倾斜冷却法浆料制备研究现状
2011-01-23任新凯曹风江谭建波
任新凯,曹风江,谭建波
(1.河北科技大学材料科学与工程学院,河北 石家庄 050018;2.沧州职业技术学院机械工程系,河北 沧州 061001)
常用半固态浆料的制备方法有机械搅拌法、电磁搅拌法、应变激活法和倾斜冷却法等。其中倾斜冷却法属于流变成形的一种,它具有成本低、流程短、易推广操作及应用等优点。这种制备方法简单、占地面积小,可以方便地配合一些成形设备使用,在国外半固态浆料制备已得到广泛应用[1]。
最近国内有许多倾斜冷却法的变种,如波浪法、斜槽法、直管法、斜管法、蛇形通道法和正弦波通道法等,从原理上看还属于倾斜冷却法的范畴。
半固态成形铸件具有独特的优点,例如组织具有较低的孔隙率,特别是半固态压铸件使其力学性能得到很大提高(有很高的延伸率),还可实现薄壁件生产,且凝固收缩率较低,可以用来热处理等等,这些为大幅度提高铸件性能提供了可能。半固态成形件现在主要应用在汽车零件的生产,如需要高拉伸强度的部分,受冲击部件的减震器,压力密封部件和焊接件或发动机和变速箱轴承等。
1 原 理
作为一种新型的半固态合金制备技术——倾斜冷却法首先在日本提出,其原理是:将略高于液相线的熔融金属倒在倾斜的冷却板上,通过冷却板的激冷作用,在凝固过程初期,冷却板壁上有细小的晶粒形核并长大,由于合金流体的冲击和物体的自重作用使晶粒从冷却板壁上脱落并翻转,以达到搅拌效果。通过冷却板的合金熔体落入容器,将其缓慢冷却到一定的半固态温度后保温,以增加晶核的数目和晶体的游离,细化晶粒,获得理想的微观组织[1]。
2 倾斜冷却制备半固态合金浆料的方法
2.1 波浪法
波浪法是在倾斜板是平直的或有一定弧度的基础上,增加多个斜坡来达到破碎初生枝晶的目的。谢丰广等人采用新型的波浪型倾斜板技术,对半固态A2017合金进行了研究。研究的主要内容包括:不同波浪形对合金组织的影响,倾斜板长度对合金组织的影响及倾斜板预热温度对合金组织的影响[2]。研究结果表明:在波浪型倾斜板长度为400mm~500mm、浇注温度为720℃、倾角为45°的试验条件下制备出的A2017半固态坯料,组织细小均匀。图1为新型倾斜板示意图。
