扫描电镜在织物、纱线色差分析中的应用
2011-04-05高仪祥
高仪祥
(中国石化仪征化纤股份有限公司技术中心,江苏仪征 211900)
扫描电镜在织物、纱线色差分析中的应用
高仪祥
(中国石化仪征化纤股份有限公司技术中心,江苏仪征 211900)
介绍了一种使用扫描电子显微镜分析织物色差原因的方法,通过对织物结构、纱线质量进行形貌分析,发现织物密度、纱线质量以及并丝、僵丝、断头、未牵伸丝等纤维疵点是织物产生色差的原因。结果表明,该方法具有快速、便捷、准确的优点,可以完全满足生产、营销的技术需要。
扫描电镜 色差 织物 纱线 纤维
扫描电子显微镜最初发展的目的,是用于微型电路研究工作,20世纪60年代初,利兹大学的锡科斯基(Sikorski)和杜邦公司的科学家们才开始认识到扫描电子显微镜在纤维测试方面具有很大的潜在能力[1]。扫描电子显微镜具有放大倍率高、分辨率高、图像清晰、立体感强、景深大、试样制备简单等特点,所以非常适合织物、纱线以及纤维样品的微区形貌分析。
色差是织物和纱线染色后较为常见的问题,在外观表现上多种多样:有左中右色差,正反面色差和前后色差[2],还有深色条、浅色条、长色条、短色条,随机分布和固定间隔出现色条等。出现色差的原因有多方面:如纤维内部结构、纱线本身质量、织物组织结构、设备的选择、水的质量、前处理、染色与后处理时的工艺配方、工人操作水平等。归根到底,决定织物颜色的主要因素是纤维内部结构、织物组织结构和染色加工条件。
在实际工作中笔者得到的色差样品通常是染色后出现问题的织物面料、筒子纱线、绞纱等,由于对其染色加工条件并不清楚,所以一般从分析织物组织结构、纱线本身质量以及纤维结构着手来分析产生色差的原因。对于一些电镜形貌分析不能直接发现色差原因的样品,还需要采用化学分析以及红外光谱等多种手段进行综合分析。笔者着重介绍应用扫描电镜从织物组织结构、纱线本身质量以及纤维结构的角度来分析织物、纱线产生色差的原因。
1 实 验
1.1 仪器与工具
扫描电子显微镜,Leica S440;
喷镀仪,POLARON SC502;
制样铜板,自制;
碳导电双面胶带,spi;
双面刀片,吉列白金;
医用手术剪,6吋。
1.2 实验方法
用于扫描电镜分析的样品表面必须具备一定的导电性,由于织物、纱线样品电阻率高,导电性差,直接用电镜观察样品表面容易产生电荷积聚,导致出现明暗场等图像失真现象,所以必须在样品表面喷涂一层连续的导电金属膜以提高样品的二次电子发射率、减少热损伤,得到真实清晰的图像信息。为了在获得高分辨率图像的同时减少电子束对样品的损伤,经过长期的分析测试工作摸索,一般选择6~8 kV加速电压以及10 pA左右的束流[3]。
1.2.1 表面形貌分析
在制样铜板上贴上碳导电双面胶带,将织物或纤维样品固定在碳导电双面胶带上,将样品放入喷镀仪,喷金处理75 s后,放入扫描电镜样品室观察表面形貌。首先低倍率观察色差区域织物密度是否有差异,然后调至高倍率分析纱线组成是否异常。
1.2.2 截面形貌分析
将织物、纱线或纤维放在载玻片上,使用吉列白金双面刀片沿径向将其快速切断,尽量减少切断时对样品形貌造成的变化。在样品台侧面贴上碳导电双面胶带,将样品断面向上固定在样品台侧面后放入喷镀仪,喷金处理75 s后,放入扫描电镜样品室观察色差区域样品截面形貌。
1.3 实验样品
各种不同外观表现的色差织物、纱线。
2 结果与讨论
2.1 织物质量原因造成的色差
某用户针织物染色后出现固定间隔的浅色长色条(图1),对比浅色条部分(图2)与正常部分(图3)纱线,未见异纤度丝及其他成分纤维。颜色正常部分线圈蓬松、密实,纱线偏粗,浅色部分纱线偏细、织物组织稀薄。仔细观察可以发现浅色条处纱线密度较稀疏。由于浅色条是固定间隔出现的,所以分析认为是由于织造工艺不良造成纱线周期性张力不匀,导致织物密度差异。织物的染色性除与纤维的染色性相关外,还与织物的编织状况有关。显然,同批纤维吸收的染料量与纤维质量成正比,若单位长度或单位面积上所含纤维质量较少,则吸收的染料量亦较少,反映在外观上就是织物密度稀疏的部分颜色较浅。

