连续出碴皮带收放装置的设计与实用效果
2011-06-15王艳波
王艳波
(中铁隧道集团二处有限公司,河北三河 065201)
0 引言
连续皮带机出碴技术以出碴效率高、设备投入少、施工干扰小、环保性能好、维护成本低等显著特点不断推动其在长大隧道敞开式硬岩掘进机(以下简称TBM)配套出碴施工中的发展。文献[1-3]通过比较阐述了连续皮带机出碴的优势;文献[4-6]以辽宁大伙房水库输水1期工程和关角隧道斜井施工为例从连续皮带机出碴方案选择、参数选择、系统组成、工作原理、结构型式、跑偏分析、使用方法和注意事项等方面进行了研究,说明连续皮带机配套TBM出碴技术在我国正逐渐从生疏走向成熟。
随着世界范围内隧道技术的高速发展,隧道施工距离不断增长、修建速度不断提高[7],对未来TBM长大隧道施工也提出了越来越高的要求;而连续皮带机配套TBM出碴技术在我国尚处于起步阶段,应用实例有限。通过实践不断总结新的技术和经验是广大铁路建设者一直关心的热点。本文以新建兰渝铁路西秦岭隧道TBM施工中穿越斜井钻爆段期间特长连续皮带机由正洞转由斜井出碴为背景,介绍了一种高效、快速、无损伤收放连续皮带的新设备——连续出碴皮带收放装置。
1 工程概况
兰渝铁路西秦岭隧道工程位于新建铁路兰渝线中段,全长28.236km,是目前国内铁路建设史上的第2长隧道,也是国内TBM施工断面最大、距离最长的铁路隧道,采用钻爆法和TBM掘进联合施工。其中隧道出口在围岩较好的地段分2段采用TBM掘进:第1段长5 594m(DIK421+239~DIK415+645),第2段长7 340 m(DIK410+930~DIK403+590),两掘进段之间设罗家理斜井1座,其正洞段(DIK415+645~DIK410+930)采用钻爆法施工。TBM施工区段划分如图1所示。
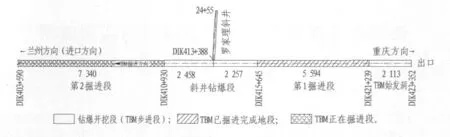
图1 TBM施工区段划分(单位:m)Fig.1 Layout of tunnel sections driven by TBM(m)
2 研究背景
西秦岭隧道采用钢丝绳芯阻燃输送带出碴,随着TBM向前推进,连续皮带机支架通过膨胀螺栓以间距4.5 m安装在侧边墙上不断向前延伸。连续皮带按600 m/卷捆扎进场,在使用时进行硫化连接。第1掘进阶段,连续皮带机从后配套承载石碴直接运至隧道出口,通过转载皮带机转运至连续分碴器位置,通过连续分碴器自动分流装车并由转运工程车运输至弃碴场;第1掘进阶段与罗家理斜井钻爆段重庆端贯通后,拆除第1阶段出碴皮带系统,将连续皮带及支架回收、打包,待TBM步进通过罗家理斜井钻爆法开挖段后重新安装皮带支架,通过有轨运输将皮带卷运至洞内重新铺装,然后从斜井出碴。第1阶段掘进结束后,连续皮带最大长度为16 614 m(5 594×2+2 113×2+600×2),约合28卷。常规人工卷收皮带任务量大、耗用时间长、容易出现人为损伤,影响皮带二次使用,而且受洞外组装场地限制及施工组织工期的要求,后续4部衬砌台车、作业台架在陆续完成洞外组装后即需要开始洞内无障碍行走,要求15 d内必须完成皮带回收和皮带支架拆除工作,对短时间、高质量的完成皮带回收工作提出了较高的要求。为满足现场实际需要,考虑设计一种连续皮带收放装置,要求该装置必须具有:1)连续皮带自动收、放与皮带运输的双重功能;2)无损伤收、放皮带并有效预防皮带跑偏的功能;3)不同卷收阶段平稳调速的功能;4)卷收各阶段均能够有效提供驱动力的功能。
