钢包炉底吹系统的自主开发
2011-05-04连丽珍宋志华高帮国
钱 辉,连丽珍,宋志华,高帮国
(武汉钢铁股份有限公司,湖北 武汉 430083)
一、系统现状分析
武汉钢铁股份有限公司某厂二号钢包炉原底吹系统采用BronkHorst公司的一体式流量检测控制设备完成底吹流量调节。该设备调节功能集成在设备中,采用总线方式接入Profibus网络,将信号送入PLC。
由于钢包炉采用电弧加热,加热装置大电流动力电缆及电弧均产生强磁场,对总线设备有强电磁干扰,经常引起设备掉网。调节设备掉网后,阀门全关,底吹中断,引起钢包炉透气砖阻塞,减短钢包使用寿命,并且造成钢水质量降低改判等,经济损失巨大。另外,调节系统对于现场工况适应性差,受供气压力流量和双工位同时使用等因素影响,经常出现频繁上下波动,波幅较大,给生产和精炼钢水质量造成很大的影响。由于装置不能满足多工况需要,且无法进行修改,故自主开发了钢包炉底吹调节控制系统。
二、控制目标
在钢包底吹搅拌过程中,如果钢水吹氩流量过大会吹穿液面而发生喷溅,致使钢水裸露氧化,夹杂物增加。流量过小,不能快速地搅拌,无法达到去除有害气体和充分搅拌钢水的目的。因此,对氩气流量控制的精度将直接影响钢水的纯净度和质量。
在正常搅拌过程中,操作人员将根据钢水在不同阶段的搅拌要求,对搅拌气体流量随时进行调整,达到最佳的底吹效果。气体流量可以在人机界面进行设定,PLC程序将实时处理从现场流量检测设备采集回来的数据,将实时检测数据与温度、压力等环境参量通过数学模型联合运算后得出准确的实际气体流量。依靠PID控制程序将设定值和实际值的差值转换为流量控制阀门的动作模拟量,从而实现对流量的精确控制。最终流量偏差可有效控制在±5%以内,满足多工况应用并确保品种钢的生产质量。满足钢包底吹率由80%提高到100%。由于底吹流量不稳造成透气砖的堵塞罐次量基本消除,从而减少透气砖堵塞造成的经济损失。
三、实现方法
考虑到备件和设备运行等问题,选用国产调节控制设备做替代,接入原管道,由于其特殊工况环境,选用安全防爆型设备,按照电磁防护等级标准敷设电缆。利用原有控制PLC机架,增加I/O控制模板接入系统,实现控制功能。
1.外部设备
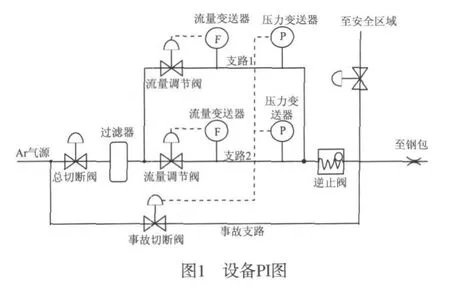
钢包底吹控制系统的管路由两条正常支路和事故支路共三条支路组成。当底吹系统正常工作时,氩气由正常支路经过流量调节后吹入钢包内,实现底吹功能;当透气砖发生堵塞时,系统切换到事故支路,加大氩气压力,强行吹开堵塞的透气孔,保证底吹能够正常进行。
底吹系统为了能够达到流量的精确控制和最大程度地保障生产正常进行,对现场流量支路进行了冗余设计,使用了双流量控制回路。两条流量控制支路在生产中同时使用,在其中一条支路发生故障时,可以立即调整另外一条支路的流量设定值,满足生产工艺需要的总氩气流量。
系统中正常流量控制支路由过滤器、流量调节部分、压力检测部分、输送管道和放散管道等组成。另外,底吹系统在逆止阀和快速接头之间安装了放散切断阀门。在每次系统底吹结束后,放散阀门自动开启,将残留气体放空,防止在操作人员拆卸钢包快速接头时管道内残留的高压气体冲出,能有效地保障人身安全(见图1)。
2.控制系统设备