图1 针织物上浅色长色条
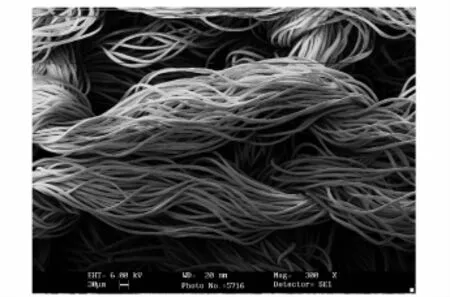
图2 浅色条部位纱线
2.2 纱线质量原因造成的色差
某用户涤棉织物染色后出现深色色点,对其进行经纬密度分析,发现色差区域纱线较正常纱线粗。对色差区域纱线进行局部形貌分析,与正常纱线表面相比,色差纱线表面呈扁平带状的纤维所占比例较大,有天然扭曲(图4);截面形貌显示,色差区域带空腔的腰圆形纤维比例高于正常纱线,说明色差区域棉纤维所占比例高于正常纱线,且棉纤维杂乱分布于纱线表面。分析认为由于棉纤维与涤棉混纺纱上染率不同,所以产生色差,造成色差的棉纤维并非是原料中涤纶和棉的配比差异造成,可能是纺纱过程中飘入的飞花。

图3 正常部位纱线

图4 色差纱线表面扁平带状纤维
某用户纱线出现深色色点,电镜形貌分析显示纱线捻度、纱线纤维纤度及纱线成分无差异。正常部分纱线纤维表面平滑(图5),色点部位纤维表面出现损伤产生的碎屑状物体(图6)。正常纤维的表面一般是平滑的,如果上油不良,或所接触的机器表面粗糙,纤维表面被划伤,破坏纤维表面已形成的分子规整聚集状态,导致染料分子易于渗入纤维内部,使上染率增加。结合用户实际生产情况,分析认为纤维损伤原因可能为细纱加工过程中钢领、钢丝圈配合不好,纱线和钢丝圈摩擦导致纤维损伤。
2.3 纤维质量原因造成的色差
某用户织物染色后出现深色长色条,在低倍聚焦至图像清晰后,发现织物经纬密度正常。进一步对色差区域纱线进行局部形貌分析,可以发现纱线中有直径较粗且有径向裂纹的纤维(图7),分析认为直径较粗且有径向裂纹的纤维可能是纺丝过程中牵伸不匀形成的未牵伸丝。
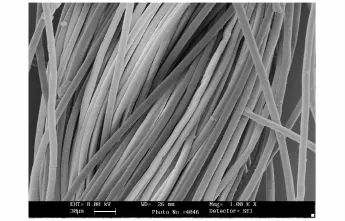
图5 表面平滑的正常纱线纤维

