天铁1 750 mm热轧线粗轧机辊缝标定计算
2011-01-04丁建培刘冰天津天铁冶金集团热轧板有限公司河北涉县056404
丁建培 刘冰 (天津天铁冶金集团热轧板有限公司,河北涉县 056404)
天铁1 750 mm热轧线粗轧机辊缝标定计算
丁建培 刘冰 (天津天铁冶金集团热轧板有限公司,河北涉县 056404)
天铁为了确保1 750 mm热轧线中间板坯的厚度控制精度,对粗轧机进行辊缝标定和相关的计算,为TCS控制系统提供计算数据。详细地介绍了轧机辊缝标定的内容、过程及相关计算公式。采用该方法将标定过程中测量出的相关数据与TCS控制系统的设定数据相结合,可有效地提高粗轧机中间坯的厚度控制精度,为精轧机组的顺利轧制提供了保障。
轧机 轧辊 辊缝 轧制力 标定 计算
1 引言
天铁1 750 mm热轧线设备主要由1架粗轧机、7架精轧机和2台卷曲机组成。粗轧机自动控制系统分为两级,包括一级基础自动化系统和二级过程控制系统。粗轧机为四辊可逆轧机,其辊缝控制主要通过调节上辊压下量来实现,下辊无上抬功能。粗轧机辊缝位置控制包括电动位置控制(EGC)和液压位置控制(HGC)两部分。由电动位置控制进行粗调,液压位置控制进行精调。在粗轧机的传动侧和操作侧各装有1台压下电机和1个压下液压缸,电动压下和液压缸分别通过绝对值位移传感器进行位置检测。两侧压下电机由独立的传动装置进行驱动,压下液压缸通过伺服阀进行闭环控制。本文主要论述了粗轧机辊缝自动标定的过程和在轧机辊缝自动标定时,如何实现相对轧制力、辊缝位置、辊缝倾斜的零点标定,并介绍了相关的计算公式。
2 辊缝标定内容
辊缝标定主要包括轧机辊缝调零和轧机刚度测定两部分内容。这些标定过程需要在更换完轧机工作辊或支撑辊后进行。当轧机辊缝标定和轧机刚度测定完成后,轧机才能具备生产条件。
2.1 轧机辊缝调零
轧机辊缝调零的目的是确定轧机在零辊缝时,轧机压下系统的绝对位置。从而在辊缝控制过程中换算为相应辊缝值下压时设备的目标位置。同时,为了消除机架本身和机械设备方面自身所带的系统误差,粗轧机可以通过分别调节轧机传动侧和操作侧的液压系统,最终实现轧机系统的自动辊缝调零。
2.2 轧机刚度测定