本系统采用S7 400主站挂IM153扩展机架的方式进行硬件配置,利用300型模板进行数据采集,具有优异运算性能的CPU419进行数据处理和逻辑运算,使用CP443实现网络通信进行数据交换。这些数据包括与其他系统PLC间的过程数据以及控制数据。PLC与二级机间的数据交换,也由CP443通过工业以太网完成。底吹系统检测设备通过硬线接入I/O远程模板采集信号,扩展机架均通过DP电缆通过PROFIBUS网络接入系统,节省了布线所需大量电缆。避免线路过长产生干扰。
3.软件介绍
本系统采用Siemens公司Step7软件作为下位机组态工具软件。上位机采用Siemens公司的WinCC软件进行开发。
四、下位机组态
1.系统硬件配置
控制系统的主机站使用的是Siemens公司S7 400系列,为了节约成本和减少施工量,设计采用了在就地S7 300系列的扩展机站上增加I/O通道的方案,通过Profibus总线将数据传输到主机站。
2.系统组态
S7系列PLC的系统组态分为硬件和软件组态两部分。在硬件安装完成后,必须在下位机软件中对硬件进行组态才能正常运行。在图形化的硬件组态窗口下,按照现场实际硬件配置,从设备列表中选取相应型号的机架、模板和可分布式I/O等搭建硬件平台。在组态窗口下,对硬件平台内的设备进行参数设置,建立可分配参数模板的特性,如启动特性、保持区等。根据现场控制设备的性能要求,对每个I/O通道的组态参数进行单独的设置,其中包括定义通道的地址、定义通道的信号类型及定义信号的量程范围。
软件组态就是将控制逻辑思想转换成S7系统能够执行的程序代码。在软件组态窗口中,可以根据控制逻辑在组织块(OB)、程序块(PB) 和功能块(FC)中编写程序代码,完成各种控制过程。系统运算处理完成的各项数据都可以保存在数据块(DB)中,并通过通信功能发送到网络上。
3.逻辑功能
底吹系统的各种工作状态均为自动操作,同时操作员可根据搅拌情况在HMI操作站上进行人工干预。
底吹系统的自动控制逻辑主要分为系统启动、流量调节、停止和事故状态控制四个部分。启动部分接收启动命令,判断系统是否具备启动条件;流量调节部分根据工艺流量设定值,自动调节搅拌气体流量;停止部分接受停止指令,控制系统自动停止底吹过程;事故状态控制部分是在系统发生故障时,进入紧急控制的过程。下面将详细介绍每个部分的具体控制逻辑流程。
(1) 系统启动
图2为系统启动过程的逻辑图。系统在接收到启动命令后,会对以下4个逻辑条件进行依次判断。
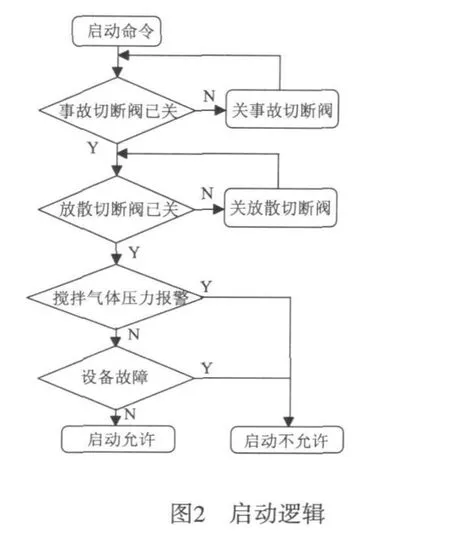
①事故切断阀门是否在关状态,否则将自动发出关事故切断阀门指令;
②放散切断阀门是否在关状态,否则发出自动关指令;
③当搅拌气体总管的压力低于0.8MPa时,系统禁止自动启动;
④系统中的任一设备处于故障状态,系统禁止自动启动;
当以上4个逻辑条件全部满足时,系统发出启动允许指令,控制逻辑继续进行下一阶段的自动控制,否则自动控制过程中断。
(2) 流量调节
当系统发出启动允许后,控制程序会检查停止命令是否存在。如果存在,系统不会执行流量控制程序;否则,控制系统开始调节气体流量,钢包底吹功能正式开始运行。
流量控制程序应用了PID控制原理,根据系统的偏差,利用比列、积分、微分计算出控制量对被调量进行调节。图3是PID控制的逻辑功能图,将被调量CTR_VAR和设定值SETPT进行比较得出差值,经过比例、积分、微分作用后的输出量控制现场调节设备,达到被调量满足设定值要求的目的。

(3) 系统停止
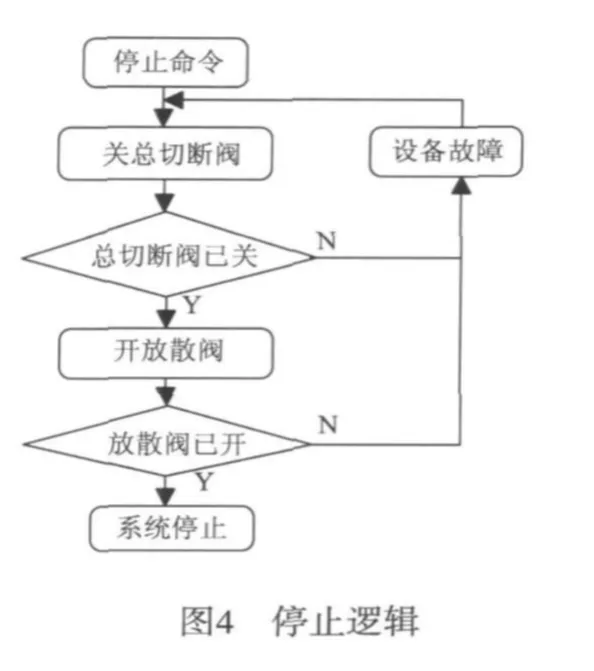
图4为系统停止过程的逻辑图。系统在接收到停止命令后,会依次执行以下两个动作:
