一种液压支架抬底机构损坏原因分析与改进措施
2011-10-31庞矿安
庞矿安
(淮北矿业集团公司生产管理部,安徽淮北 235000)
一种液压支架抬底机构损坏原因分析与改进措施
庞矿安
(淮北矿业集团公司生产管理部,安徽淮北 235000)
淮北矿区井下综采工作面使用的一种带抬底机构的液压支架,经过 4年多的使用,发现在抬底千斤顶的耳轴及其他部位有损坏的现象,经过对抬底机构损坏部位进行现场考察、分析、论证,并对其损坏部位进行力学分析,找到了损坏的具体原因,根据损坏情况提出预防与改进措施。
液压支架;抬底千斤顶;损坏分析
Cause of Failure of Base-lift Structure of Powered Support and Its Improvement Measure
近年来随着长壁综采技术在国内的推广应用,以及一大批千万吨级矿井的出现,强力、高端支架迅猛发展。液压支架立柱、千斤顶缸径不断扩大,类型不断增多,抬底千斤顶作为支架千斤顶的一种,发挥着重要作用。
抬底千斤顶一般安装在底座过桥上,其作用是移架时将底座前端抬起从而减小移架阻力,加快移架速度。其主要由缸体、活塞、活塞杆、导向套及密封件等组成。按装配型式可把抬底千斤顶分为正装和倒装 2种型式。正装抬底千斤顶缸底向下,活塞杆固定在过桥板上,缸筒作为活动体作用在推杆上面把支架前端抬起;相反,倒装千斤顶缸底向上,缸筒固定在过桥板上,活塞杆作为活动体作用在推杆上面把支架前端抬起。由于安装方式的不同,抬底千斤顶在使用过程中部件受力的形式也不同,其损坏的方式也千差万别。根据近年来的支架大修经验,对正装抬底千斤顶和倒装抬底千斤顶作比较,找出抬底千斤顶损坏原因,并提出相应的解决办法,以提高抬底千斤顶的可靠性。
1 抬底千斤顶损坏形式
从多年的支架大修中发现,正装抬底千斤顶明显优于倒装形式。正装抬底千斤顶大部分都是密封件的老化、磨损造成内部窜液以及其他方面损坏。倒装抬底千斤顶损坏形式比较多样:千斤顶耳轴沿根部断裂;由于压力和摩擦力的作用,活塞杆出现弯曲、涨头现象;千斤顶缸口部位受力变形,导致蕾型圈、O型圈失去密封作用;支架底座过桥上的耳板容易变形、撕裂;其他方面的损坏。
两套支架大修时抬底千斤顶的损坏形式及其所占比例如表 1。

表1 抬底千斤顶损坏形式
2 倒装千斤顶损坏原因分析
