基于PLC及触摸屏技术的CIP清洗控制系统的设计
2011-02-09刘文芳
刘文芳
(天津机电职业技术学院,天津 300131)
0 引言
CIP ,是英文Clean-In-Place的缩写,即就地清洗或称为原位清洗, 其定义为不拆卸设备或元件,在密闭的条件下, 用一定温度和浓度的清洗液对清洗装置加以强力作用, 使与食品接触的表面洗净和杀菌的方法。CIP清洗设备广泛应用于食品加工业,尤其是奶制品、果汁、啤酒和饮料工业。在食品加工的过程中,清洗与卫生是第一位,必须采取措施防止任何对食品的污染,因此CIP清洗设备就显得非常重要。如今CIP 系统与自动控制技术相结合,对CIP清洗设备采用PLC及触摸屏进行控制,提高了设备的自动化程度和可靠性。使其在食品工业的领域得以普及应用。
1 CIP清洗系统工艺流程
CIP 清洗系统。分有全自动和手动调整方式可供选择。 全自动方式中分为准备程序、调配程序、水清洗程序、碱清洗程序、CIP全程序。 CIP中心站除能设定各阶段的清洗时间外,还能设定清洗温度,清洗液浓度及在清洗液浓度不足时自动进行添加的功能。能通过触摸屏选择适应的运行程序,设备采用 PLC 对 CIP 步骤进行自动控制。同时能自动控制 CIP 的清洗液种类、清洗液浓度、清洗时间、清洗温度清洗流量等要素。
以CIP全程序为例:分为第一路CIP清洗和第二路CIP清洗可分别采用两路清洗,也可两路同时清洗,现以第一路CIP清洗为例,说明其工艺流程。
按下触摸屏上 :(0501出料泵1、0101电磁阀一直运行)
1)水清洗,0401电磁阀、0105电磁阀开,(水洗时间T130);
2)碱清洗, T130时间到,0401电磁阀关,0201电磁阀开,(0105电磁阀继续开,碱赶水),在经过延时时间T131后,0105电磁阀关,0204电磁阀开。(开始碱循环,碱循环时间T132);
3)水清洗,T132时间到,0201电磁阀关,0401电磁阀电磁阀开,(0204电磁阀继续开,水赶碱),在经过延时时间T133后,0204电磁阀关,0105电磁阀开(水清洗),(水清洗时间T134);
4)酸清洗,T134时间到,0401电磁阀关,0301电磁阀开,(0105电磁阀继续开,酸赶水),在经过延时时间T135后,0105电磁阀关,0304电磁阀开,0301电磁阀电磁阀继续开(开始酸循环,酸循环时间T136);
5)水清洗,T136时间到,0301电磁阀关,0401电磁阀开,(0304电磁阀继续开,水赶酸),在经过延时时间T137后,0304电磁阀关,0105电磁阀开(水清洗),(水清洗时间T138),T138到时,所有阀和泵关闭,清洗完毕。工艺流程图如图1所示。
2 CIP清洗系统控制方案
在CIP 清洗系统中,共有被控对象28个。其中出料泵2台、回流泵2台、酸碱泵各1台(隔膜泵用压缩空气控制)、浓碱搅拌泵1台、电磁阀19个,比例调节阀2个。需要输入点13个。系统采用PLC和触摸屏控制。PLC采用西门子S7-200 CPU226,加2个EM222输出扩展模块和1个EM231热电阻输入模块、1个EM232模拟量输出模块。触摸屏采用西门子TP270。

图1 CIP 清洗系统工艺流程图
I/O表分配如下:
I0.0急停按钮、I0.1碱罐高液位、I0.2碱罐低液位、I0.3酸罐高液位、I0.4酸罐低液位、 I0.5热水罐高液位、I0.6热水罐低液位、I0.7碱罐浓度计上限、I1.0碱罐浓度计下限、I1.1酸罐浓度计上限、I1.2酸罐浓度计下限、AIW0热电阻1、AIW2热电阻2。
