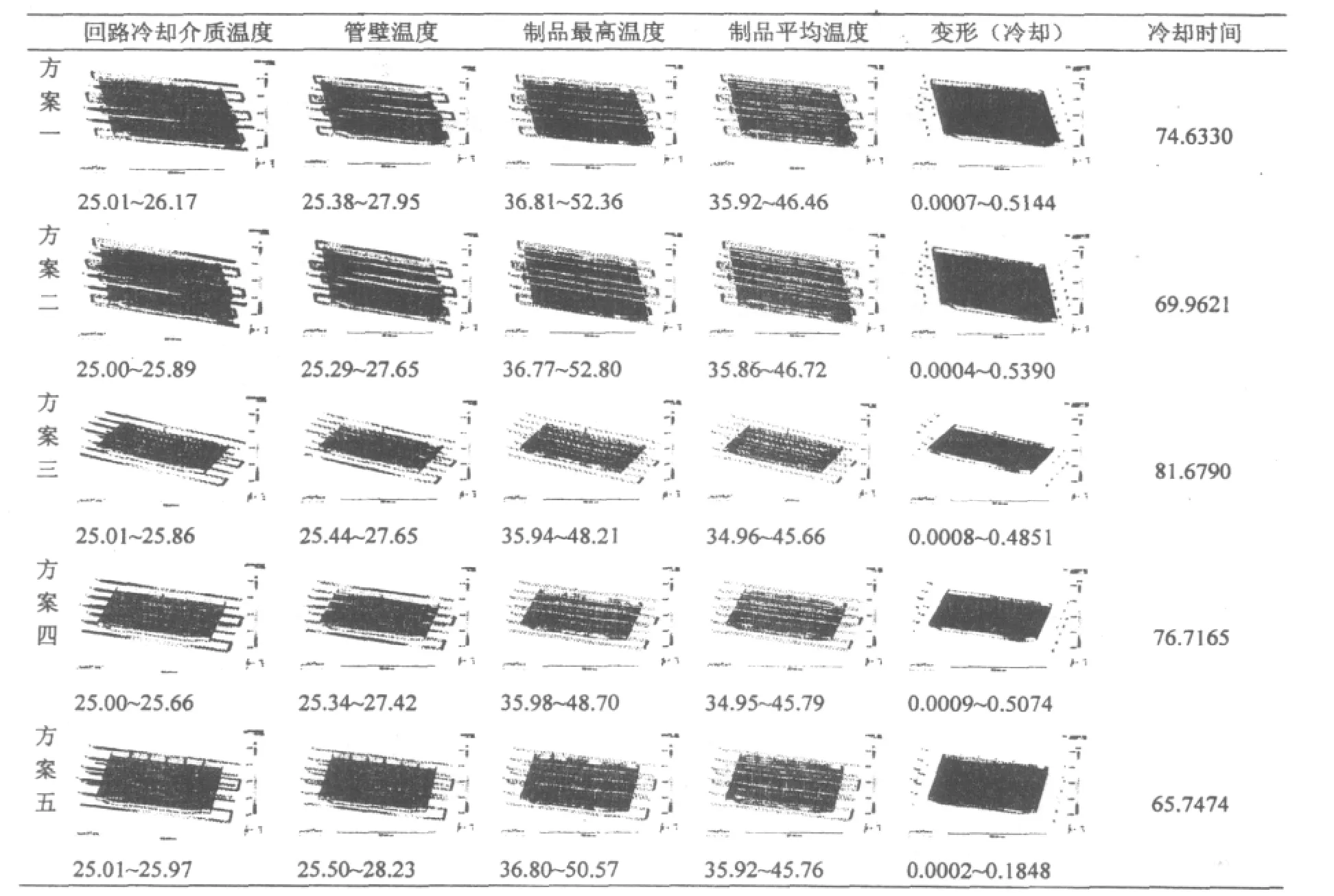
表2 五种冷却系统的冷却结果分析
将以上各数据进行比较,发现若从回路冷却介质温度、管壁温度、制品最高温度、制品平均温度四个方面考虑,则方案三为最佳;但对于这个大面积的台面框来说,其成型缺陷主要是翘曲变形造成的凹陷,因此冷却所引起的变形这个因素尤为重要,同时从冷却时间上来看,方案五为最佳。综合各方面考虑,从提高制品质量和缩短成型周期(即提高生产效率)考虑,在台面框注射成型中选择方案五的冷却系统。
4 结论
设计良好的冷却水路,将可以缩短冷却固化所需的时间,有效的增加生产效率,降低成本,并可使成品各部分均匀冷却,防止产品因热应力所造成的收缩扭曲变形等不利因素发生。此外,在特定情况下,冷却水路还起到矫正翘曲变形的作用。当然,要将翘曲变形完全消除是不实际的,只能将其控制在许可的范围之内。
[1]杨占尧.塑料注射模结构与设计[M].北京:高等教育出版社,2008.
[2]王义,刘泓滨,等.基于Moldflow的底座注塑模冷却系统分析[J].新技术新工艺,2009,(11):35 -38.
[3]赖鹏,彭响方,陈己明.Moldflow冷却分析在注塑模中的应用[J].塑料工业,2007,(6):29 -31.
[4]陈乐平,祝金丹,唐磊.基于CAE的注塑模冷却系统设计[J].浙江纺织服装职业技术学院学报,2010,(1):81-85.