图6 磨损后的纱线纤维
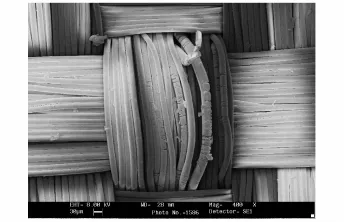
图7 直径较粗且有径向裂纹的纱线纤维
某用户织物染色后出现深色长色条,在低倍聚焦至图像清晰,发现色差纱线明显比正常纱线粗,对色差纱线进行局部形貌分析后发现其中有很多纤维结(图8)。分析认为纤维结是纺丝过程中形成的疵点。
与正常纤度的纤维相比,纺丝过程中牵伸不匀形成的未牵伸丝和纺丝过程中形成的疵点,都属于未完全牵伸丝。由于拉伸不足,纤维结晶度要小于无色差的正常纤度的纤维[4],即非晶区比例高。织物染色时,由于结晶区分子排列紧密,在高温高压下染料分子进入较少,但高温高压下染料更容易进入纤维的非结晶区,与非结晶区中官能团结合。非晶区比例越高,吸收的染料就越多,实际染色中更易染得深色[5]。

图8 含有许多纤维结纱线纤维
某用户使用涤纶纤维和棉混纺生产的平纹织物染色后出现经纬向不规则随机分布(2~5 cm)色条,织物在坯布时未出现色差,但经丝光、荧光增白后色差显现。通过对颜色正常处的织物和色差处织物进行电镜微区形貌分析,未见织物经纬密度差异和异纤成分(图9)。对色差处纱线表面和截面进行电镜形貌分析,织物所用纤维截面分别为圆形截面、腰鼓形带空腔截面。通过红外光谱分析(压膜法、液氮法),两种方法均显示织物有效成分为涤棉混纺(T/C)织物。为了进一步识别织物中色差纤维的成分,将色差处织物浸泡在75%硫酸溶液24 h后,色差依然存在,但比硫酸处理前色差浅。经红外光谱分析确认棉成分已经完全腐蚀,电镜形貌分析显示,纤维截面中只有普通常规涤纶,说明纱线截面中显示的带空腔纤维实际为棉纤维(棉纤维在纺织加工中截面受力变形所致),因此色差和涤纶纤维有关。仔细观察纱线截面图像,可以发现涤纶纤维中有并丝存在(图10),并丝由2~3根少量纤维粘附在一起形成,但单根纤维形态清晰。此类形态的并丝通常在纤维生产中产生。
某用户织物染色后出现随机分布深色短色条,在低倍聚焦至图像清晰后,发现织物经纬密度正常,无异纤成分。对色差区域纱线进行局部形貌分析,发现深色部分纱线中有直径较粗的纤维(图11),分析认为有两种可能:一是纤维生产过程中由于牵伸不匀形成的异纤度丝,与正常纤维相比牵伸不足造成取向与结晶度均较低,染色后表现为颜色较深;二是后道用户在纺纱生产中混入其它异纤度纤维或其它品种纤维造成。可通过红外光谱进一步分析织物的成分,并向用户了解纺纱现场是否有同纤度的纤维原料。
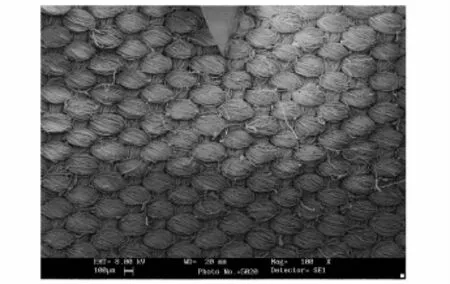
图9 织物经纬密度无异常

图10 纱线截面中的并丝
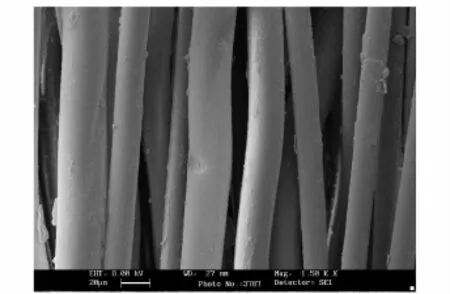
图11 深色纱线中直径较粗纤维
某用户针织物染色后出现深色色点,经电镜微区形貌分析,发现色点部位为纺丝中形成的并丝(图12)。由于并丝单位面积上所含纤维质量数较多,吸收染料量亦较多,所以在织物色调上呈现为深色色点。
某用户针织物染色后出现深色色点,经电镜形貌分析,发现织物经纬密度正常,色点部位为断裂的直径较粗的未牵伸丝(图13)。由于牵伸不足,所以与正常纤维相比结晶度较低,非晶区所占比例较高,染料更容易进入,染色后表现为颜色较深。