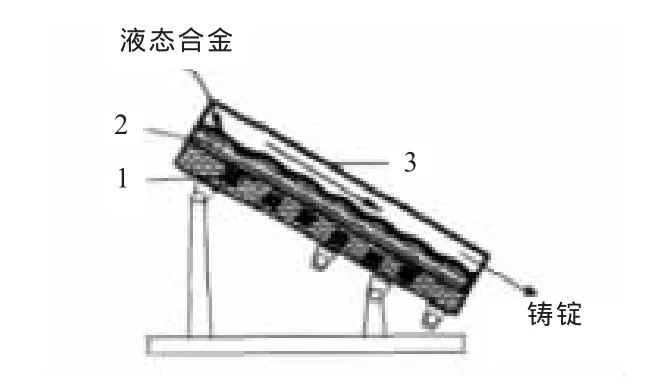
图1 新型倾斜板半固态成形技术示意图
2.2 斜槽法
斜槽法是在原来的倾斜板的基础上做一些改动,第一种方法是倾斜板的角度可以变,第二种为在倾斜板上加振动,有一维、二维和三维振动等。图2和图3为东北大学所用装置简图[3]。
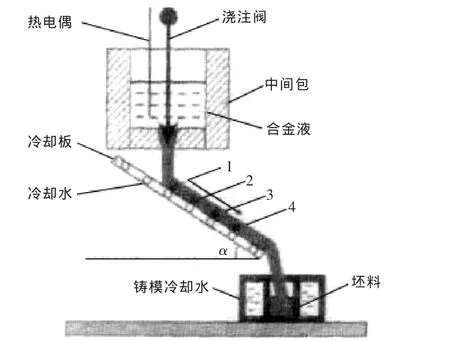
图2 实验装置示意图(1,2,3,4 点)
图2装置的冷却板的角度可以调节,为优化工艺参数提供了方便;但它存在着不足,浇注阀的底端经常合不严,给试验和研究带来不便,其原因是:浇注完毕后,凹处的残留金属不易清理,导致后续实验中可能会出现金属液泄漏。
为进一步降低成本、简化设备与工艺,解决平直倾斜板容易结壳的问题,他们采用施加了振动并带有波浪形表面的倾斜板,实验装置如图3所示。
张小立等人的阻尼冷却管法简图如图4所示。这种装置相当于对金属浆料进行了搅拌和剪切[3]。
周荣锋等人研究了倾斜板长度对过共晶高铬铸铁半固态组织的影响[4],所采用的装置简图如图5所示,他们得到的结论是:倾斜板过长或较短都不利于获得理想的半固态组织。
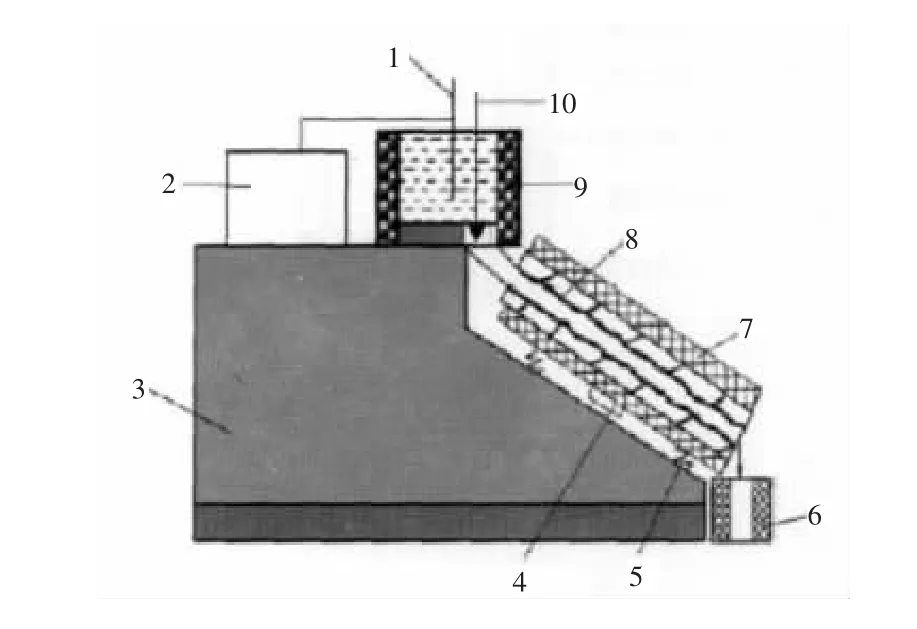
图3 波浪形倾斜板振动半固态成形技术示意图

图4 实验装置简图
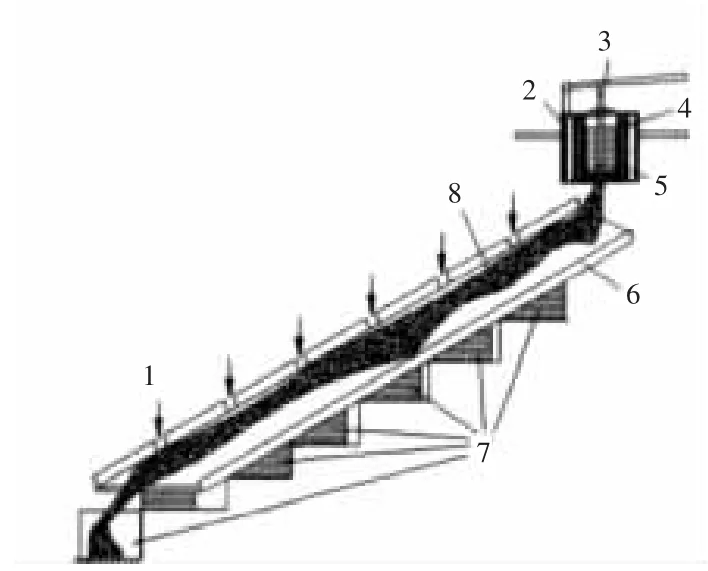
图5 倾斜板取样板装置示意图
蒋文明等人研究了不同倾斜板凹槽半径条件下的亚共晶高铬铸铁组织[5],实验结果表明:凹槽半径越大,越有利于得到半固态组织。他们使用的装置图如图6所示。这也为半固态工作者的后续研究提供了参考,但是不是平板就更好,这还有待于研究。
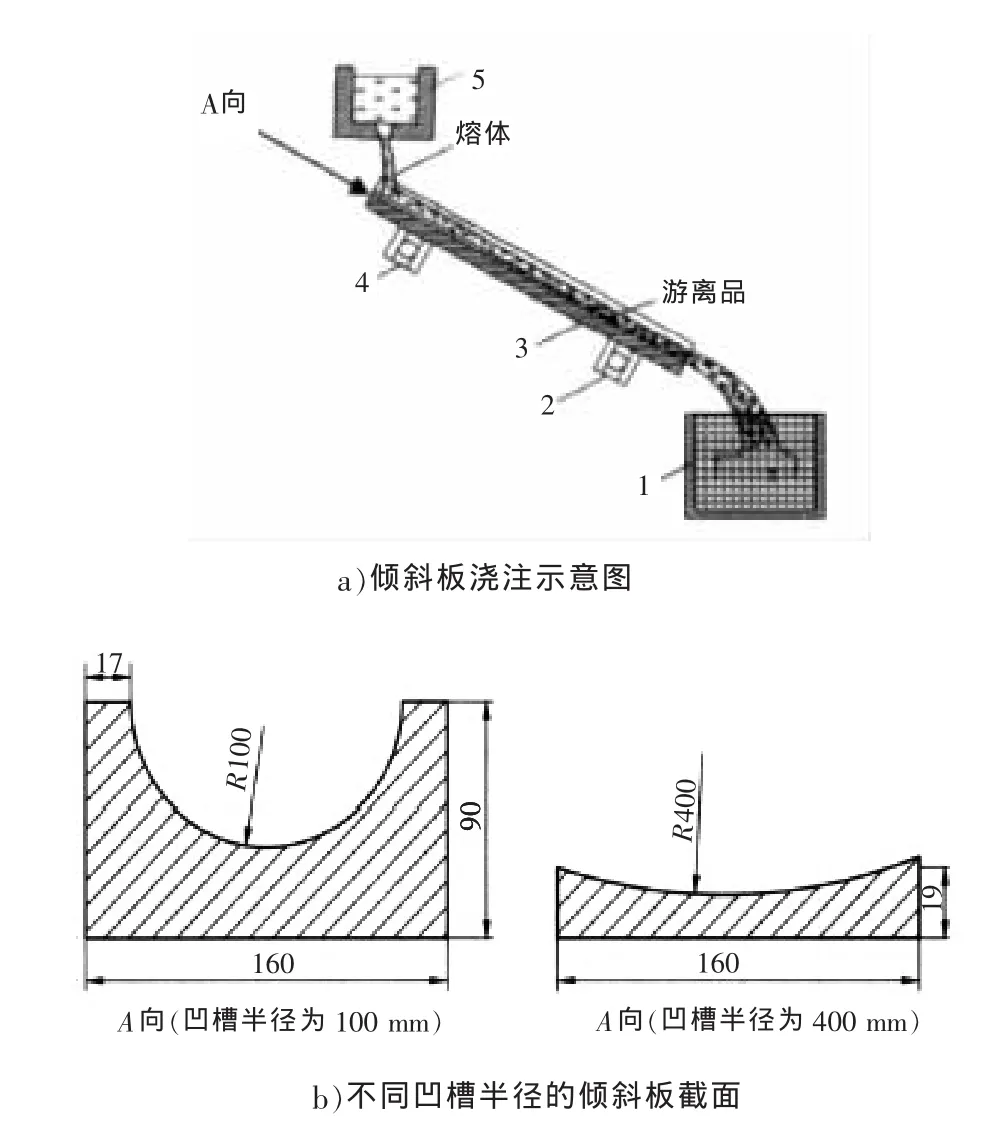
图6 倾斜板装置示意图
