加压气化炉炉篦铸件的研发
2011-01-24鲁志武胡祥永徐素峰
鲁志武,胡祥永,徐素峰
(太原重工特种铸造分公司,山西 太原 030024)
加压气化炉是一种进行煤气转化的比较先进的节能装置。山西省最早是山西化肥厂(天脊集团)从国外引进的。
加压气化炉由煤锁、炉体和灰锁三部分组成(见图1)。炉体设在加压气化炉的中部,炉体内装有炉篦,它的主要作用是支撑炉内燃料层,均匀地将气化剂分布到加压气化炉横截面上,维持炉内料层的移动,将气化后的灰渣破碎并排除,所以炉篦是保证加压气化炉正常连续生产的重要装置。

图1 加压气化炉结构简图
炉篦分为5层,从下到上逐层叠合固定在底座上,如图2。炉篦底层的下面设有3个刮灰刀安装口,刮灰刀的安装数量由气化原料煤的灰分含量来决定,灰分含量较少时可安装1~2把刮刀,灰分含量较高时安装3把刮刀。支撑炉篦的止推轴承体上开有两个注油孔,由外部高压注油泵通过油管注入止推轴承面进行润滑。炉篦的传动采用电动或液压(采用变频调速电动机和减速机)进行驱动,具有调速方便、工作平稳等优点。
炉篦由62种零件(其中铸件23种)重叠组装成金字塔式的大型锥体,最大直径约3400mm(图2),其受热温度约1000℃,由此可见其工作环境的恶劣和结构之繁杂,有较高的技术难度。构成炉篦的铸件的质量是炉篦能否顺利工作的保证。组成炉篦的各铸件见表1。
煤化工设备是太原重工的主要产品之一。为了使该产品国产化,生产出更符合我国实际情况的加压气化炉,太原重工集中了设计、工艺和制造的技术人员组成了我们,进行认真分析、广泛的调研、多次的试验,克服了重重困难,攻克了各个难关,历经一年多的奋战,生产出炉篦上用的铸件,并加工组装成功,最终生产出符合我国国情的加压气化炉整机,其各项技术指标达到设计要求,并在一部分厂矿生产中应用,效果良好,铸件的各项检测指标见测试报告(报告从略)。炉篦的铸件明细见表1。

