轴流风机装配工艺方法研究
2011-01-25曲国丽宋占明
曲国丽,宋占明
(1.哈尔滨汽轮机厂有限责任公司;2.哈尔滨热电有限责任公司)
1 前言
A23轴流风机机组导叶片前五级叶片为可转导叶片,叶顶不进行车序加工,依靠钳工安装保证。目前装配过程采用“划线法”、“测量计算法”进行装配,效果均不理想,效率低,操作者劳动强度大,装配质量不容乐观。故解决此类型工件的装配颇为重要。
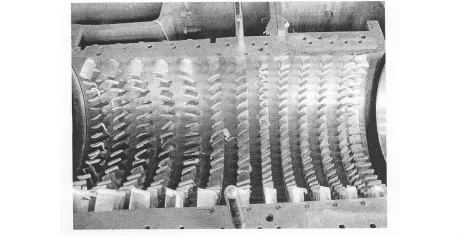
图1 A23轴流风机内缸
2 问题的提出
在装配过程中我们总结出以下3个问题。
(1)A23风机内缸内表面为流线型,内部装有静叶片和转动导叶。总装对内缸找中心时只能依靠测量静叶片及转动导叶片叶顶至假轴尺寸找中心,此办法即困难,测量数值又不准确,超差最大达到0.5mm。
(2)以进口导叶(A23.100.001)为例:图纸要求38片进口导叶片叶顶在Φ658圆上,安装方式是钳工用测量法测量叶顶进气侧到内缸内表面尺寸132.28mm来保证叶片同心。内缸内表面是流线型的,用上述方法逐一安装各叶片,存在着较大的误差。
(3)装配误差导致前五级转向导叶片不在一个圆上。
3 工艺方法改进
(1)解决方案1,提高内缸找中质量
工艺上内缸对于外缸中心要求:
①内外缸同心,允差0.1mm(量叶片顶);
②横向水平为0,允差0.5格/M,水平方向与外缸一致。
内缸精车时,在内缸前端镶三段辅助找中垫块,与内缸一同加工,使之与内缸同心,找内外缸同心时以此作为找中圆,可以保证在0.1mm以内。
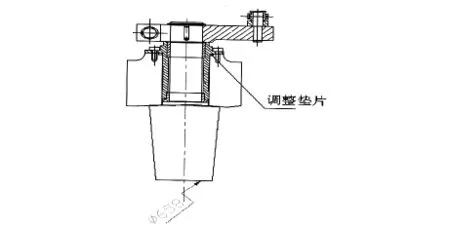
图2

图3
(2)解决方案2,设计工装提高装配质量
经过研究、试验,为成型工装,此工装解决了操作者每只叶片测量叶顶进气侧到内缸内表面尺寸132.28mm,此工装直接调整到该尺寸,在装配时操作者调整垫片即可保证整圈叶片同心。
(3)解决方案3,采用固定导叶的方法,加强转向导叶片位置控制,提高通流间隙的真实性。
4 结论
经转向导叶片装配方法改进后:
(1)装配质量大幅提高,叶片返修率降低到20%以下。
(2)内缸找中心a、b、c三点尺寸达到工艺要求0.1mm内,左右无偏差。
(3)固定导叶后,多次测量数值一致。
充分证明了工艺改进的必要性,通过固化到文件中,对以后装配此类型产品,起到了十分重要的作用,另外在现场悬挂与操作相关的流程要求、将工艺步骤以图解方式绘制宣传板挂于生产现场,操作者严格按上述要求操作,效果良好。