现在半固态成形研究最多的还是铝合金,国内一些研究人员也开始了一些黑色金属的试验研究;一些人也用半固态铝合金的设备来研究镁合金,实践证明半固态的大部分浆料制备方法都适合于制备镁合金半固态浆料,他们取得一些初步成果。如郑楠等采用自行设计制造的半固态镁合金机械搅拌装置,制备了镁合金半固态浆料,研究了搅拌工艺参数对半固态镁合金组织的影响[6]。
谭建波等研究了倾斜冷却剪切流变参数对半固态AlSi9Mg合金组织的影响,考虑参数有浇注温度、倾斜板长度、振动频率等[7]。寻求制备半固态浆料最佳工艺参数,实验装置图7所示,其中的振动台是消失模专用振动台,可以实现三维振动。
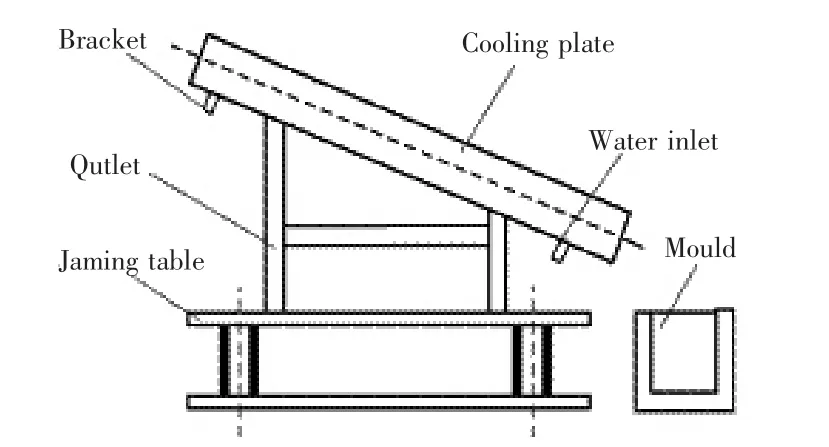
图7 倾斜冷却剪切装置示意图
2.3 直管法
把倾斜板改为管,再使倾斜角度成为90°,就成为下述单管强冷法(如图8)。
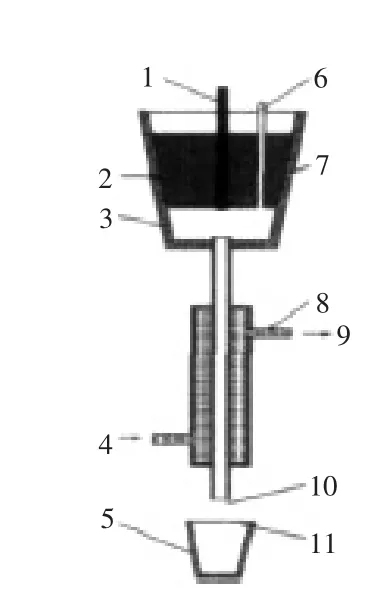
图8 试验装置示意图
有人采用直管浇注法制备出合格的铝合金半固态坯料,考察了尺寸不同的制备坩埚和直管在不同的温度状态下制备的坯料组织[8]。
图8这种装置还避免了图2装置中所出现的浇注阀底端残留金属液不易清理的问题,这种方法将浇注阀接触面漏斗形改为一个圆环,清理残留金属时较容易。
2.4 斜管法
南昌大学利用冷却倾斜管制浆工艺,采用正交试验设计方法制备了变形铝合金LY12半固态浆料。研究了制浆工艺参数对合金显微组织的影响,确定了最佳制浆工艺参数。结果表明:倾斜角度、浇注长度、浇注温度、结晶器预热温度对合金显微组织具有重要影响。得出结论为:浇注温度、斜管长度对合金的微观组织有显著性影响;倾斜角度、结晶器预热温度次之。这为大家后续研究中优化工艺参数提供了参考。
下面为南昌大学自制设备[9-12](转动输送管)(LSPSF),其原理图如图9所示。
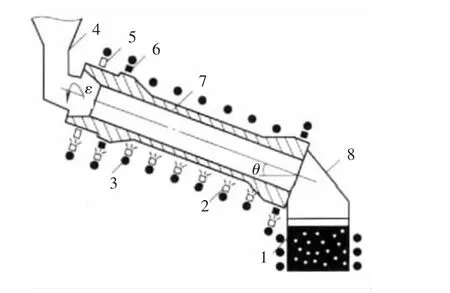
图9 LSPSF法制备半固态浆料工艺示意图
这种装置在斜管的基础上加了转动。他们还利用这种设备研究了浇注温度,输送管转速对不同合金半固态浆料制备的影响。