Q0.0出料泵1(0501)、Q0.1出料泵2(0502)、Q0.2浓碱搅拌泵(0503)、Q0.3酸泵(电磁阀)0504、 Q0.4碱泵(电磁阀)0505、Q0.5(电磁阀)0101、 Q0.6(电磁阀)0102 、Q0.7(电磁阀)0103、 Q1.0(电磁阀)0104、Q1.1(电磁阀)0105 、Q1.2(电磁阀)0106、Q1.3(电磁阀)0201、 Q1.4(电磁阀)0202、Q1.5(电磁阀)0203、 Q1.6(电磁阀)0204 、Q1.7(电磁阀)0205、 Q2.0(电磁阀)0301、Q2.1(电磁阀)0302、 Q2.2(电磁阀)0303、Q2.3(电磁阀)0304、 Q2.4(电磁阀)0305、Q2.5(电磁阀)0401、 Q2.6(电磁阀)0402、Q2.7(电磁阀)0403、Q3.0运行灯(绿色)、Q3.1报警灯(红色)、Q3.2回流泵1、 Q3.3回流泵2、AQW0调节阀1、AQW2调节阀2。
3 CIP清洗系统控制软件设计
3.1 触摸屏程序设计
触摸屏采用组态软件WinCC fiexbie编程,触摸屏主菜单如图2所示,从主菜单按下不同的按钮,可分别进入不同的子程序。
如按下手动调整,进入手动调整画面。(和工艺流程图画面相同)按画面上的绿色按钮,可接通所对应的阀和泵,接通以后,按钮变为红色,再按下红色按钮,断开所对应的阀和泵。按右下角的返回按钮,返回主菜单。

图2 触摸屏主菜单
若按下准备程序、调配程序、CIP全程序等按钮,则分别进入不同的程序。自动控制28个被控对象按照PLC程序自动运行。触摸屏上则显示监控画面,哪个设备得电,哪个设备的绿色按钮变成红色。
3.2 PLC程序设计
在PLC程序中,主要分为2部分,一是实现工艺流程的顺序控制功能,二是实现温度控制的PID运算功能。
PID运算的任务就是根据反馈与给定的相对差值(给定温度和检测温度差值),按照PID运算规律计算出结果,输出模拟量信号给到在蒸汽管道上安装的比例阀的执行器,以达到自动调节比例阀开启的大小,跟随给定温度变化的目的。
PID控制具有在时间上连续的线性PID控制规律。其数学表达式为:
式中第一项为比例(P)部分, 第二项为几分(I)部分, 第三项为微分(D)部分,Kp为比例增益;Ti为积分时间;Td为微分时间。将各种PID控制算法应用于实际系统时,必须先确定控制器中各参数的具体值,如放大系数Kp,积分时间常数Ti,微分时间常数Td,以使系统性能 满足一定要求。关于PID参数的工程整定方法,常用的有临界比例度法、衰减曲线法、经验试凑法等。但由于实际中很难获得被控对象精确的数学模型,所以通常PID参数的整定都采用实验法,调试的过程非常繁琐。
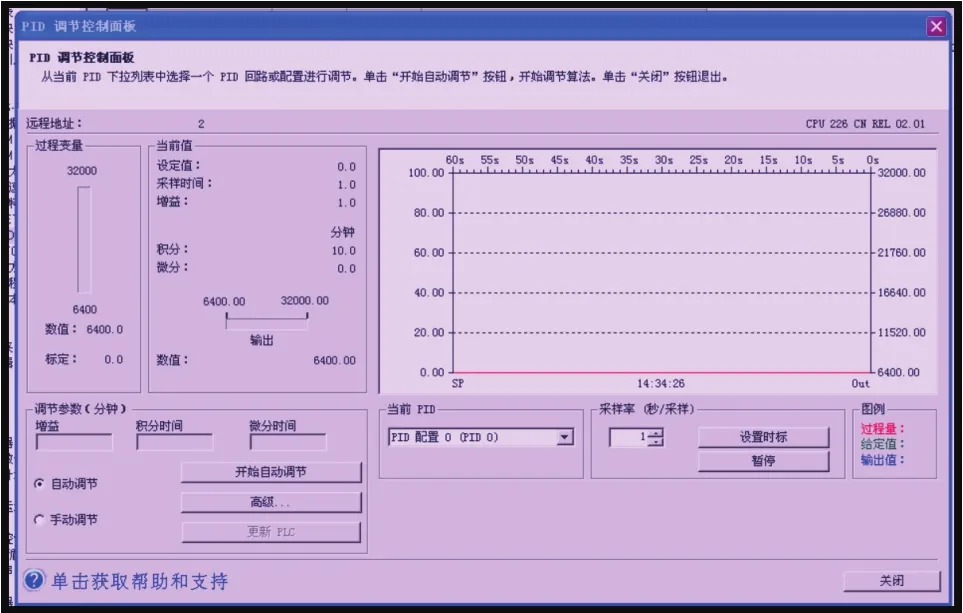
图3 PID调节控制面板
新版本的S7-200 PLC支持PID自整定功能,STEP7-Micro/WIN也添加了PID自整定控制面板。PID自整定的目的在于为用户的过程控制回路提供一套最优化的整定参数,使用这些整定值可以使系统达到最佳的控制效果真正优化控制过程。根据控制过程的检测值和用户所选择的响应速度模式,PID自整定算法自动推荐增益值、积分时间和微分时间值,并可自动确定滞后值和过程变量峰值偏移。在同一时间8个PID回路可以同时进行自整定。用户可以使用触摸屏的程序或PID整定控制面板启动或取消自整定过程,以及在图表中监视结果。控制面板会显示所有可能发生的错误和警告信息,也允许将自整定后得到的参数应用到实际控制中去。图3是PID调节控制面板。
4 结论
CIP 系统与自动控制技术相结合,对CIP清洗设备采用PLC及触摸屏进行控制,提高了设备的自动化程度和可靠性。使其在食品工业的领域得以普及应用。
[1] S7-200可编程序控制器系统手册.西门子(中国)有限公司自动化与驱动集团,2004.
[2] 深入浅出西门子S7-200 PLC(第3版) 西门子(中国)有限公司自动化与驱动集团,2007,7.
