信息系统中标准件统一标记的研究
2011-09-18王伟吴超周颖
王 伟 吴 超 周 颖
(中航工业综合技术研究所,北京 100028)
企业生产中常常碰到这样的问题:采购部门从制造部门拿到标准件采购清单,清单上注明零件号(标记)和相应的数量,如“HB1-101G6×36,数量若干”。一般情况下,如果设计或标准化部门没有针对本企业的生产情况制定相关产品的标准选用目录(或标准体系表),在目录或体系表中明确规定本企业某个产品所能选用的标准代号(含标准级别)、年代(版本)等信息,采购部门很难采购到制造部门所需要的标准件。
标准版本控制最为关键的是同一标准代号只选择其中一个版本,即便随着标准版本更新出现了新版本替换旧版本标准,两个或多个版本的标准同时存在的时候,不同版本也会有“现用或有效”、“限制使用”或/和“废止”等不同的状态区别,有效地避免了标准件图号的二义性。信息系统中标准件标记结构不统一、不能唯一标识品种、标记中的符号和写法混乱、材料表达混乱等问题都对企业形成困扰。
1 信息系统中需要统一标记
如果多个项目同时开展或多产品同时研发,各项目或产品选取了同一标准,但选取了同一标准的不同版本时,就给信息化部门都带来了很大的挑战,此时标准件零件号(标记)在信息系统中将不能唯一标识一种(同一规格)物资,出现了“一码多物”的情况,标记不能再作为物资的代号。同时标记的结构不统一,不同标准的标记不能按相同规则解析;原有标记中含有很多不易表达的字符或符号等诸多问题,这些严重阻碍了标记在信息系统中的应用。
2 现有的标准件标记在应用中的问题
2.1 标记结构
企业常用的标准件多符合国家标准、国家军用标准、航空行业标准和企业标准等标准体系,这些标准体系中标准件标记的内容、格式等不统一给企业的信息化进程、企业之间信息的传递和交流带来了诸多不便。
国家标准、国家军用标准、航空行业标准中对于材料牌号的表述不尽一致。国家标准中对材料牌号,其在标记中只以明码显性表示,如“1Cr18Ni9Ti、ML30CrMnSiA”等,一些材料牌号长达数十位,以明码的形式表达,造成标记本身很长,给应用带来诸多不便。国家军用标准则多以阿拉伯数字表示材料牌号,在同一个标准中将所用到的材料牌号依次编号,如GJB 121.1–1986《六角头螺栓》中用数字3表示材料牌号ML30CrMnSiA,用数字6表示材料牌号1Cr18Ni9Ti。航空行业标准中多以大写汉语拼音字母或其组合来表示材料牌号,长度多为一位或两位,如HB 1–521–2002中用代号FA表示材料牌号1Cr18Ni9Ti,用代号LI表示材料牌号LF21–M。