2.5 蛇形通道法
蛇形通道浇注式(简称SCP)的成形工艺是一种半固态合金浆料的制备和流变成形新工艺,进一步简化了合金浆料的制备过程,并申请了发明专利。首先将低过热合金液(一般过热度≤100℃)浇入到立式蛇形通道中,低过热合金液沿着蛇形通道的内壁向下流动,并向导热性良好的弯曲形的通道内壁迅速传热,同时不断改变流动方向,再流入制备坩埚中,适当凝固后就可获得具有球状初生相的半固态合金浆料,或使流过蛇形通道的合金熔体不再流入制备坩埚,而是直接流入压铸机或挤压铸造机的压室内、或锻造机的锻模内,直接进行流变压铸成形、或流变挤压铸造成形、或流变锻造(图10)。
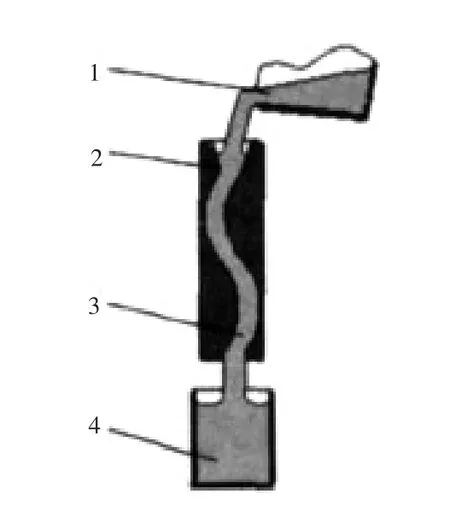
图10 倾斜板装置示意图
蛇形通道浇注制备工艺简化了制备合金浆料的工艺和设备,降低了浆料的制备成本。该制备工艺采用的立式蛇形通道内部通道圆滑、合金液的流动冲力较大,减少了清理工作,便于浆料的稳定制备[13-15]。
毛卫民等人试验研究了蛇形通道的弯道数量和浇注温度对蛇形通道浇注制备半固态A356铝合金浆料组织的影响。他们的装置图如图7所示。结果表明:蛇形通道的弯道数量越多,制备出的浆料组织就越理想,但是弯道多又容易造成通道的堵塞;当弯道数量为1 h~3 h,均可得到理想的球状半固态铝合金浆料。采用蛇形通道浇注制备半固态铝合金浆料时,随着浇注温度的降低,制备出的浆料组织越来越好;当浇注温度为640℃~680℃时,均可得到理想的球状半固态A356铝合金浆料。
2.6 正弦波通道法
这是一种比较新颖的方法制备半固态浆料。由郑州航空工业管理学院首创[16]。这种方法改变了金属液的流动方向,试图用有规律的通道来对半固态组织形成机理进行研究,其装置图如图11、图12所示。
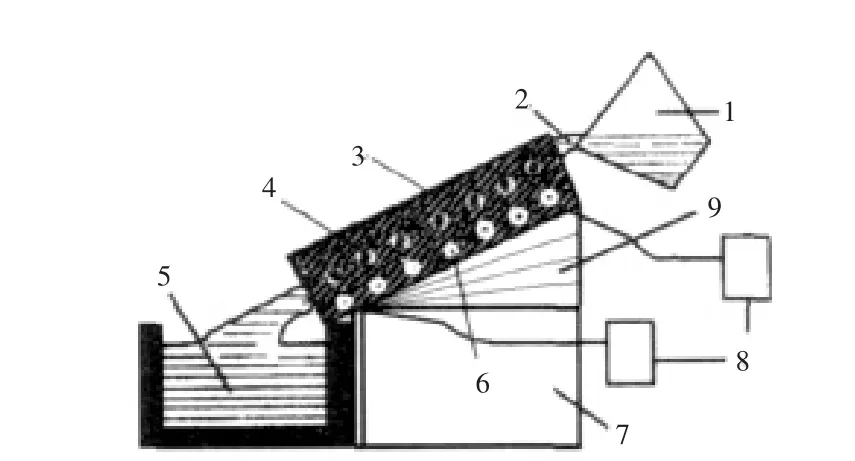
图11 倾斜板装置示意图
2.7 其他研究方法
大连理工大学和北京有色金属研究所合作用新型方法研究了半固态A356合金组织演变,他们的装置图如图13所示,是电磁搅拌法和冷却管法的结合[17]。可以考虑应用于制备半固态浆料。

