高铬白口铸铁与磨球(待续)
2011-01-23康晋辉王俊荣杨群收谢耀曾
康晋辉,王俊荣,杨群收,谢耀曾
(1.河南省驻马店高级技工学校,河南 驻马店 463000;2.驻马店市解放路282号4号楼,河南 驻马店 463000)
由于高铬白口铸铁具有优良的抗磨性能,所以被广泛的应用于磨煤、矿石破碎机、水泥磨机、抛丸机、泥浆泵等设备上的易损件。
虽然高铬白口铸铁具有优良的抗磨性能,但是这种铸铁相当脆,通过热处理和加入一定量合金元素来提高其冲击韧性,并且得到较大的进展,但是仍不能满足于部件在强冲击下的工况需要。解决高铬白口铸铁的冲击韧性,是一个很复杂的问题,它是多因素综合作用的结果。高铬白口铸铁的发展,就是如何使韧性和硬度得到最佳的配合。通过研究认为,要解决这一矛盾,需要合理的选择高铬白口铸铁中碳化物的数量、形状 (如:大小、团球、网状等)、分布 (单独存在或相互关联)以及基体组织,基体中残余奥氏体的量,铸件内外部铸造缺陷等因素的影响。因此,要有效的提高材质的耐磨性就需要搞清楚诸因素对耐磨性的具体影响。
1 硬度与耐磨性的关系
材质的耐磨性和其硬度有着密切的关系。通常,在保证材料不断裂的前提下,耐磨性和材料硬度成正比关系。但实践证明,材料的耐磨性不仅和材料的本身硬度有关,而且也和磨料有关。当研磨体磨面硬度过高时,磨料对其擦伤磨损就会减弱,而疲劳磨损则会构成主要的磨损形式,此种磨损是一种疲劳磨损,当金属材料 (研磨体)磨面的相对硬度越高时,韧性就越低,疲劳磨损 (包括裂纹、剥落)越明显,因而磨球的破碎率也就随之提高。另外,就冲击耐磨来讲,主要取决于材质的硬度和韧性的配合,而且与磨损冲击功的大小有关。当磨损冲击功小的时候,硬度对材质的耐磨性起主要作用。随着磨损冲击功的增大,材质的韧性对耐磨性的影响增加。故在保持材质高硬度的前提之下,改善韧性可以增加材质的冲击耐磨性。
2 韧性与耐磨性的关系
通常承受磨料磨损的零件,在使用中也要承受剧烈的机械冲击载荷。从多种磨损件(破碎机锤头、腭板,球磨机衬板与磨球)的破坏实效分析来看,其原因就是韧性不足。显然,足够的韧性是很必要的。但是,确定零件在工作中所需要的韧性值并不容易。所以在工业生产中,经常为了保证有足够的韧性,就必须牺牲一部分硬度(耐磨性)。
奥氏体基体的高铬白口铸铁的裂断韧性优于马氏体基体的高铬铸铁,而且碳化物含量低时,二者差值较大,碳化物含量高时差值就小,这就是说:低碳化物时,基体组织对其断裂韧性起支配作用,即可通过热处理改变基体,有利于断裂韧性的提高。随着碳化物数量的增加,决定高铬铸铁韧性的主要因素,已从基体转向碳化物,即可通过合金化变质处理,改变碳化物的结构、形态及分布,从而改变断裂韧性。
碳化物呈封闭的空间网状时,碳化物形态是影响白口铸铁断裂的主要因素。这时裂纹沿碳化物扩散,当其首尾相接,碳化物发生断裂,而且裂纹持续沿碳化物扩展(碳化物的尖端角),断裂不断产生,基体对裂纹的钝化效应未充分发挥出来。所以,为了耐磨期间,还要考虑到如何强化基体,而提高基体对碳化物的支撑作用。