3 机械构造及参数确定
3.1 基本原理
设计由三相异步电动机带动电磁调速电动机通过电磁调速电机控制器实现一定范围内的无级调速,电磁调速电动机通过带轮传动连接减速机实现减速,经可插拔的联轴器连接主驱动链轮和各驱动链轮从而带动3个驱动滚筒同步旋转,借助皮带卷与驱动滚轮间的摩擦力,推送皮带缠绕在皮带滚筒上,实现皮带的回收。
3.2 设备参数确定
3.2.1 结构尺寸要求
西秦岭隧道原材料供应采用有轨运输方式,在皮带收放装置底部安设2组走行轮,轮中心距为900 mm。采用与砂浆运输车、混凝土运输车等相同规格的行走轮及轮轴以加强备件的通用性。
因TBM掘进与衬砌同步开展,皮带收放装置在运输皮带到达皮带仓时将会穿过4#~6#衬砌台车及作业台架,衬砌台车及作业台架下部净空能够满足1.8 m×2.635 m双线机车通行要求[8],即皮带收放装置宽≤1.8 m,运输皮带卷时总高度≤2.635 m。连续皮带厚10 mm,600 m皮带卷收直径将达到2.76 m,加上皮带收放机车架底盘自身高度,600 m皮带的运输高度约3.1 m,远远超过衬砌台车及作业台架下部的允许通行净空。因此,考虑采用2部相同的皮带收放机共同构成皮带收放装置。
3.2.2 结构形式
车身设计采用H200型钢整体焊接成三角形支架,一方面满足整部皮带收放装置的自身刚度,防止皮带卷收后由于皮带卷自身重量较大造成底盘弯曲;另一方面通过加大装置自身重量来降低整体重心,提高车辆卷收皮带或运输过程中装置的稳定性,防止倾覆。
3.2.3 动力装置选型及动力传输方式
3.2.3.1 调速电机选型
出碴采用的钢丝绳芯阻燃输送带每600 m质量约10 t,为提高设备的通用性并预留充足的安全系数,按皮带卷自身质量20 t进行设计和检算,则G=196 kN。在皮带卷收过程中,驱动滚轮与皮带卷直接接触,驱动滚轮通过二者之间的摩擦力带动皮带卷转动,二者之间的总摩擦力

式中:N为皮带卷所产生的正压力,kN;N1,N2为皮带卷作用在驱动滚轮F1、驱动滚轮B1上的压力,kN;μ为钢质驱动滚轮和连续皮带间摩擦因数,取μ=2;θ为皮带卷重心与驱动滚轮中心连线与驱动滚轮中垂线间的夹角,当皮带卷自身质量按照20 t计算时θ=23.2 °。
将各数值代入式(1),总摩擦力f=2×2×196×cos 23.2°=720.6 kN。
驱动滚轮的转速

式中:vmax为设计最大线速度,取21 m/min;φ为驱动滚轮直径,设计采用0.2 m。
将数值代入式(2),驱动滚轮的转速n=33.4r/min。
单个驱动滚轮所承受最大扭矩T和功率P1为:
式中:z为驱动滚轮数量,取值为2;r为驱动滚轮半径,取值为 0.1 m。
将数值代入式(3)和式(4)可得T=3 603 N·m,P1=12.6 kW。
调速电机选用YCT225-4B型,额定功率P=14.7 kW,调速范围为125~1 250 r/min(ωmin~ωmax)。