图12 正弦波形容器的正弦波形示意图

图13 新型半固态浆料制备方法
3 倾斜冷却法制备浆料的应用及研究现状
在国外,半固态触变已得到广泛应用,尤其是在汽车零件。而有许多生产过程是利用倾斜冷却法制备坯料,然后二次加热,成形所需铸件,下面就这些研究做简要论述。
3.1 在半固态连铸中的应用
德国科学家使用50%PbSn合金在半固态连铸生产现场做了研究,优化了工艺参数[18]。他们制备浆料的方法是倾斜冷却法。
3.2 在半固态挤压中的应用
英国、日本等国科学家对比了近液相线法和倾斜冷却板法,使用这两种方法制备5182铝合金,然后做热挤压,最终为热挤压工艺提供完善的技术[19]。伊朗科学家M.Moradi对半固态挤压中的偏析情况做了研究,得出主要的和次要的影响剪切速率的参数[20]。
3.3 在半固态轧制中的应用
日本学者对半固态轧制做了详细的研究,如用双辊连铸机轧制半固态铝合金条带[21]。研究目的是为了提高轧制速度,他们使用倾斜冷却法冷却合金液,所使用的合金是A1050铝合金。因为在国外发达国家半固态触变已经实现了工业化生产,对触变的研究较多,并且结合生产实际,深入研究也很多。
3.4 在半固态压铸中的应用
影响和制约着半固态流变压铸技术的主要问题在于浆料制备方法及定量浇注技术上的改进、压铸工艺参数的选取、浇注过程的控制和系统设计等方面[22]。
毛卫民等人利用LSPWES设备研究了A356合金的浆料制备和流变成形,他们使用弱电磁搅拌法和低过热度浇注法成功制备了半固态浆料,同时探讨了压射比压对铝合金浆料流变挤压铸造过程的影响[5]。南昌大学在低过热度倾斜板浇注式流变铸造技术的基础上,开发了剪切低温浇注式半固态流变压铸工艺。使一定过热度的合金熔体在自身重力和输送管转动的共同作用下流经输送管,并在浆料蓄积器中静态缓慢冷却得到所需浆料,然后倒入压铸机的压射室内进行流变压铸成形。采用多种方法结合的方式制备半固态浆料具有球状晶细小、分布均匀等优势,有发展前景。
