蒸汽煅烧炉振动的原因分析与解决措施
2011-01-04孟庆健代善乐宋和平程世增
孟庆健,代善乐,宋和平,程世增
(青岛碱业股份有限公司,山东 青岛 266043)
蒸汽煅烧炉振动的原因分析与解决措施
孟庆健,代善乐,宋和平,程世增
(青岛碱业股份有限公司,山东 青岛 266043)
主要分析了蒸汽煅烧炉振动的原因,并针对这些原因提出了消除煅烧炉运行过程中振动的措施。
蒸汽煅烧炉;滚圈;托轮;振动
1 问题的提出
我公司在用φ2500×27000外返碱蒸汽煅烧炉,存在着运转过程中振动相当严重的问题。其中代表之一是1#煅烧炉:2004年大修前由于振动造成炉尾托轮底座断裂,被迫停车大修。代表之二是3#煅烧炉:2003年初大修后投入运行初期,炉体运行平稳,但运行约半年左右,炉体开始产生振动,炉尾进汽轴开始摆动,严重时摆动量超过10mm,以至于造成炉尾进汽管线三通处经常断裂漏气。另外3#煅烧炉自1985年投用至2007年,每次大修后只能正常运行约半年,半年后炉体就开始产生振动,且逐渐加剧。振动曾造成传动底座多次开裂,不能正常运行。因此3#煅烧炉安装以后一直不能做主力煅烧炉运行,只能作短期替补使用。代表之三是6#煅烧炉:大修前炉体振动相当严重,由于炉体的振动带动基础振动,造成6#煅烧炉基础周围地面下陷较大,造成100mm缝隙。另外,其他5台煅烧炉也存在着不同程度的振动。总之,煅烧炉的振动问题,已严重影响我公司的正常生产。
2 煅烧炉振动原因分析
2.1 煅烧炉托轮在设计结构上存在不足
2006年前我公司在用煅烧炉,托轮采用的都是内置轴承式结构。如图1所示。
根据化工部《设备维护检修规程》中的规定,煅烧炉大修期为72~96个月。而我公司煅烧炉托轮一般在0.5~1年的时间,就因为托轮轴承的损坏而更换。由于托轮更换频繁,造成同一台煅烧炉上使用的4个托轮,其外径尺寸不能保持一致。同时化工部《设备维护检修规程》中还规定:“当两个托轮直径不同时,要根据托轮直径的大小,经计算合理调整托轮轴承座的位置,同时在托轮轴承座下加合适的垫片,以保持托轮中心与炉体中心连线与铅直线之间夹角(32°)不变。”这种做法从理论上是正确的,但在实际实施中很难做到。因为安装时,托轮的位置出现微小偏差是难免的,也就是说无法保证托轮中心与炉体中心连线与铅直线之间夹角(32°)不变。角度的微小变化会造成炉体中心线产生径向偏移,运行过程中,产生径向摆动。另外,内置轴承式结构托轮,自我向心调节余量较小,不能弥补实际安装过程中存在的累积误差,从而更加加剧煅烧炉的振动。
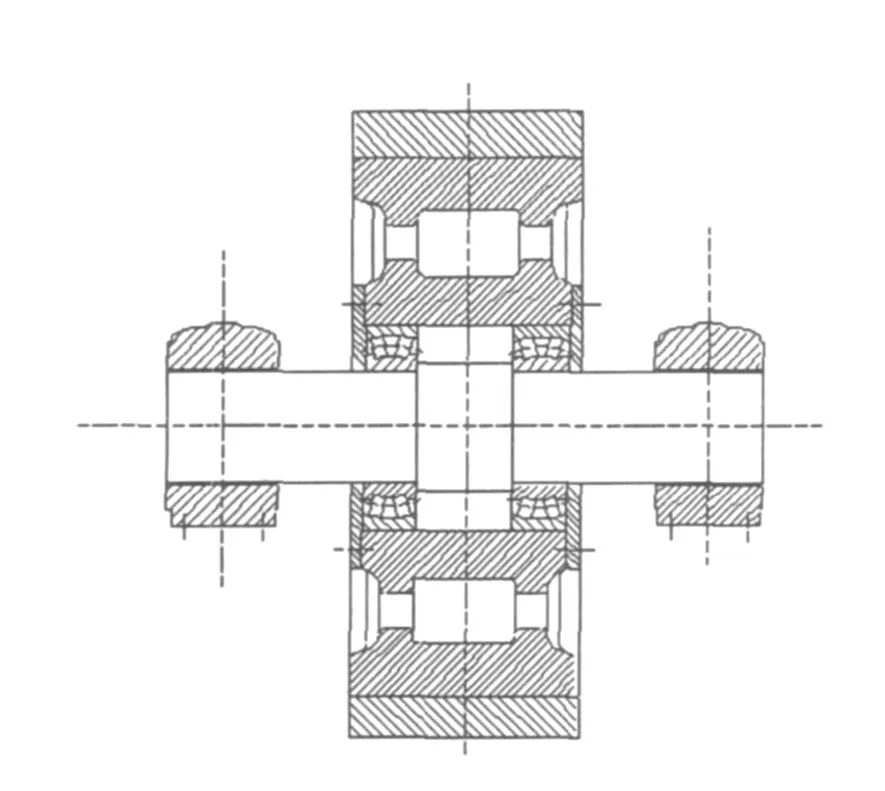
