采用排除法解决数控机床自动拉刀机构拉刀力不够问题
2011-09-26孙玉民
孙玉民
(中捷机床有限公司,辽宁沈阳110142)
1 问题的提出
我公司新产品某型号落地式铣镗床在装配过程中发现拉刀力不够。图纸设计要求拉刀力24 000 N,松刀力27 000 N。实际检测值:拉刀力16 000 N。
2 对设计结构分析及验算
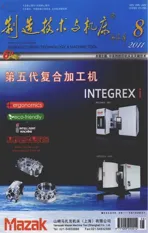
图1为某型号落地式铣镗床拉刀机构结构图。此机构由卡爪、卡爪芯轴、连接套、碟簧、碟簧导向杆、限位螺母、支承轴、支撑轴承、活塞、油缸、油缸盖、法兰盖、旋转接头、光电开关等主要件组成。主轴采用50刀柄,切削加工时拉刀力由碟形弹簧片提供,松刀力由液压油缸提供(主轴松刀行程=6.8 mm)。
2.1 松刀、拉刀、无刀原理
(1)松刀时,松刀力由液压缸提供,液压油由管接头24进入油缸油腔,推动活塞25向左移动,通过支承轴16、限位套14推动碟簧导向轴9并压缩碟形弹簧片,经过连接套4、连接杆套5、卡爪芯轴2将卡爪3的前部推出至主轴孔内大空间,卡爪前部张开,松开拉钉1,活塞25前移到位后光电开关23发出信号,松刀完成。
(2)拉刀时,油路断开,活塞25后移,解除对支承轴16的压力,碟形弹簧片弹性恢复轴向张开,推动碟簧导向轴9、连接套4、连接杆套5、卡爪芯轴2后移,卡爪3在后移的过程中逐渐向内收拢,拉紧拉钉,活塞25后移到位后光电开关22发出信号,刀具夹紧。
(3)无刀时,碟形弹簧片弹性继续释放,连接杆套5右端面与隔套8左端面接触后,光电开关21发出信号,确认无刀。
2.2 碟型弹簧松刀力、拉刀力计算
选择德国 Mubea碟形弹簧,型号为180070,116片,2片1组叠合、58组对合如图1所示。180070碟簧参数(图2):De=63 mm;Di=31 mm;t=3.5 mm;I0=4.9 mm;h0=1.4 mm。根据德国Mubea碟形弹簧特性计算结果见表1、图3。

表1 碟簧参数与载荷计算


由图1得知拉刀时,组合碟簧高度Ib=461.524-11×2=439.524 mm;松刀时组合碟簧高Ia=439.524-6.8=432.724 mm;由此证明图纸设计及计算是正确的,排除上述原因。
2.3 零件加工与装配
第一步检查件隔套11、12尺寸,符合图纸要求;第二步检查装配尺寸461.524 mm符合图纸要求;第三步检查碟簧片叠合对合后的自由高度结果是481.98 mm,比理论高度小5.22 mm,每片碟簧自由高度平均小0.09 mm。根据德国Mubea碟形弹簧样本查出,无支撑面碟簧,材料厚度t=3.0~3.8 mm的通用公差为上偏差+0.05 mm,下偏差-0.15 mm;(DIN2093标准)此批碟簧材料为减差0.09 mm。在公差范围内。但因为碟簧生产制造的特点,即一批碟簧的公差都为加差或都为减差。由于此结构碟簧片数较多,累计公差就比较大即-5.22 mm,因此拉刀力不够且相差很大。
2.4 解决方法
将零件调整套13轴向尺寸从20 mm调整到26 mm,包含调整0.78 mm。经现场装配调试效果很好,拉刀力、松刀力完全达到图纸要求。
3 结语
(1)在数控机床拉刀机构设计时,如采用碟簧卡紧结构应考虑碟形弹簧的公差及制造特点,增加一个大调整量的调整垫圈。
(2)装配时首先检查碟簧片总的自由高度尺寸,以确定调整垫圈尺寸,这样既能避免重复装配又能保证装配质量。