采用大吨位油压机矫正转向架构架焊接变形探讨
2011-05-04王长仁聂春戈杨占峰
王长仁,聂春戈,杨占峰
(1 北京二七轨道交通装备有限责任公司,北京100072;2 大连交通大学机械工程研究所,辽宁大连116022;3 西安高大机电有限公司,陕西西安710061)
焊接加工以其高效、便捷、灵活的特点,成为现代机械制造业重要的制造手段之一。如何控制与焊接加工过程相伴随的焊接变形或出现焊接变形如何进行矫正是焊接结构件生产要解决的关键问题。在机车车辆制造行业内,转向架构架的焊接变形,因其直接影响后续加工工序保留的加工余量大小,各机车制造厂都十分重视构架焊接变形的控制与矫正工作。
1 转向架构架及其单梁焊接变形的基本形式
转向架构架作为转向架的骨架,用以承载转向架各组成部分及力的传递,保持轮轴在转向架内的相对位置。目前,各机车制造厂生产的机车转向架构架都是由等截面或变截面的箱型单梁拼接而成的“日”字型或“目”字型框架结构。
构架纵向的左、右侧梁多为等截面箱型单梁,左、右侧梁焊接变型的主要形式是挠曲和扭曲,因侧梁尺寸较大,挠曲和扭曲变形量也相对较大,会影响到后续的组装工序,需要通过矫正或采取其他工艺措施,使其变形量控制在不影响组装要求的范围内。
构架整体焊接变形是因单梁焊接变形的非线性叠加和单梁之间通过焊接连接形成构架整体的焊接变形导致的,其主要表现形式是四角高度值超差。构架整体焊接完成后,无论是斜对称式扭翘,还是任意一角翘起或下塌,根据几何学3点共面原理,构架整体焊接变形在三坐标测量仪上,最终表现为其中一点与另外3点不共面,3个共面点与另外1点之间的高度差值,日常工艺上称之为四角高度差。
2 专用油压机投入使用前解决构架及单梁焊接变形的方式
构架侧梁挠曲是最常见的焊接变形,一般采用通用油压机对其进行矫正。用油压机矫正焊接变形,属于弹塑性力学行为,包含一个完整的加载和卸载过程。在加载过程中,构架侧梁将发生不可恢复的塑性变形,当完全卸载后,构架侧梁由于塑性变形的发生而存在残余变形,该残余变形与构架侧梁的初始变形在一定程度上相抵消,从而达到矫正的目的。对于上、下盖板及立板厚度小于16 mm,箱型梁截面积小于800 dm2的构架侧梁,在侧梁两端下面加两个垫铁,形成简支梁,用压力小于20 t的通用油压机对侧梁中心部位施压,即可完成侧梁的挠曲矫正。
侧梁的扭曲焊接变形也非常普遍,因缺少专用工艺装备,对扭曲焊接变形无法采取矫正措施。为消除因扭曲焊接变形对组装尺寸的影响,工艺上采用在侧梁内侧增加厚度足够大的补板,侧梁组焊完成后通过对内侧补板及上、下盖板的加工,消除因扭曲变形造成的尺寸偏差,确保各单梁之间的组装接口尺寸符合组装要求。
专用油压机投入使用之前,构架整体焊接变形导致四角高度超差较大时,其矫正主要依靠火焰矫正来完成。火焰矫正因受加热温度、加热时间、加热面积、加热位置多种因素影响,矫正前后变形值控制难度大,使得火焰矫正仅适用于个别变形值大的构架的矫正,无法作为一道必不可少的工序对所有存在整体焊接变形的构架进行矫正。为尽量减少使用火焰矫正,在日常的工艺过程中,通常采取放宽焊接变形量的方式,比如允许四角高度差不大于5 mm的构架未经矫正,直接进入加工工序。为使后续的加工工序不受构架整体焊接变形的影响,对构架上的加工部位一般预留构架整体焊接变形量2倍的加工工艺余量,确保加工部位有足够的加工量。按照这样的方式制定的工艺流程虽然减少了火焰矫正的量,但却加大了后续加工的量,降低了加工效率。
3 采用油压机矫正构架整体及单梁的焊接变形
油压机矫正焊接变形,具有效率高、变形量可控、构件表面质量影响小等优势,但不同类型焊接变形要求油压机具有相应的结构。通过对构架及单梁焊接变形的分析、整理与合并,应用非线性有限元分析通用软件MSC.MARC对矫正过程进行数值模拟,得到了在给定变形条件下,矫正构架及单梁焊接变形时需要施加压力的大小、约束条件及矫正过程其他相关力学特征。根据计算结果,委托压力机制造厂,设计制造了一台双龙门移动式油压机,使机车转向架构架整体焊接变形、构架侧梁挠曲及扭曲变形的矫正集中在该设备上完成,其结构如图1所示。

图1 双龙门移动式油压机
构架侧梁的挠曲焊接变形,在侧梁两端的下面加两个垫铁形成简支梁,用双龙门移动式油压机上的任何一个压头对侧梁中间部位施压,即可完成侧梁的挠曲矫正。
侧梁的扭曲焊接变形超差时,采用图2的方式,将侧梁夹在专用的调扭变形夹具上,用一个龙门上的压头,将调扭变形夹具及侧梁固定,用另一个龙门上的压头以斜对称形式,对装夹侧梁的调扭变形夹具施压,即可完成侧梁扭曲变形的矫正。
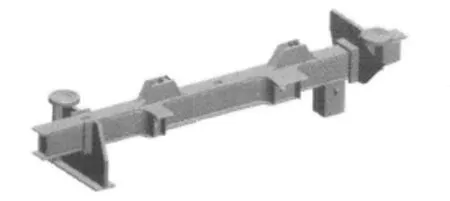
图2 侧梁调修示意图
构架整体焊接变形的矫正,实际就是消除超差的四角高度差。将构架置于双龙门移动式油压机的工作台上,其中3个共面点与侧梁中间点置于等高的工艺垫铁之上,相对3个共面点翘起的点处于悬空状态。用双龙门上的3个压头将3个共面点固定在工艺垫铁上,固定压力大于50 kN。另一压头对翘起点施压,即可完成构架整体焊接变形的矫正。
上述工序加入到正常的工艺流程中后,对于控制构架及单梁的焊接变形起到了很好的作用。构架侧梁扭曲变形控制在2 mm之内后,取消了侧梁内侧补板及上、下盖板的加工工序。构架整体焊接变形控制在2 mm之内,得以大幅度缩小构架加工部位预留的加工工艺余量值,提高了构架整体的机械加工效率。
4 结论
(1)在一台双龙门双压头移动式油压机上,可以同时完成转向架构架整体焊接变形、构架侧梁挠曲及扭曲变形的矫正工作;
(2)通过采用双龙门双压头移动式油压机矫正焊接变形,可以方便、快捷的将构架整体焊接变形、构架侧梁挠曲及扭曲变形控制在2 mm之内;
(3)构架整体焊接变形控制在2 mm之内,得以大幅度缩小构架加工部位预留的加工工艺余量值,提高了构架整体的机械加工效率;构架侧梁扭曲变形控制在2 mm内后,取消了侧梁内侧补板及上、下盖板的加工工序。