①发出关总切断阀命令,切断底吹系统的工作气体;
②在确认总切断阀为关状态后,发出开放散阀命令,排放系统管道中残留的高压工作气体。
以上过程中,设备不能按照系统的指令动作,系统将发出设备故障信号,程序跳转到停止逻辑的起始端重新执行以上动作。如果设备能够正常动作,在放散阀门开启10s后,系统将进入停止状态。
(4) 事故状态
底吹系统在工作时,如果调节阀后管道压力超过正常值达到1.0MPa以上,系统将认为是管道或透气砖有堵塞现象,自动转入事故状态(见图5)。事故切断阀将自动开启,同时总切断阀自动关闭,保证事故支路的用气压力。此时底吹系统用总管道上1.2MPa的Ar气对管道和透气砖进行吹扫,强行冲开堵塞的气路。
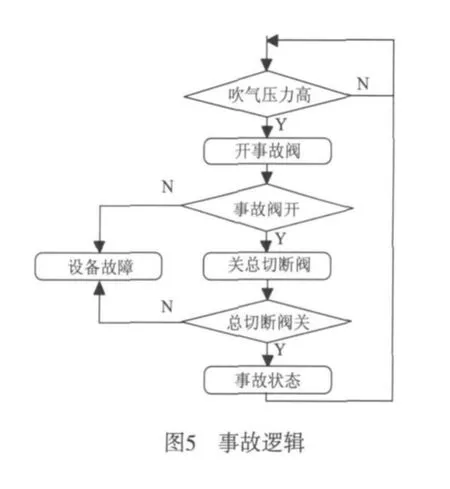
在事故状态控制执行过程中,阀门不能按照要求动作,系统将发出设备故障信息。如果设备全部按程序动作,系统转入事故状态(见图5)。当管道内的压力恢复到低于1.0MPa时,事故状态将自动解除。
五、上位机组态
1.HMI与PLC数据交换实现
HMI和PLC使用RJ45网线,通过交换机接入工业以太网。S7 400系列CPU通过使用CP443实现网络通信进行数据交换。这些数据包括与其他系统PLC间的过程数据以及控制数据。PLC与二级机间的数据交换,也由CP443通过工业以太网完成。
2.HMI设备控制组态
钢包炉底吹系统HMI通过屏幕下部两个按钮工作条进行画面切换,最底部按钮条为系统功能分类,底吹系统过程控制在F2类中,点击进入后,选择Ladle B stirring进入底吹控制画面。
该HMI画面是对PI图1的描述,操作人员和维护人员可直接在画面中了解工艺流程控制、现场设备状态,操作人员可以通过HMI上检测点数值和设备工作状态对生产状况进行监测、判断,也可以通过HMI上面控制画面对现场设备进行操作控制,改变工艺设定值,从而满足不同工艺要求,达到钢水精炼效果。另外,对于控制量,如流量、压力、温度以及相应控制阀门,其相应过程量和控制量趋势曲线均归档在Wincc中,可以随时调出以供查询。
3.系统说明
(1)HMI上设备状态显示代表的状态
①HMI上系统设备模式选择中:A为自动模式,M为手动模式;
②HMI上的切断阀阀帽显示为棕色时设备处于自动模式,显示为灰色时设备处于手动模式;
③主管路的压力大于600kPa时为正常,HMI上显示为绿色;压力低于600kPa时为非正常状态,HMI上显示红色报警;
(2) 系统功能
①系统可以实现钢包底吹氩和破渣功能,在生产中可以随时切换两种功能;
②可以同时对系统中的1#线和2#线进行流量控制调节,流量调节范围为0~1 250L/min;
③系统停止钢包底吹功能时,管路放散阀自动开启,保持10s钟后自动关闭。
六、结语
LF炉底吹系统是炉外精炼系统重要组成部分,其底吹效果好坏直接影响钢水品质。本系统解决了原有底吹系统设备掉网问题,现场设备严格选型保证其设备特性满足工艺及现场环境要求。利用原PLC机架,增加少量I/O模板将设备接入系统。采用面向对象方式开发设备控制程序和工艺控制程序。图形化操作界面及记录功能为操作人员提供详实的数据支持。LF炉底吹系统投产以来,运行稳定,双流量控制回路的设计确保了系统的安全、稳定性,可实现在不同工况下对气体流量的控制,保证了精炼品种钢的稳定性。其旁路控制可对钢包进行高压吹堵操作,极大程度地延长钢包的使用周期。对降低生产成本,提高钢水质量有显著效果,在降本增效中取得了可观的效益。