3.2.3.2 动力传输设备选型
受结构尺寸限制,链轮尺寸应尽量较小,初选减速机链轮齿数Z1=13,其余主动、从动滚筒链轮均选用Z2=18,则二级速比 i2=Z1/Z2=13/18=0.722。
电磁调速电动机达到最大转速时皮带卷收达到最大线速度vmax=21 m/min,由此确定电磁调速电动机到减速机输出总速比i1=ωmax/ni2=1250/33.4×0.722=27。
减速机选用B6-23型摆线针轮减速机,速比为23,额度输出扭矩为8 360 N·m(>2T=7 206 N·m)。电磁调速电动机到减速机三角带传动减速比i=23/27=0.85。
减速机皮带轮基准直径按250mm检算,则调速电动机皮带轮基准直径应为250×0.85=212.5 mm。
根据单排链条承载能力,链条选用A系列单排链轮28A。
3.3 机械构造
皮带收放装置主要设备参数如表1所示。皮带收放装置主要构造如图2所示。
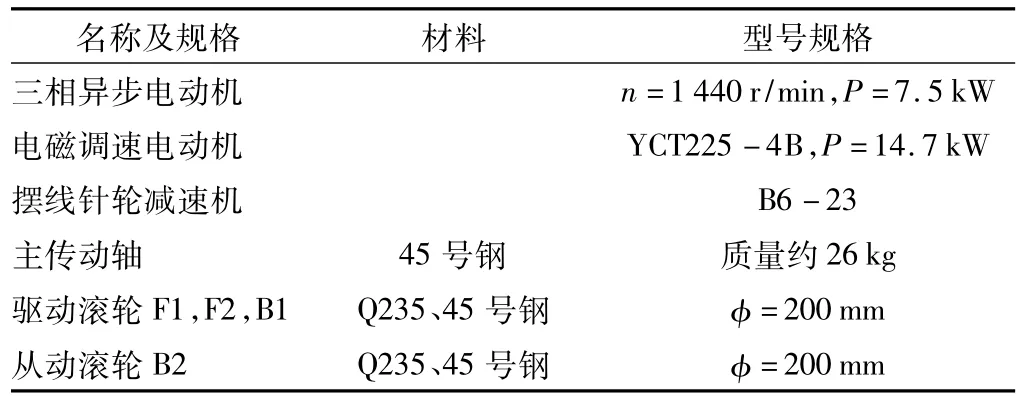
表1 主要设备一览表Table 1 Equipments
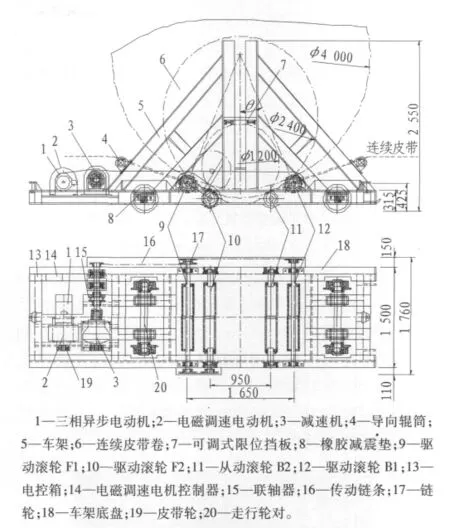
图2 皮带收放装置构造图(单位:mm)Fig.2 Structure of belt releasing and withdrawing device(mm)
4 设备功能
4.1 连续皮带自动收、放与运输功能
4.1.1 连续皮带卷收
1)启动2#皮带收放机,同时启动主驱动电机,拉动洞内连续皮带往外输送,连续皮带穿过1#皮带收放机回收在2#皮带收放机上。初始卷收时,由于皮带自重较小不足以提供足够大的摩擦力使滚轮带动皮带旋转,需要1~2名作业工人站在皮带卷上提供辅助重力。待皮带卷收到直径约0.8 m时,皮带即可完全依靠自重随滚轮旋转;待皮带旋转稳定后,可适当提高旋转速度。
2)当皮带卷直径小于1.2 m时,依靠驱动滚轮F1和F2提供旋转动力,在皮带卷中心滚筒内穿入滚轴以防止皮带卷脱离驱动滚轮。
3)当皮带卷直径达到1.2 m后,取出皮带卷滚轴,随着驱动滚轮的转动皮带卷自动滚入皮带收放机底部,并与驱动滚轮F2和从动滚轮B2相接触,依靠驱动滚轮F2提供旋转动力。
4)当皮带卷直径达到2.4 m后,随着皮带卷越来越大,逐渐接触驱动滚轮F1,B1并脱离滚轮F2,B2。
5)连续皮带回收600 m后在主驱动侧用砂轮机截断皮带,并将皮带尾端收绕在1#皮带收放机中心滚筒上,用龙门吊将皮带卷提升一定高度,调整限位挡板,穿入滚轴将皮带卷悬空架起,启动1#皮带收放机,带动连续皮带反向释放300 m到1#皮带收放机上。
6)采用龙门吊将皮带卷吊离皮带收放机并用软钢丝绳打包后装车运至材料库房存放。皮带收放装置回收皮带作业示意见图3。
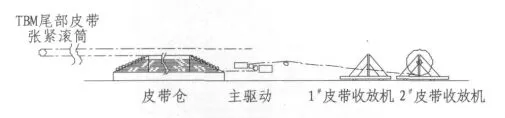
图3 皮带收放装置回收皮带作业示意图Fig.3 Sketch of belt withdrawing
试验阶段发现单纯依靠皮带收放装置卷收皮带而无外力辅助拉紧皮带时,皮带收放装置自身的动力系统无法拖动洞内10余km的连续皮带。此时需要调整电机相序使连续皮带驱动电机反向旋转,并调整主减速驱动变频器频率限制其最高转速,使主驱动输送皮带的转速尽量与皮带收放机转速相匹配。皮带收放装置现场作业见图4。