3.5 在半固态锻造中的应用
半固态锻造较一般锻造方法可以成形更复杂的零件。德国科学家G.Hirt对半固态锻造进行了研究,他们研究了100Cr6和X210CrW12两种钢,并且与通常的锻造、铸造做了比较,性能得到很大提高。他们指出,半固态锻造厂已经投入生产并且得到进一步发展;下一个阶段就是寻求如何使用倾斜冷却板法得到成本较低的坯料;他们还提出了一些可行性建议[23]。
触变成形有许多优点,例如可以改进铸件力学性能,产品有良好的表面光洁度,可实现近净成形等。然而,触变成形也有一些弊端,如半固态坯料不易制备,制作费用非常昂贵,而且还需要二次加热浪费能源。流变成形从能源和节省成本的角度考虑也比触变成形有优势。半固态触变成型要求固相成分高(通常要高于50%),对于一些薄壁零件,使用流变成形要比触变成形更有利。
4 倾斜冷却法制备浆料的应用前景
近年来,随着中国工业的迅猛发展,要求开发研究优质、高性能的产品,尤其是汽车和航空航天工业正在向着轻量化、优能化、优成本和节能的方向发展,推动了中国在半固态加工领域的科研和开发工作,先后有一些高校和科研院所进行了深入系统的理论研究和应用开发,并取得了很大的进步[1]。但是还有许多方向研究甚少,如半固态模拟的研究,多种浆料的半固态研究,研制半固态黑色合金专用模具,关于半固态模型的描述等[24-25]。
与其他半固态浆料制备技术相比,倾斜冷却法有诸多优点,从原理上看,它可以实现搅拌功能,在节能方面要比电磁搅拌和机械搅拌好的多。近几年,工作者们对于它的研究逐渐引起国内外学者的关注,主要集中在半固态浆料的制备、成形组织的形貌和性能方面的研究,而在其他方面尤其是对晶粒在凝固过程中细化机理的研究还比较少,因此,倾斜冷却法在半固态加工行业中具有广阔的应用和发展前景。
总之,倾斜冷却法的研究和应用空间很广阔,是国内半固态成形技术研究的热点。许多高校研究人员对倾斜冷却法进行了改进和探索,并且得出了重要结论,为后续研究的人们提供参考。
[1]王英杰.倾斜冷却板法在半固态加工中的应用[J].河北工业科技,2007,24(1):34-36.