图1 内置轴承式托轮
2.2 煅烧炉在安装过程中的不规范
2007年10月3#煅烧炉大修时,发现托轮钢底座下的垫铁安装很不规范,底座下的水泥基础不水平,南低北高,且钢筋外露。托轮钢底座下的垫铁直接压在钢筋上,垫铁水泥基础面不平,即垫铁与水泥基础面不完全接触,且垫铁组安装不规范,总高度与数量超出规范要求。其底座安装得不规范,就必然造成托轮钢底座不牢,容易产生松动,从而造成煅烧炉振动。
2.3 煅烧炉长期运行,主要部件变形磨损
我公司煅烧炉均已使用20年以上,由于其滚圈是靠炉体上的座圈,通过锥圈紧固固定。而炉体上的座圈均存在着不同程度的变形,即存在不圆度,或者局部凹凸变形较大,不更换炉体就无法处理,从而造成锥圈与滚圈之间的尺寸差异,这样就要求紧固滚圈的18对锥圈厚度不同。在大修时发现,以前采用的办法是:加2mm厚的平垫板,有的甚至加2块平垫板,也就是4mm厚,调整锥圈与滚圈之间的尺寸差异,因为平垫板是夹在滚圈与锥圈之间,没有任何固定。因此容易产生松动,造成锥圈固定不牢固、松动,使滚圈移位,同时容易使滚圈产生变形,造成滚圈椭圆和炉体不同心,而引起煅烧炉炉体振动。
2.4 传动部分大齿圈备件质量差
我公司在用煅烧炉大齿圈为2瓣组合式结构,其中1#、3#、4#、5#煅烧炉大修时,大齿圈备件都存在不同程度的应力变形,在安装时造成大齿圈对口处存在1mm左右的间隙,使大齿圈与主传动小齿轮啮合不好,在大齿圈对口处存在啮合冲击碰撞,造成煅烧炉振动。
3 消除煅烧炉振动的措施
3.1 托轮结构由内置轴承式改为外置轴承式
公司在用的托轮是内置轴承式结构,托轮的宽度只有550mm,托轮轴的长度是1350mm。因此煅烧炉在运行过程中,如出现煅烧炉炉体的轴心线和托轮的轴心线不平行的情况时(这种现象在煅烧炉运行过程中,是不可避免的。),就会作用在轴承上一个扭力,由于该托轮采用是7352单列圆锥磙子轴承,分布在550mm厚度的托轮毂两端,两个轴承的间距只有150mm,无调心作用,也就是说由于扭力的作用,轴承的滚珠对其保持架就会产生一个破坏的摩擦力,从而形成轴承的不良运转状态,造成轴承磨损或保持架破碎而损坏。这就是公司在用托轮在结构上的致命缺陷。
鉴于以上所述情况,我们对全国同行业使用的煅烧炉托轮,作了全面的调查,并对其他兄弟单位使用的外置轴承式结构托轮,如图2所示,进行了仔细的调查分析和研究,认为外置轴承结构的托轮,比内置轴承结构的托轮结构优化很多,外置轴承结构的托轮是轴与托轮相对固定,轴承设在托轮轴两端,相对中心距是1044mm,比较长,轴承选用(3053256或29244)推力调心磙子轴承,如出现煅烧炉炉体的轴心线和托轮的轴心线不平行的情况时,轴承本身具有调心作用,使轴承总能处在一个良好的运转状态,所以不易损坏。