为了提高辊缝控制的精度,就必须对机架和轧辊本身的刚度系数进行测定,从而在轧制设定计算过程中对辊缝控制做出正确的补偿设定[1]。该过程主要是通过记录轧机受力升降过程中相关的测量数据,准确地计算出轧机的刚度系数。在轧机刚度系数确定后,控制系统可以直接对辊缝的位置控制提供补偿数据。
3 轧机标定及相关描述
3.1 粗轧机压力的计算方法
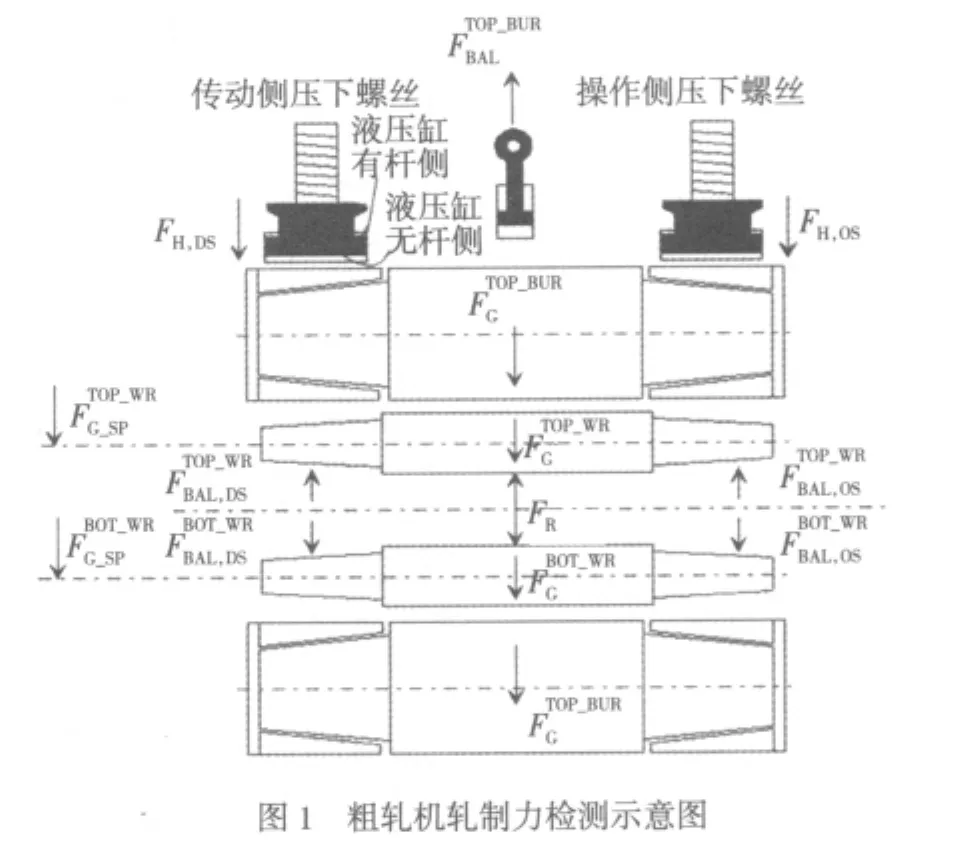
粗轧机的主要设备包括上下工作辊、上下支持辊、上下工作辊节轴、压下螺丝装置、液压平衡装置和液压厚度控制装置。粗轧机压力主要通过压力传感器来进行测量,轧制力检测示意图见图1。
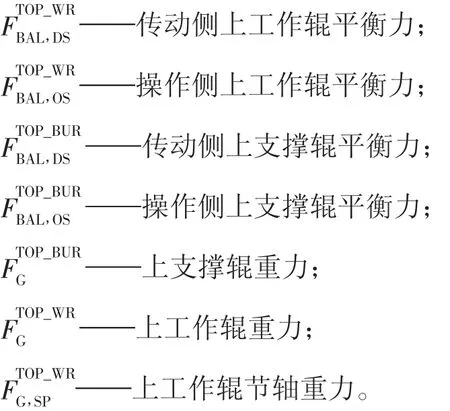
轧制力计算公式如下:
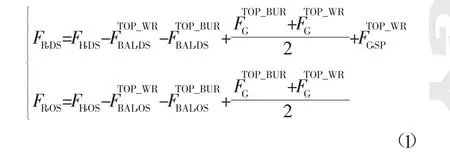
式中:FR,DS——传动侧轧制力;
FR,OS——操作侧轧制力;
FH,DS——传动侧液压缸压力;
FH,OS——操作侧液压缸压力;
3.2 粗轧机辊缝控制的坐标系统
对于轧机而言,位置控制和辊缝控制的区别在于其建立在不同的坐标系统当中[1]。通过坐标方程的转换即可以实现位置和辊缝之间的相互转换。为了检测当前设备的实际位置,需要定义一个坐标系统,其坐标零点以机械设备(压下螺丝和液压缸)的最大开口度为坐标零点,根据图2可以得出以下位置计算方程。
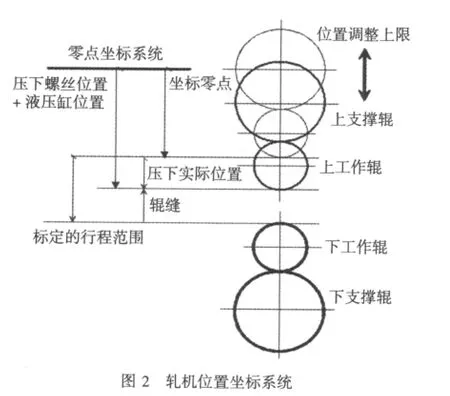
如果以粗轧机下工作辊的上表面为坐标零点,即可得出轧机辊缝计算方程:

式中:GGAP——实际辊缝;GOFFSET——标定的行程范围;PACT_P——压下实际位置。
3.3 粗轧机辊缝标定过程
粗轧机辊缝标定可在操作画面上进行启动。轧机标定前需要满足标定的相关辅助条件,并对工作辊直径、支承辊直径、垫片厚度等相关应用数据进行确认。粗轧机辊缝标定过程主要包括以下几个步骤。
(1) 标定开始
在粗轧机更换完工作辊或支撑辊后,操作人员可以通过操作画面确认粗轧机是否具备标定条件。如果标定条件满足,操作人员可通过操作画面上的标定启动按钮启动粗轧机标定过程。