国家军用标准、航空行业标准中对于组件的表述也不尽一致。国家军用标准中对于组件的组成部分多以系列标准的形式出现,其标记按照系列标准中相关规定执行,例如“双耳密封游动自锁螺母(GJB 125.1~125.2–1986《双耳密封游动自锁螺母》)的组成部分密封罩、自锁螺母、压圈和密封圈分属于GJB 125.3~125.6–1986”。
航空行业标准中对于组件的组成部分的标记多以“数字(组件序号)+组件标准代号+规格”的形式表示(如果组件借用了其他已有的标准件,其标记仍按照借用标准件所属标准的规定执行除外),例如“六角头高抗剪铆钉(HB1–604–2002《六角头高抗剪铆钉》)的组成部分铆钉体(d0=5,L=15)的标记为1HB 1–604–5×15”。
2.2 标识品种
标记不能或难以标识到标准件品种,一个标记对应多个品种的标准件,这种情况在设计或制造过程中可以通过人为处理进行借用,但在信息系统中是不被允许的。
国家标准体系中标准件的标记方法按照GB/T 1237–2000《紧固件标记方法》的规定执行,但其由于机械性能等级属性的存在,并不能或难以标识到标准件的具体品种。
机械性能等级(GB/T 3098《紧固件机械性能》系列标准)是一个关于标准件使用性能方面的要求,即只要能够满足机械性能要求的材料牌号都能够使用,因此该属性的存在使得国家标准的标准件在定义上并不能规定到某个具体的标准件品种或规格。
2.3 标记中的符号和写法
标记中存在一些不易表达的字符或符号,这些字符或符号虽然在标准中都有统一的写法,但由于标准有纸型、电子文档等不同的存在形式,同时每个人对字符或符号的认知有差异,加之有些字符或符号不便于输入,以至于在标记传递和表达的时候都有或多或少的不同。
各标准体系中还有些常见的说法在标记中并没有统一的写法。如关于表面不做处理的说法,国家标准中有“不经处理”、“不处理”等说法,在其标记中常常默认不写;在国家军用标准和航空行业标准中常常用“-”表示,但用标记表示时国家军用标准一般默认不写或记作“(-)BB”,而在航空行业标准一般默认不写或记作“BR”等。
2.4 版本控制
现有的标准件标记除了国家标准中有年代号外,其他标准如国家军用标准、航空行业标准等标准并没有标准年代信息。国家标准中版本标识是用注明标准年代号的方式来实现的,但由于标准提出(或颁布)年代、重印等原因,年代号的写法并不统一。早期标准只写年代后两位,重印或新颁布的标准,特别是2000之后的国家标准为了避免“0”的问题,年代号又多以四位为主,而新的国家标准(包括旧标准重印和新颁布标准等)中又逐步将年代号省略不写,即标记中不再显示标准年代信息。