图12 针织物色点部位并丝

图13 纱线中断裂的未牵伸丝
某用户纱线出现深色色点,通过电镜对样品纱线正常部分和色差部分进行对比,未发现捻度差异。对纱线的深色色点部分进行微区形貌分析,发现色差原因为纺丝过程中产生的并丝(图14)。由于并丝单位面积上所含纤维质量数较多且相对正常纤维牵伸不足,所以吸收染料量较多,在色调上呈现为深色色点。

图14 纱线中的并丝
某用户水刺无纺布上出现白色硬点,对白色硬点进行表面形貌(图15)和截面形貌(图16)分析,判断其为纤维熔融缠结后形成的浆块。经红外光谱分析显示其成分与正常纤维一致,均为PET。

图15 无纺布白色硬点表面形貌

图16 无纺布白色硬点截面形貌
3 结 论
从电镜微区形貌分析的结果来看,造成织物和纱线色差的原因主要有以下几个方面:
a)织物质量原因:由于织物密度不匀,单位长度或单位面积上所含纤维质量不同,造成吸收的染料量也不同,反映在外观上就是织物颜色的差异。
b)纱线质量原因:色差部位成分为涤棉纱线纺纱过程中混入飞花形成的棉纤维疵点、纱线纺纱过程中混入的异物以及纺纱过程中纱线的损伤点。由于棉纤维疵点、异物与正常纤维的上染率不同而形成了色差。纱线纤维表面被划伤后,破坏了纤维表面已形成的分子规整聚集状态,导致染料分子易于渗入纤维内部,使上染率增加,导致颜色较深。
c)纤维质量原因:色差部位成分为纤维生产过程中产生的僵丝、并丝、注头丝以及未牵伸或牵伸不匀造成的直径较粗的异纤度丝。与正常纤度的纤维相比,这些产生色差的异纤度丝由于拉伸不足,所以结晶度要小于无色差的正常纤度的纤维,即僵丝、并丝、注头丝以及异纤度丝非晶区比例高。织物染色时,由于结晶区分子排列紧密,高温高压下染料更容易进入纤维的非结晶区,与非结晶区中官能团结合,非晶区比例越高,吸收的染料就越多,实际染色后表现为深色。
[1] 杨建生译.纤维和纺织品的表面性能(上)[M].北京:纺织工业出版社,1982:303~310.
[2] 吕居生,王书丽.涤棉织物染色色差分析及解决办法[J].河南纺织科技,2003,24(3):14~16.
[3] 杜学礼,潘子昂编.扫描电子显微镜分析技术[M].北京:化学工业出版社,1986:173.
[4] 董纪震,孙桐,古大治等编.合成纤维生产工艺学(上册)[M].北京:纺织工业出版社,1987:464.
[5] 张亮恭,钱樨成,刘紫威等译校.纺织测试手册[M].北京:纺织工业出版社,1987:431.
Application of scanning electron microscope in the analysis of fabric and yarn with color defect
Gao Yixiang
(Sinopec Technical Center of Yizheng Chemical Fiber Co.Ltd.,Yizheng Jiangsu 211900,China)
This paper discussed a new method for analyzing the cause of fabric and yarn with color defect by scanning electron microscope.We found that the numerous cause of color defect on fabric were fabric structure density and the quality of yarn and fiber by analyzing fabric and yarn texture.This method had the advantage of fast and accurate and it could fully satisfy the need of manufacture and distribution.
Scanning Electron Microscope(SEM);color defect;fabric;yarn;fiber
TQ340.7
:B
:1006-334X(2011)02-0056-05
2011-05-10
高仪祥(1970-),江苏仪征人,主要从事扫描电镜、X射线衍射、流变分析测试工作。