图2 炉篦
1 试制生产过程
1.1 产品分析
我们对组成炉篦的23种铸件逐一进行了分析,明确了关键点。
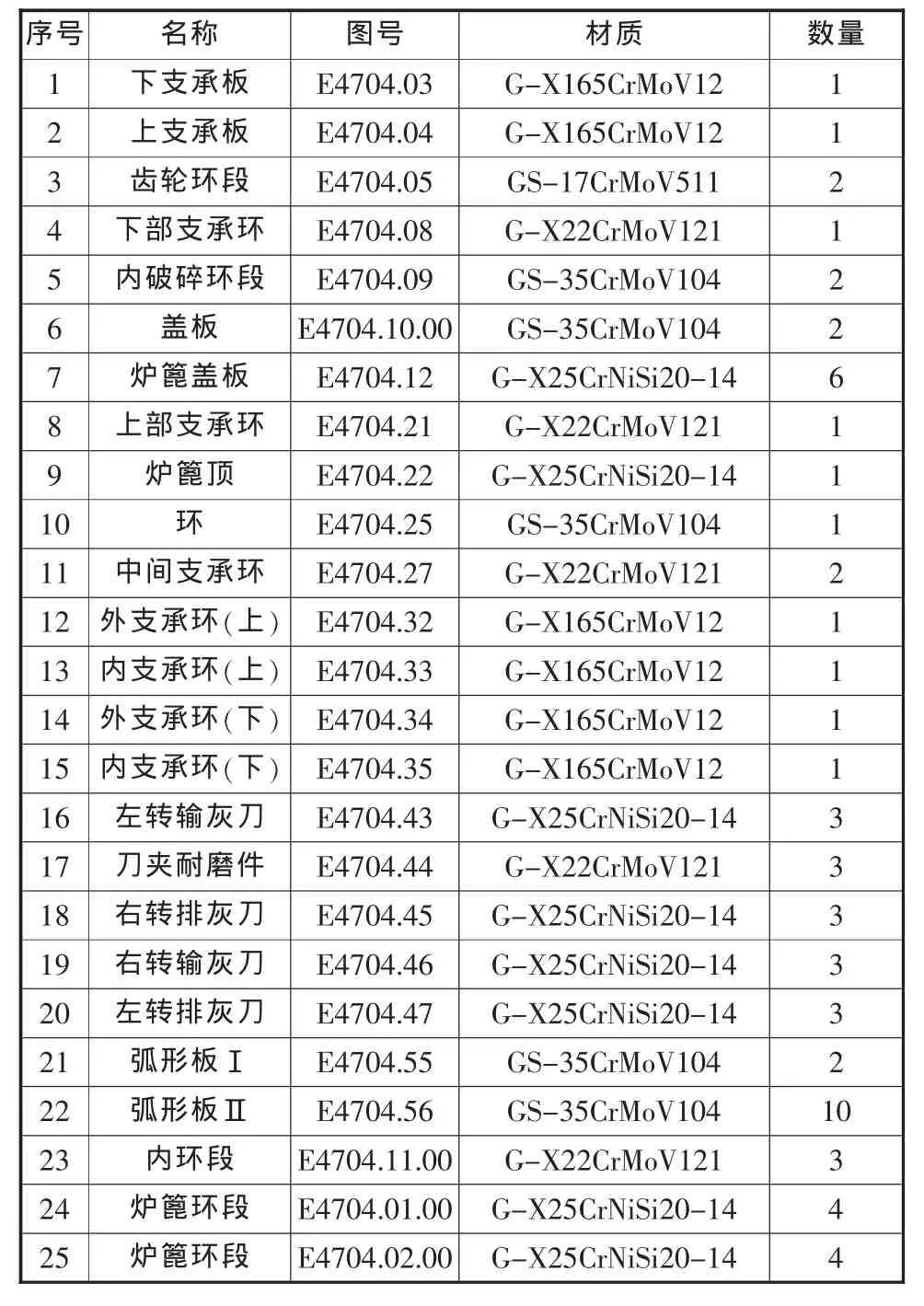
表1 炉篦铸件明细
1)炉篦的工作环境
炉篦上的各铸件工作环境为与高温的炉灰直接接触,由于使用时可能受较大的温度波动,所以应有足够的耐热、耐磨和耐疲劳强度。
2)材质及熔炼
炉篦由56个铸件组成,其材质为耐热钢,最高受热温度为1000℃,国外的此种耐热钢牌号为G-X22CrMoV121、G-X25CrNiSi20-14、G-S35Cr-MoV104、 G-X165CrMoV12、G-S17CrMo55 等,其化学成分及力学性能见表2、表3。我国和其成分相近的钢号也有,但我厂生产较少,对材料的性能及铸造工艺性了解不多。
特别是G-X22CrMoV121是一个关键,原材料G-X22CrMoV121的成分给的范围很窄,据有关文献介绍,热处理有特殊要求,而且补焊性能很差,因此对钢水的要求是要确保成分正确,其中碳元素给出的含量范围很窄,该元素对性能影响很大,必须进行试验。特别是要保证钢水的清洁度,评价耐热钢冶金质量的指标之一是钢中夹杂的数量、类型和分布状况,这是非常重要的。而且要严格控制出钢及浇注温度,否则达不到力学性能的要求。所以严格控制G-X22CrMoV121其钢水质量,保证清洁度和控制成分是一个关键。
3)铸件结构
炉篦上有23种共计56件铸件,其优势壁厚大都在35mm~45mm之间,属薄壁件。薄壁件生产中的问题是变形和裂纹,特别是转角处的裂纹倾向更大。如何防止变形和裂纹是工艺上的关心问题。在这些铸件中内环段更是一个关键铸件,一是它的材料是G-X22CrMoV121,二是外形及内腔复杂,如图3。铸件加工后三件组装成一个约φ3100mm的圈,如图2,必须保证其各部尺寸和外形的正确,否则影响加工及装配。裂纹的倾向严重,防裂纹和变形是铸造的难点。

图3 内环图
4)热处理
根据零件的服役状况,组成炉篦的各个铸件选用不同成分的耐热钢,其化学成分及力学性能见表2、表3。G-X22CrMoV121的热处理及焊补是十分困难的,对成分和温度非常敏感。

表2 炉篦铸件化学成分(质量分数,%)