国家军用标准中除了第一版以外,以后的每一次版本升级都依次用大写汉语拼音字母A、B、C、D、E……在标准代号中表示出来,如GJB 120.1–1986《钛合金100°沉头铆钉》和GJB 120.1A-2006《钛和钛合金铆钉 第1部分:100°沉头铆钉》,但是其对应的标记/标记示例“GJB 120.1•4×10”(材料:TB2,表面处理:蓝色阳极化,d=4mm,L=10mm)并没有因为标准的版本不同而有所区分,即标记并没有分别写作“GJB 120.1•4×10”和“GJB 120.1A•4×10”。
航空行业标准中不仅标准代号不能区分版本,标记代号本身也没有版本的差别。例如标记“HB 1-521TD12×22×1.5”,虽然能够确定该标准件是垫圈以及其规格,但不能确认其所属标准的版本以及材料牌号和热处理状态,是HB 1-521-2002《垫圈》的T2-M,还是HB 1-521-1974《垫圈》的T4-M。
3 统一标记的研究内容
3.1 统一标记的结构
标准件统一标记主要是为了解决企业信息化系统中对标准件管理时出现的上述问题,满足企业信息化系统的要求。针对上述问题结合标准件的技术属性,根据标准件的性能参数的多少,其标记中需要表达的信息至少包括:标准级别、标准代号、版本、规格、材料(含热处理状态)、表面处理、产品型式等。
GB/T 1237–2000《紧固件标记方法》规定紧固件产品的完整标记的结构,如图1所示。
GB/T 1237–2000所示结构中包含了紧固件的产品名称、符合标准、规格、型式、材料性能、产品等级、表面处理等信息,同时该标准还给出了简化标记(参见GB/T 1237–2000第4节标记的简化原则)。该结构的最大特点是所有属性都是显性值,以明码的形式简单罗列,没有设置代号或代码,很直观,但是由此带来的问题随之产生:标记太长,不便于在信息系统中使用。
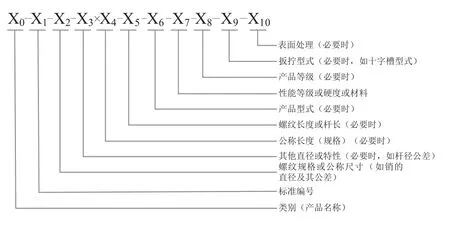
图1 GB/T 1237–2000《紧固件标记方法》中标记的结构
本文借鉴GB/T 1237–2000信息完备、直观易懂的优点,将其应用范围扩大至标准件,同时针对其标记长度过长、冗余结构过多、不能很好表达组件关系等不足,充分吸取国家军用标准在版本控制、航空行业标准在组件关系表达等的经验,提出如图2所示结构。
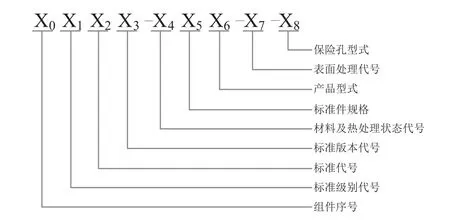
图2 统一标记的结构