当碳化物变为断网状时,基体是影响白口铸铁断裂韧性的重要因素。这时,裂纹扩展一定要经过基体,而基体对裂纹的钝化效果应较大,阻力亦大,故基体强度是控制裂纹扩展的重要环节。
综上所述,要考虑耐磨性和断裂韧性,在软磨料小冲击功条件下,宜选用马氏体基体;大冲击条件下,则宜选用奥氏体基体。
有资料介绍,基体组织与相对耐磨性的关系,即在冲击功不同的情况下,选择的基体组织为:
冲击功1.2 J:马氏体、回火复相、奥氏体、珠光体;
冲击功3 J:回火复相、马氏体、奥氏体、珠光体;
冲击功4.5 J:奥氏体、回火复相、马氏体、珠光体;
3 残余奥氏体对耐磨性的影响
对于残余奥氏体,目前较为统一的认识是:在低应力滑动磨损件中,残余奥氏体降低耐磨性(像钻井用泥浆泵上的缸套,就严格控制残奥的含量)。在高应力情况下,适量残余奥氏体的存在,则有利于高铬白口铸铁的强韧性,可获得较佳的耐磨性,而比纯马氏体基体耐磨性好。
3.1 残余奥氏体对裂纹源产生的影响
残余奥氏体在冲击磨损过程中,组织中的介稳定残余奥氏体会向马氏体转变,而且冲击功愈大,残奥的转变量也愈大。当残奥向马氏体转变过程中,消耗外界的冲击功,借冲击功而形成了马氏体,阻止裂纹源的产生,从而提高了材料的磨损抗力。
3.2 残余奥氏体对裂纹扩展的影响
当残奥含量较少时,裂纹成直线扩展,沿脆性碳化物扩展,其扩展所受的阻力较小,而残奥含量较高时,裂纹扩展途径是曲折的,裂纹穿过碳化物在基体中扩展,所受阻力较大。碳化物和奥氏体间高的结合强度和残奥的止裂作用,阻止裂纹沿脆性碳化物扩展。
3.2 残余奥氏体对疲劳断裂的影响
由试样冲击断裂的冲击次数得出:残奥含量在17%以下(淬火温度950℃以下),承受断裂冲击次数少,疲劳寿命低;残奥含量约30%(淬火温度1000℃),疲劳寿命有所提高;残奥含量>50%(淬火温度1050℃~1100℃),冲击4000次未断裂,疲劳寿命大大提高。
但也有资料认为:残奥在冲击磨损中转变成马氏体后,会引起体积膨胀,应力增加,导致剥落和开裂,因此应控制残奥。
4 碳化物数量、形态与分布对耐磨性的影响
在高铬白口铸铁中,其显微组织通常是碳化物+马氏体+奥氏体(残)或碳化物+奥氏体,其中碳化物是抗磨损的骨架,故其数量,形态和分布与耐磨性有着密切的联系。
1)碳化物数量越多,则硬度有所增加,在材料不断裂的前提下,碳化物数量越高,耐磨性越好。
2)在形态和分布上,为了避免裂纹沿碳化物扩展,则其碳化物最好为球状、团状、孤岛状、碎块状或断网状,应力求避免连续网状和放射状分布。这可通过合金化,特别是炉前变质处理,改变结晶凝固条件。另外,也可通过热处理来改善形态。
5 基体组织与抗磨性的关系
耐磨材料的抗磨性与基体组织有着密切的关系,同时各组织组成物之间的内聚强度,也对其耐磨性有着重要影响,高铬白口铸铁的耐磨性不仅仅取决于碳化物,而且也和基体有关。基体必须有一定的硬度和对碳化物有较高的内聚强度,否则基体首先严重变形或过早磨损,碳化物就失去依托,使碳化物弯曲折断或孤立突出。