而且我们也了解到,其他兄弟单位使用的外置轴承结构的托轮,运行周期最短的也在3年以上,有的甚至用了7、8年不出现问题。另外内置轴承式结构的托轮,现场无法更换轴承,必须将整个托轮更换,而外置轴承结构的托轮,检修时不需要更换托轮,现场更换轴承即可。由于这种结构的托轮在使用过程中,同一台煅烧炉4个托轮保持不变,其磨损程度相同,托轮的外径尺寸保持一致,保证炉体中心线不产生径向偏移,从而使煅烧炉运行过程中,炉体中心不产生径向摆动,大大提高了煅烧炉运转的稳定性。

图2 外置轴承式托轮
2006年4#煅烧炉、2007年3#煅烧炉、2009年6#煅烧炉大修,4个托轮全部改为外置轴承式结构的新托轮。
3.2 按规范要求安装托轮钢底座
鉴于3#煅烧炉托轮基础的实际情况,在更换了4个外置轴承结构的新托轮基础上,又将托轮底座拆下,水泥基础重新找好标高和水平,灌浆夯实,保证垫铁“一平两斜”且保证垫铁与水泥基础面接触良好。严格按规范要求安装托轮底座,从而在安装质量上保证煅烧炉能正常运行。
3.3 采用新工装,制作新锥圈
在滚圈安装时,测量出滚圈和座圈之间的具体尺寸,根据锥圈的斜度,制作工装,对每块锥圈,加工成不同厚度,严禁加平垫板调整锥圈厚度的做法。严格按化工部《设备维护检修规程》中规定,安装锥圈。保证锥圈与座圈、滚圈的接触面积与紧固强度,从而能弥补座圈变形,保证煅烧炉长周期运行。
3.4 严格备件质量
煅烧炉大齿圈必须严格把住备件质量关,选择较好制造单位,要求制造单位严格做好大齿圈备件的时效处理,避免制造加工过程中和制造加工后的变形,大齿圈对口处必须严密结合,不允许大齿圈对口处存在间隙。消除大齿圈对口处与主传动小齿轮存在啮合冲击碰撞,保证煅烧炉运行平稳。
4 使用效果
3#、4#、6#煅烧炉的大修,严格按以上所述措施处理,运转相当平稳,炉尾进汽轴无摆动,符合化工部《设备维护检修规程》中规定要求。经过对煅烧炉的大修改造,找到了煅烧炉振动的根源,并采取了相应的措施,解决了困扰我公司多年的煅烧炉运转过程中振动的问题,同时也解决了煅烧炉炉头密封的漏碱问题,改善了煅烧车间的工作环境,大大提高了煅烧炉运转的稳定性和运行周期,从而提高了煅烧炉的出力率,为公司纯碱生产的稳产高产作出了贡献。
TQ114.15
B
1005-8370(2011)05-15-03
2011-07-01
孟庆健(1976—),于1999年毕业于青岛化工学院化工设备与机械专业,大学本科、工程师。现任青岛碱业股份有限公司煅烧车间设备主任。