如图2所示的统一标记分为9个字符段,其中X3与X4之间、X6与X7之间以及X7与X8之间用短横线“-”连接,如果某项属性不存在,则该项及其前面的连接横线均应不填。
统一标记的结构中除GB/T 1237-2000已有的信息外,还增加了组件序号、标准版本代号、保险空形式等信息,同时将一些可量化的参数统一到规格属性中。
例如HB 1-701-2002《带30°导锥圆柱销》中材料为钢45,表面处理为镀镉钝化,B型的圆柱销标记示例(HB1-701G6r6×30B)用统一标记表示时:X0为空、X1为“HB”、X2为“1-701”、X3为“D”(HB 1-701从第一个版本到目前最新版本分别经历了1967版、1974版、1983版和2002版,故2002版本用大写字母C表示,详见本文3.3。)、X4为“G”、X5为“6r6×30”、X6为“B”、X7为“CdD”(航空行业标准中镀镉钝化表面处理常用代号“CdD”表示)、X8为空,即该标记示例的统一标记表示为“HB1-701C-G6r6×30B-CdD”。
3.2 术语及符号的表达
在统一标记的结构下,对于标准件标记中表达的材料、表面处理等信息还需要在格式上做进一步规范。一方面,为了使统一标记尽量简短,针对材料牌号等因为本身字符较长或其他原因不能以明码的形式直接在标记中体现的,需要规定相关的表达符号或代号;另一方面,由于在各标准体系中所用的术语及其符号不一致,造成各标准体系的标记在同一信息系统里,无法被正确解析。
3.2.1 材料牌号在统一标记的代号
对于材料牌号(含热处理状态)在统一标记里的代号,参照航空行业标准中的写法。为了减少材料牌号在代号选取时的难度,同时便于统一标记在各单位的落实和实施,建议材料牌号的代号以标准代号为限制范围,即材料牌号的代号只在某个标准代号的范围内有效。例如某个标准代号中有8种不同的材料牌号,按照材料牌号的属性,对应选取8个代号即可,该代号可以在其他标准代号中表示不同于该标准的材料牌号。
3.2.2 表面处理方式在统一标记的代号
对于表面处理方式在统一标记里的代号,参照国家标准和航空行业标准中的写法,同时参照GB/T 13911–1992《金属镀覆和化学处理表示方法》中的有关规定。
表面处理方式在统一标记中的代号不同于材料牌号的代号,因其种类较少,可在整个信息系统中作统一规定。对于常见的镀层钝化的代号一般用“镀层金属元素符号+大写字母D”,例如“镀锌钝化”的代号“ZnD”;对于特殊的表面处理方式需统一做出规定,例如“不作处理”的代号规定为“BR”。
3.2.3 统一标记中其他常用符号