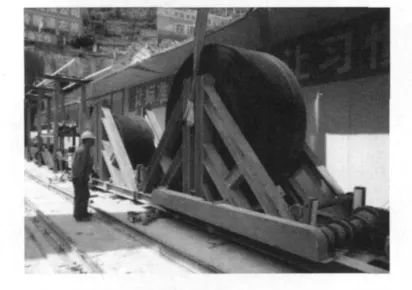
图4 皮带收放装置现场作业Fig.4 Field operation of belt releasing and withdrawing device
4.1.2 连续皮带运输
受皮带收放机穿越衬砌台车对车辆高度的限制,将皮带卷拆除外包装后用吊机吊放在2部皮带收放机上,每部皮带收放机各300 m。根据皮带卷直径调整好1#皮带收放机限位挡板位置以确保皮带卷整体悬空一定高度,2#皮带收放机皮带直接安放在驱动滚轮上,由25 t内燃机车牵引皮带收放机进洞。
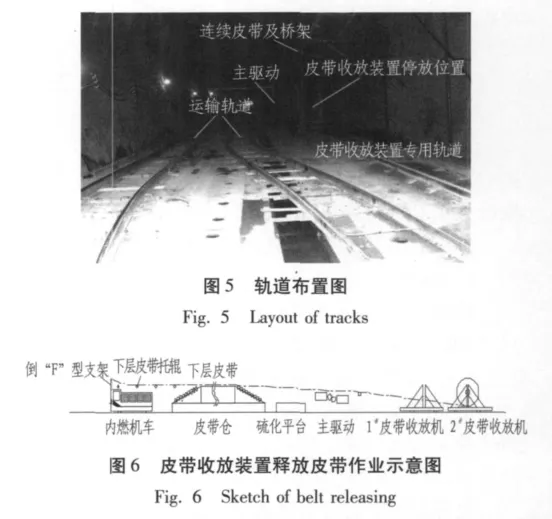
由于主驱动及皮带仓占用空间较宽,会侵入到仰拱预制块顶部的轨道运输限界,主驱动及皮带仓所在区段在掘进期间暂时不施作边墙基础和拱墙衬砌。轨道绕行通过该区段,并通过增设道岔设第3分支作为皮带收放装置专用轨道。内燃机车牵引皮带收放机进洞后直接停在主驱动的前方,而不会影响洞内施工材料的运输(见图5)。
4.1.3 连续皮带释放
连续皮带的洞内释放分为转场过程中皮带机桥架重新布设后皮带铺装、TBM正常掘进期间皮带硫化接长2种情况。首次皮带铺装前主要准备工作包括:1)皮带机桥架只安装下层皮带托辊,而暂时不进行上层皮带托辊及托架安装;2)通过轨道布置,将运输轨道延伸至主驱动—硫化平台—皮带仓的中轴延长线上;3)在机车顶部安装一H150型钢加工的倒“F”型支架,两支脚固定在机车上,横梁横挑在皮带桥架正上方。
皮带机桥架重新布设后首次皮带铺装工艺流程如图6所示。
1)启动2#皮带收放机,正转带动1#皮带收放机上连续皮带卷收到2#皮带收放机上,将皮带接头人工拖拽到皮带机桥架上后固定在机车支架横梁上。启动2#皮带收放机,反转释放皮带,通过机车提供拉力拖动皮带沿皮带机桥架进行铺装直至TBM尾部。皮带收放机操作人员和机车司机之间通过对讲机保持实时通话,并随着铺装的进行不断硫化接长皮带。
2)下层皮带绕过TBM尾部皮带张紧滚筒后临时固定,随TBM步进牵引下层皮带铺装,并安装上层皮带托辊及托架。安装完成后,重新采用机车牵引沿轨道返回以铺装上层皮带。
3)上层皮带铺装至主驱动及皮带仓位置后将皮带收入皮带仓,完成皮带铺装。
TBM正常掘进后,皮带需要硫化接长时,只需在硫化平台处切断皮带,将新皮带卷外接头与既有皮带硫化后缓缓拉入皮带存储仓,并将内接头与既有皮带进行硫化连接形成闭合即可。
4.2 无损伤收、放皮带及防跑偏功能
皮带在卷收过程中由于多种原因会出现皮带边缘磨损或跑偏情况,使卷出的皮带卷受损且边缘参差不齐,在转运和吊装过程中也容易出现磨损和刮伤,影响皮带寿命。为避免这一情况,在卷带机内侧增设限位滚筒(见图7)。皮带卷收或释放时,当皮带卷与限位滚筒接触时,限位滚筒随皮带卷一起转动,避免皮带与车架发生硬性摩擦而造成损伤。皮带限位滚筒采用螺栓固定并可适当调节以适应不同皮带宽度的需求。西秦岭隧道所采用的连续皮带宽度为914 mm,设置限位滚筒外缘间距为1 000 mm。