[2]谢丰广,管仁国.新型倾斜板技术制备A2017半固态合金[J].特种铸造及有色合金,2008,28(10):766-769.
[3]黄晓锋,田载友.非枝晶半固态浆料制备技术的研究进展[J].中国铸造装备与技术,2009(5):5-9.
[4]周荣锋,杨乘东.倾斜板长度对过共晶高铬铸铁半固态组织的影响[J].特种铸造及有色合金,2008,28(2):125-127.
[5]蒋文明,蒋业华.不同倾斜板凹槽半径条件下的亚共晶高铬铸铁组织[J].特种铸造及有色合金,2008,28(1):34-36.
[6]郑楠.AZ91D镁合金半固态浆料制备工艺[J].河南科技大学学报,2008,29(5):5-8.
[5]毛卫民,朱达平.半固态A356铝合金浆料的LSPWES制备和流变成形[J].铸造,2009,58(1):10-13.
[7]谭建波,李志勇.倾斜冷却剪切流变参数对半固态AlSi9Mg合金组织的影响[J].中国有色金属学报,2009,19(4):607-612.
[8]郑志强,叶晴.单管强冷制备半固态A356铝合金浆料工艺的优化[J].特种铸造及有色合金,2008,28(12):931-935.
[9]毛卫民,朱达平.半固态A356铝合金浆料的LSPWES制备和流变成形[J].铸造,2009,58(1):10-13.
[10]刘旭波,杨湘杰.铝合金半固态浆料LSPSF法在线制备[J].特种铸造及有色合金,2008,28(10):762-765.
[11]王小康,王明.旋转浇注法制备AZ91D半固态浆料[J].特种铸造及有色合金,2008,28(11):846-848.
[12]王小康,杨湘杰.转动输送管制备半固态A380浆料研究[J].热加工工艺,2008,37(23):26-29.
[13]杨小容,毛卫民.采用蛇形管通道浇注法制备半固态浆料[J].中国有色金属学报,2009,19(5):869-873.
[14]毛卫民,高冲.蛇形通道制备半固态铝合金浆料的研究[J].特种铸造及有色合金,2009,29(10):915-919.
[15]毛卫民.半固态金属流变铸造技术的研究进展[J].特种铸造及有色合金,2010,30(1):24-36.
[16]张颂阳,郭晓琴.Sin函数冷却法制备半固态铝合金[J].特种铸造及有色合金,2009,29(5):423-425.
[17]Zhang Xiao-li.Microstructure evolution of A356 alloy in a novel rheocasting approach [J]. Journal of Materials Processing Technology,2009,209:2092-2098.
[18]Antonio de Padua Lima Filho.A Comparison of Deep Drawing and ironing of Meta Alioy Strip Produced conventionally and Non-conventionality via Semi Solid Material Processing [J].Diffusion and Defect Data,2008,(141-143):49-54.
[19]Plato Kapranos.Thixo-extrusion of 5182 Aluminium Alloy[J].Diffusion and Defect Data,2008,(141-143):115-120.
[20]M.Moradi.Defect control and mechanical properties of thixoformed AlSi alloy[J].Journal of Alloys and Compounds,2009,487:768-775.
[21]T.Haga.Semi-solid roll casting of aluminum alloy strip by melt drag twin roll caster [J].Journal of Materials Processing Technology,2001,111:64-68.
[22]侯文杰,谭建波.半固态流变压铸的研究现状与发展趋势[J].铸造技术,2009,30(1):91-94.
[23]G.Hirt.Semi-Solid Forging of 100Cr6 and X21 OCrWl2 Steel.
[24]毛卫民.半固态金属成形技术[M].北京:机械工业出版社,2004.
[25]康永林,毛卫民.金属材料半固态加工理论与技术[M].北京:科学出版社,2004.