从表 1中可以看出两套支架抬底千斤顶的损坏形式共同点是:密封件失效和其他方面损坏,都占抬底千斤顶总数量的 10%左右。不同点是:倒装抬底千斤顶耳轴沿根部断裂和过桥耳板撕裂约占总数量的 32%。从损坏的比例和形式上看密封件失效和其他方面损坏是正常损坏,符合支架大修的标准。而耳轴沿根部断裂和过桥耳板撕裂所占比例较大,是不正常损坏,应是设计强度问题。
2.1 过桥耳板抗拉强度计算
根据现场损坏的耳板情况,分析结果如下:耳板受力时存在着不同程度的偏载,耳板受拉,拉裂的耳板先发生表面塑变,然后出现裂缝,裂缝方向如图 1所示沿 cd方向,与垂线夹角近似 3°。
忽略耳板与销轴间隙,则 cd=ab/cos3°=L。
(1)耳板Ⅰ剪力 Q1的计算 在抬底千斤顶 P力的作用下,耳板Ⅰ和耳板Ⅱ有 4个截面受剪。由于千斤顶作用力不对称,使耳板受偏载,其中一个耳板的两个截面受剪力较大。为使耳板强度足够,取偏载系数为 1.5,作用在耳板Ⅰ上的剪力 Q1=1 15 P/2=0 17 5 P。式中,P为千斤顶所受最大外力。
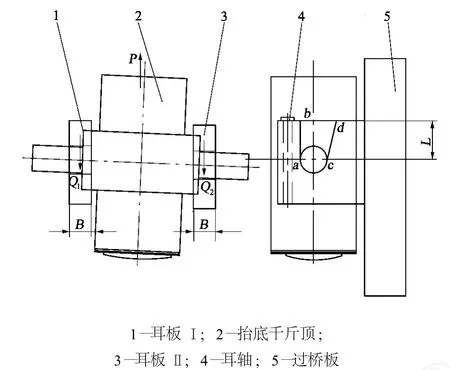
图1 倒装抬底千斤顶耳板受力
考虑到两个受剪面中一个受剪面先出现裂缝,因此,在承载分配中对一受剪面取 1.1倍的载荷不均匀系数。因此,作用在 cd截面上的剪力 q=1.1 Q1/2=0.41P。
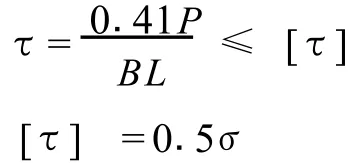
(2)耳板Ⅰ剪应力的计算:
2.2 耳轴抗弯强度计算
在实际抬架时千斤顶受到偏载作用产生偏扭力矩。设千斤顶支撑力为 P,偏扭力矩为Mp,P=Q,由偏扭力矩产生的力 Fp=Mp/B (Fp一般取 P/10),则 F=P+Fp。销轴受力如图 2所示,对 Q2力作用点取矩,则 Q1L=F(L-Δ)
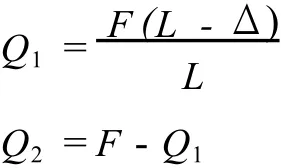
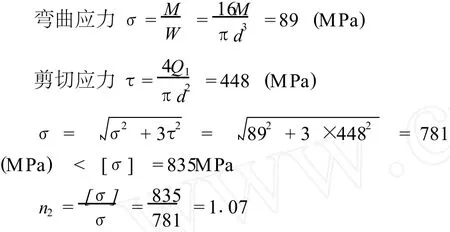
弯矩 M=QΔ,剪力 Q=Q1则
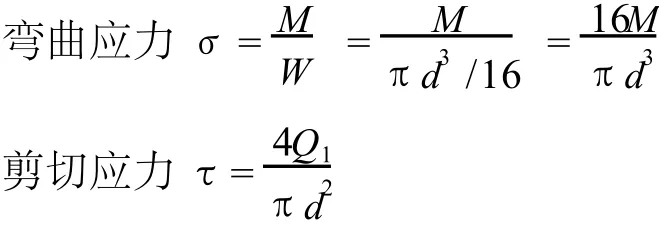
根据第四强度理论,耳轴强度应满足:

式中,[σ]为耳轴材料的屈服强度。
抬底千斤顶一般都是根据井下地质条件设计的,设计时一般都考虑安全系数,没有特殊情况结构件一般不会出问题。支架抬底装置正确的操作方法为当采煤机采过一个截深后,开始推溜拉架,拉架时应首先降架收回立柱,然后抬脚装置中千斤顶活塞腔进液,使抬脚千斤顶活塞杆伸出将支架底脚抬起,此时移溜千斤顶活塞腔进液、活塞杆腔回液实现拉架,当支架移到位后应先将抬底千斤顶活塞杆缩回,手把打到零位,然后再升起立柱。