针对统一标记中的常用符号主要在格式、写法等方面做出以下规定:标记中除乘号外,其余符号统一用半角字符表示;规格属性中各个参数按照原标准中标记的顺序用乘号“×”连接,不能用其他字符代替;
圆点、顿号、横线等标记中常用的符号都应做出统一规定。
3.3 统一标记中体现版本
标准件标记中体现版本主要借鉴HB 6126–1987《航空主机产品型号命名》中关于产品改进后产品型号版本的控制方法,即在标准代号的后面“用大写汉语拼音字母A、B、C、D……表示(其中I、O、X不用)”。
标准版本代号中除第一个版本的标准默认不必标注外,其余依年代用大写汉语拼音字母A、B、C、D……表示(其中I、O、X不用),标准换版或更新只需在现有的基础上递增即可。针对部分标准的标准代号不变,但标准名称略有不同,例如GB/T 6170–1986和GB/T 6170–2000的标准名称分别为《1型六角螺母-A和B级》和《1型六角螺母》等情况应以标准代号为准。
3.4 统一标记示例
以航空行业标准HB 1–521–2002《垫圈》为例,说明本文所提出的标准件统一标记的格式和内容如何确定和规范化。
第一步:按照统一标记的结构确认所需属性及其代号:
针对HB 1–521–2002《垫圈》的标记示例,利用统一标记的结构X0X1X2X3-X4X5X6-X7-X8得出其中X0、X6、X8为空, X1为HB,X2为1-521,X5为12×22×0.3,X7与X8之间短横线“-”不填。
第二步:确定X3“版本代号”(见表1)。
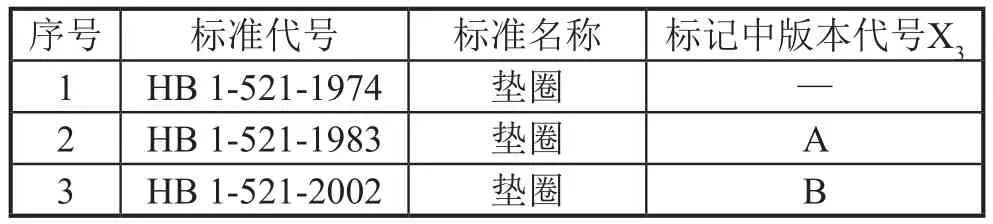
表1 版本代号
第三步:确定X4“材料及热处理状态代号”(见表2)。

表2 材料及热处理状态在统一标记中的代号
第四步:确定X7“表面处理代号”(见表3)。
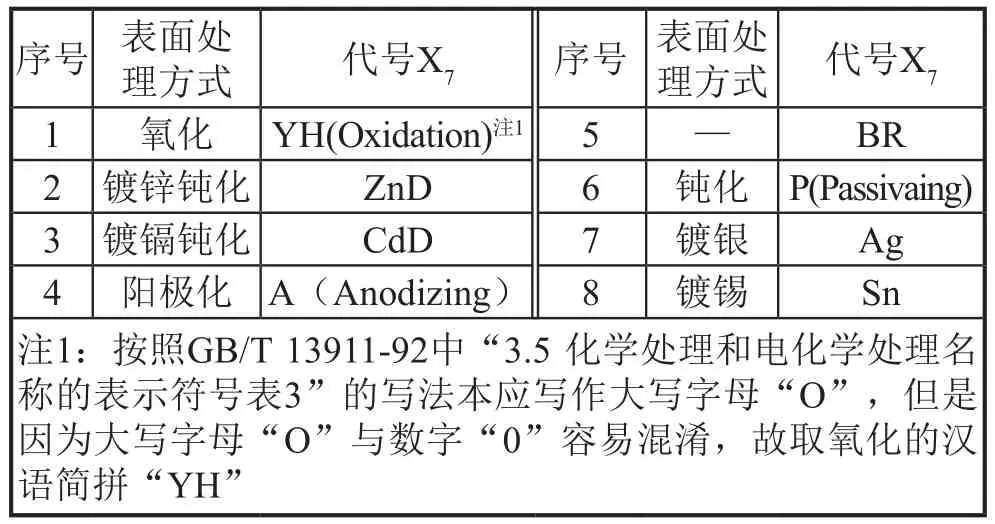
表3 表面处理方式在统一标记中的代号
第五步:航空行业标准HB 1–521–2002《垫圈》的统一标记示例(见表4)。
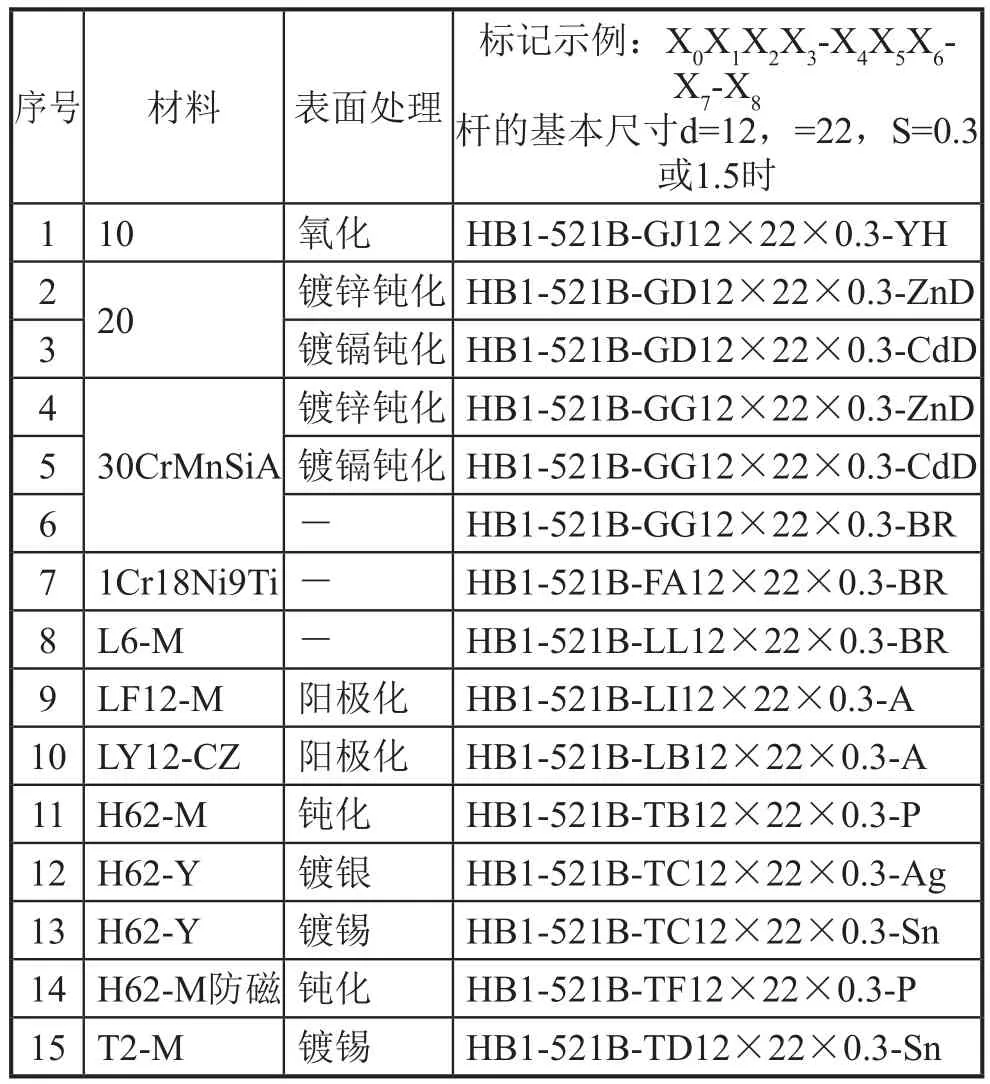
表4 统一标记示例(HB 1–521–2002《垫圈》)
4 结论
针对现有的标准件标记在企业信息系统中使用时版本控制难度大、不能唯一标识零件品种、内容不完整、结构不统一等情况,本文针对相关问题提出了一种解决方案,其他应用场合如有类似问题也可参照解决。随着标准件技术的发展和进步,对于标记信息和内容中出现的新问题、新情况,需要有动态的、及时的解决策略和方法。