强化基体的措施还常有:1)添加M0等合金元素;2)加变质剂,除气脱氧、清纯晶界,提高晶粒间的内聚强度;改变碳化物的形态,使其尖角变钝;3、通过热处理。
6 磨球工况特性及对材质性能的要求
6.1 磨机工况条件分析
各类球磨机的基本工况如图1所示。当滚筒转动时,磨球与矿料紧密混合,由于离心力和磨擦力的作用,磨球沿着筒壁一边被提升到一定高度并达到动平衡时,即沿着筒内堆积的料堆的自由表面奔流落下,或者脱离此表面,瀑布似的泻落到料堆的根部,对矿料和磨球进行直接的冲击,奔流落下的料堆与沿筒壁下滑的磨球,对矿料做剪切破碎、碾研,而且多次重复性的球与球,磨球与衬板,磨球与物料之间碰撞和相对的滚动与滑动。
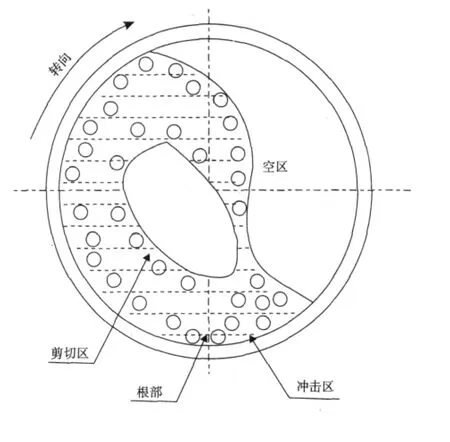
图1 磨球受力及运动分析示意图
通过以上工况分析可知,磨球的形状虽然很简单,但其服役条件、受力情况却复杂到我们难以建立起一个合理的物理模型,服役过程中要承受剪切,碾研和较大的冲击载荷。不但要求磨球硬度高,耐磨性好,而且还要有较好的韧性,耐冲击防碎裂。其失效形式又受二个互相制约,相互矛盾的因素所影响(硬度与韧性),在湿磨条件下,还要考虑增强材料抗化学腐蚀的能力。
6.2 磨球对材质性能的要求
就硬度而言,根据磨机直径的大小、转速,硬度不应低于HRC48。随着硬度的增加,耐磨性一般亦随之增加,但过高则易造成表面的剥落而使耐磨性下降。一般情况下,除粉碎特殊坚硬的物质外,以不高于HRC60为好。
就材质的韧性来说,应根据磨机直径大小而定。根据文献报道,某大学耐磨研究组织和有关科研单位用MLD—10型动载冲击磨损试验机模拟试验,以及在不同磨机内测试的结果表明:φ1.5 m以下的磨机中, 平均冲击能量为 1.0J~1.5 J;φ2.4 m的磨机, 平均冲击能量为 2.5 J~3.5 J;φ4.5 m 以上的磨机, 平均冲击能量为 4.2 J~5.0J。 在磨球生产中,为了保证磨球工作中的安全使用,要求磨球材质的实际冲击值,应是同直径磨机模拟测试冲击值的2~3倍。也就是说,一般情况下,冲击值在6 J~12 J,就可以满足于磨球的使用要求。另外,对于4 m以上的大磨机磨球或大径磨球,其冲击值应特别考虑。
然而,实际磨球所受到的冲击力并不比理论值大。这是因为被提升的磨球首先被抛落到物料运动面上,然后下沉撞击到未被提升的物料和磨球上,由于磨球抛落受阻而使速度减少,故其冲击力大大减少。
高铬磨球具有较强的抗萌生裂纹能力,而抗裂纹扩展能力低的特点。而铸造缺陷则是在无负荷情况下,萌生的裂纹源。所以,铸件的内外部缺陷,对磨球断裂韧性的降低作用是令人吃惊的,故而应尽量减少铸造缺陷,充分发挥材质的内在潜力。据有关现场统计数字表明,对于φ100mm以下的磨球,若无铸造缺陷的存在,冲击值 ak≥6.5/J·cm-2,在使用过程中是可靠的,但若有缩孔、缩松、夹杂、缺肉、冷隔等铸造缺陷则是很不利的。
在制定磨球产生工艺时,应根据磨球服役工况的不同,需要全面分析考虑,合理的设计其化学成分、造型工艺、冶炼工艺、变质处理及热处理工艺。
(待续)