图7 皮带收放机皮带限位滚筒Fig.7 Belt limiting rollers
4.3 驱动系统自动切换功能的实现
如图2所示及4.1.1所述,在皮带卷收过程中,当皮带卷直径小于1.2 m时,皮带卷与驱动滚轮F1,F2相接触,由驱动滚轮F1,F2提供皮带输送的动力;当皮带卷直径达到1.2 m时,随着驱动滚轮的转动带动皮带卷滚入皮带收放机底部的驱动滚轮F2和从动滚轮B2之间,依靠驱动滚轮F2提供旋转动力;当皮带卷直径达到2.4 m时,皮带卷外弧面达到与3个驱动滚轮、1个从动滚轮同时接触的临界点,之后随着皮带卷直径的不断加大,弧底位置不断提高并逐渐脱离滚轮F2,B2,只与驱动滚轮F1,B1相接触。整个卷收过程中,随着皮带卷直径的变化,皮带与不同的驱动滚轮相接触从而实现驱动系统的自动切换,而不需要过多的人为干预,更不需要停机切换动力系统。
5 应用效果
第1阶段掘进结束后,连续皮带总长度达到16 614 m,约合28卷。经过现场准备与调试,仅用6 d时间完成全部连续皮带回收、打包、入库任务,大大提高了工作效率,减轻了作业人员的劳动强度。具体人员配置情况如表2所示。
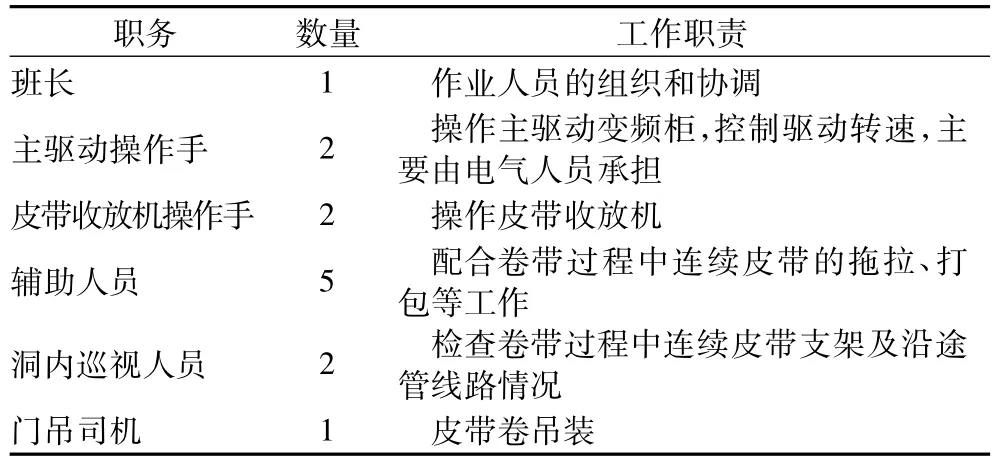
表2 人员配置Table 2 Labors
此外,由于皮带收放装置由2部相同的皮带收放机组成,每部皮带收放机配置有独立的驱动系统,也可单独完成卷带作业,实现其他方式的皮带卷打包,2部皮带收放机配合使用工作效率更佳,也可有效增加单卷连续皮带的回收长度。皮带收放机底部设置走行轮对,可以通过机车牵引移动,从而使皮带收放机不仅具备了收放皮带的功能,同时也可把皮带卷运输至指定位置。
6 结论与讨论
皮带无损伤快速收放是长大隧道连续皮带机出碴过程中必须要面对的一个课题,由2部皮带收放机组成的皮带收放装置既可以实现皮带快速无损回收并完成打包作业,又可以实现皮带洞内运输和快速释放,效率高、效果好且作业人员劳动强度低、吊转频次明显下降。其独有的预防皮带卷收过程跑偏功能、平稳调速功能以及多滚轮驱动并能根据皮带卷直径自动切换驱动系统功能也是其他皮带收放工艺所无法比拟的。
随着TBM施工技术在我国的不断推广,连续皮带机出碴技术应用越来越广泛,但在不断解决问题、完善技术的同时也面临着不断出现的新问题,这就需要铁路建设者们在施工中不断开发、总结、完善和细化连续皮带机出碴技术环节,形成更加科学、成熟、实用的出碴体系。
[1] 韩广有,张乐诗,张忠武.TBM开挖石渣运输方式的选择[J].水利水电技术,2006,37(4):42 - 43.(HAN Guangyou,ZHANG Leshi,ZHANG Zhongwu.Transportation of excavated spoil from tunneling with TBM[J].Water Resources and Hydropower Engineering,2006,37(4):42 -43.(in Chinese))