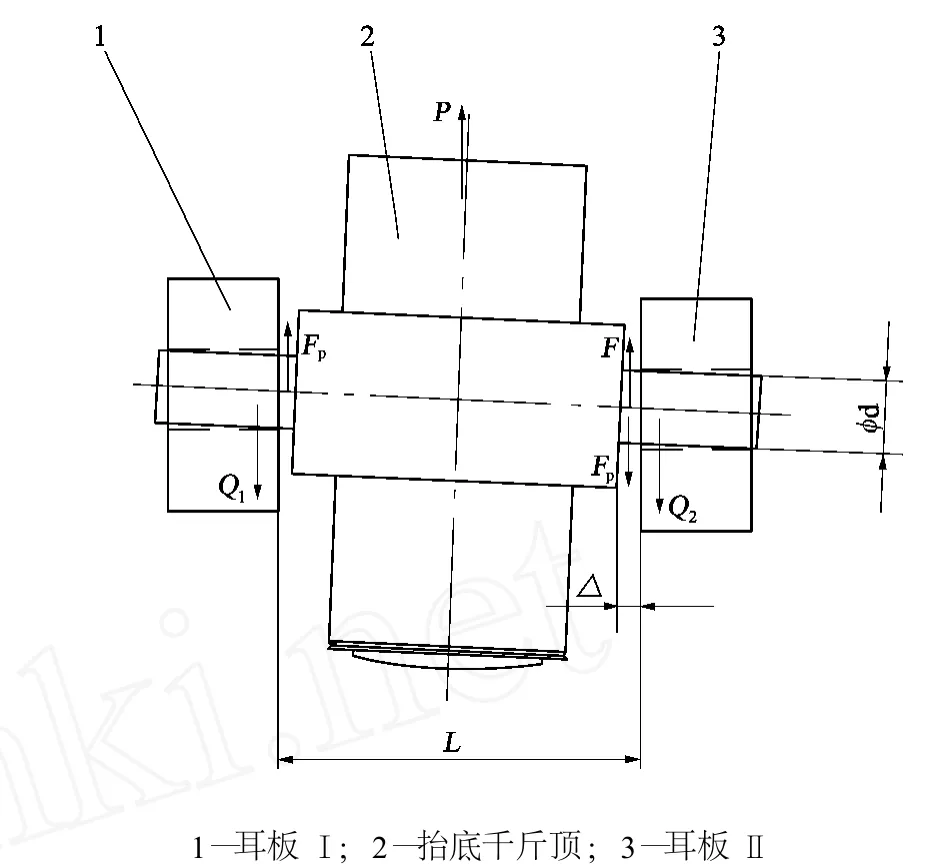
图2 抬底千斤顶耳轴受力
由于现场经常出现抬底千斤顶没有收回而升立柱的误操作现象,造成立柱的初撑力直接作用在抬底千斤顶上,导致千斤顶受力过大损毁耳轴。
装置销轴孔强度不够,变形甚至损坏。立柱初撑力为 2533kN,考虑到抬底千斤顶和底座后部同时受支撑力,故取两棵立柱初撑力之和的 1/2为千斤顶所受正压力,即为 2533kN。
耳板Ⅰ剪应力的计算:

由以上计算可知,耳板的安全系数 n1为 1.42,满足许用安全系数 [n1]的要求。千斤顶耳轴的安全系数 n2为 0.6,不能满足许用安全系数 [n2]的要求。因此,要对耳轴进行必要的加强。
2.3 耳轴改进措施
根据以上最恶劣的工况,考虑工人误操作的情况下,对耳轴强度加强,将耳轴直径提高为 60mm。
耳轴抗弯强度计算:
此种情况下,可以满足强度的需要。
3 预防与改进措施
液压支架千斤顶在使用中正常的损坏是不可避免的,抬底千斤顶也不例外,如表 1中提到的密封件失效,接触面磨损,镀层脱落等形式。这些损坏形式虽然所占比例较大,但不致于千斤顶报废,就目前的检修手段完全可以恢复其性能。
因此,对该种型式千斤顶可进行如下改进:
方法 1:由于耳轴的弯曲应力与耳轴直径的立方成反比、剪切应力都与耳轴直径的平方成反比,只要加大耳轴直径对提高耳轴强度十分显著。
方法 2:通过表 1的对比表明,正装千斤顶明显优于倒装抬底千斤顶,因此,改变千斤顶的型式也是一种有效途径。
强化支架操作工的培训,拉架后要先收抬底机构然后升柱。
4 结束语
鉴于以上 2种改进方法,在大修支架时采用了第 1种方法,简单易行,成本较低,取得了良好的社会和经济效应。第 2种方法在支架设计初期值得借鉴和推广。
[1]王国法,等 .液压支架技术 [M].北京:煤炭工业出版社,1990.
[2]雷天觉,等 .液压工程手册 [M].北京:机械工业出版社,1990.
[3]成大先 .机械设计手册第四版 [M].北京:化学工业出版社,2002.
[4]刘鸿文 .材料力学第二版 [M].北京:高等教育出版社,1987.
[责任编辑:王兴库 ]
TD355.41
B
1006-6225(2011)02-0077-03
2010-12-16
庞矿安 (1963-),男,安徽蒙城人,高级工程师,从事煤矿生产技术管理工作。