表3 材料的力学性能
G-X22CrMoV121耐热钢铸件应按其要求制定正确的热处理工艺,保证其力学性能,防止裂纹和变形,这是很重要的。一些国家不再选用此材质,但是该材质高温强度高、抗蠕度性能好、产品寿命长,所以美、苏、德等工业技术先进国家仍在继续选用。
从上述分析不难看出对炉篦上的各个主要铸件(特别是内环段)要达到标准有很大的难度。
1.2 炉篦的生产特点
1)生产中的几个重要环节根据上述分析,就炉篦的生产注意以下几点:①炼钢必须认真采取技术措施,提供符合标准的优质钢水。
②铸造工艺上必须制定稳妥的方案,杜绝裂纹、变形,尺寸形状应准确,保证生产出符合质量要求及方便装备的铸件。
③制定比较完善的热处理工艺。
④加工中应采取措施,必须保证各部尺寸和几何形状,使得组装顺利。
2)生产炉篦的主要设备
①熔炼浇注设备:0.75 t及1 t的中频电炉,1.5 t漏包。
②造型设备:用树脂矿生产线(碱性自硬)。
③清理设备:落砂床、抛丸室、抛光砂轮机。
④热处理设备:用带有自动温控的电加热炉和有循环设备的淬火池。
⑤检测设备:磁粉探伤、超声探伤、快速测温热电偶。
⑥加工进行外协。
3)研究和生产过程
①精炼剂的研制
我公司的熔炼设备主要是中频炉。从炼钢的角度上讲,中频炉熔炼炉篦铸件用钢水是不行的:一是钢水的清洁度达不到要求;二是很窄的化学成分不好控制。为此我们花了较长时间研究出了一种多元复合专用精炼剂,效果十分满意,解决了钢水的质量和控制化学成分的难题,保证了GX22CrMoV121内环段等铸件的生产。
②铸造生产
对23种铸件我们都认真编制工艺,进行多次修改获得成功,其中内环段的工艺较为复杂,造型有3层芯子共22块。
在木模制作方面,我们主要采用了模框定位保证了尺寸精度。
在铸造上特别应指出的是,设计了专门的防裂芯骨和特制样板,保证了内环段的质量。
4)铸件的热处理
G-X22CrMoV121属马氏体型耐热钢,热处理对铸件性能影响很大,因此要特别注意两点:一是防变形,二是达到要求力学性能。我们制定了热处理工艺和装炉防变形措施,其热处理工艺如图4。

图3 内环段热处理工艺曲线
除了正确的工艺外,专用垫铁的设计使用也是保证力学性能和不变形的一个关键。
铸件经检验,表面质量、粗糙度达到Ra15 μm~Ra25 μum,精度达到 CT11~12,尺寸符合图纸要求,探伤检查合格。
2 技术指标对比
公司生产的全部炉篦铸件进行了严格的检验,检验结果如表4。
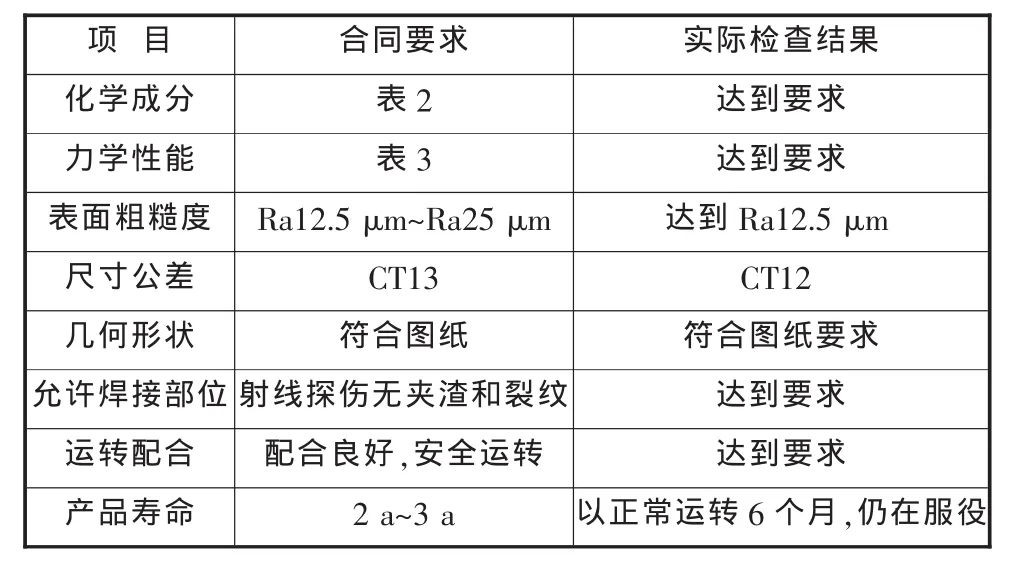
表4 铸件检验结果
3 存在的问题及改进措施
3.1 存在的问题
组成炉篦的铸件大部分为薄壁件,在生产中变形时有发生,影响加工,需要矫正,从而增加了费用。
国外产品一般的使用寿命为2 d~3 d,我厂生产的炉篦据用户反馈和我们的跟踪服务,最长的用户已安全运转了半年,使用寿命尚待验证。
3.2 改进措施
1)完善铸造工艺,加强生产管理,防止铸件变形,达到图纸要求。
2)在用材方面,特别是铸件的材质上进一步国产化,向国际靠拢。
3)根据用户反馈信息进一步改进整体质量,在最短的时间内达到国际先进水平,每台设备正常连续运行两年的目标。我们设想将这种设备在全国各大煤矿推广。
4 结束语
碎煤加压气化炉炉篦是加压气化炉的主要装置,对炉篦上各铸件的铸造成功、加工装配达到标准要求、用户反应良好,将加快该装置国产化的进程,为进一步推广该产品创造了条件、奠定了基础。下一步将进一步完善各项工艺,加强管理、提高质量,保证碎煤加压气化炉质量的稳定性!