[2] 齐梦学,邓勇,王雁军,等.敞开式TBM施工出渣方式对比分析[J].工程机械,2009,40(9):9,61 - 65.(QI Mengxue,DENG Yong,WANG Yanjun,et al.Comparative analysis of spoil discharging modes for open type TBM construction[J].Construction Machinery and Equipment,2009,40(9):9,61 -65.(in Chinese))
[3] 陈永辉,李建伟.关角隧道传统出碴方式与皮带运输机出碴方式的比较研究[J].科技信息,2009(8):641-642.
[4] 唐志林,曲长海,陈铁仁.大伙房水库输水工程隧洞连续皮带机出渣技术[J].水利水电技术,2006,37(3):40-41.(TANG Zhilin,QU Changhai,CHEN Tieren.Spoil disposal technique of belt conveyer for tunneling of water conveyance projectofDahuofangreservoir[J].Water Resources and Hydropower Engineering,2006,37(3):40 -41.(in Chinese))
[5] 王智远,伍智勇.连续皮带机配套TBM出碴技术探讨[J].隧道建设,2011,31(1):144 -149.(WANG Zhiyuan,Wu Zhiyong.Technology of mucking by continuous belt conveyors in TBM tunneling[J].Tunnel Construction,2011,31(1):144 -149.(in Chinese))
[6] 刘学霸.皮带机出渣运输技术在斜井隧道施工中的应用[J].山西建筑,2010,36(13):295 - 296.(LIU Xueba.Application of spoil disposal technique with belt conveyor in inclined shaft tunnel construction[J].Shanxi Architecture,2010,36(13):295 -296.(in Chinese))
[7] 邓勇.我国长大隧道施工发展趋势探讨[J].铁道建筑技术,2009(11):88 - 91.(DENG Yong.Discussion of development trend of long tunnel construction in China[J].Railway Construction Technology,2009(11):88 - 91.(in Chinese))
[8] 陈大军.兰渝铁路西秦岭隧道TBM步进技术[J].隧道建设,2010,30(2):54 - 60,70.(CHEN Dajun.Case study on TBM stepping modes in West Qinling tunnel on Lanzhou-Chongqing railway[J].Tunnel Construction,2010,30(2):54 -60,70.(in Chinese))