(2) 标定准备条件满足
控制系统判断标定条件是否满足,同时根据当前辊径数据控制压下装置到达一个初始位置(默认为50 mm),同时控制液压缸保持在缸体的中间位置,以保证液压缸可进行伸出方向和回缩方向的位置控制。
(3) 轧制力标定
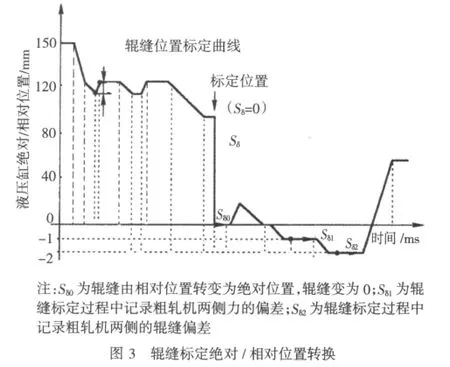
标定准备条件满足后,上下工作辊之间存在空隙。此时,控制系统记录当前压力传感器的压力值,并将该压力值作为粗轧机零轧制力的补偿值,同时将当前轧制力修正为零,完成轧制力标定过程。为了检查轧辊数据的准确性,可以通过轧制力控制方式控制轧辊两侧达到接触轧制力,保证轧辊两侧在上下辊之间相互作用并产生辊系变形。然后通过位置控制方式,将当前设备在原有位置基础上打开5 mm(根据液压和辊系变形原理,在产生接触轧制力的位置基础上打开辊缝5 mm,可使轧机上下辊各自系统之间设备更好接触,但上下辊之间却没有相互作用)[2],该部分内容见图3。此时如果轧机系统之间仍然存在轧制力,则判断辊径数据错误;如果轧制力不存在,则再对压力传感器系统做一次轧制力清零操作,最终计算出相对轧制力的零点补偿值。
其中,轧制力补偿值为上工作辊平衡力和支撑辊平衡力在消除上支撑辊重力、上工作辊重力和上节轴重力后的平衡力偏差值。在力标定过程中,传动侧和操作侧分开进行计算。轧制力标定完成后,可得出轧制力的计算方程为:

式中:FACT——实际轧制力,单位kN;
FHGC——HGC缸检测压力,单位kN;
FOFFSET——标定力偏差。
(4) 辊缝闭合
在轧制力标定完成后,粗轧机开始以标定速度转动,同时压下电机高速向下动作,关闭辊缝。压下电机的目标值可以根据辊径数据进行计算。当辊缝达到一定值时(默认为30 mm),压下电机开始低速运行,直到粗轧机上工作辊接触到下工作辊,且HGC缸一侧压力达到1 000 kN时,压下电机停止压下动作,辊缝闭合动作完成。该过程中操作侧HGC缸和传动侧HGC缸一直保持在液压缸的中间位置。
(5) 辊缝标定
辊缝闭合结束后,控制系统控制两侧HGC缸向外伸出,增加液压缸压力,并控制两侧压力偏差为零。轧机设备系统由于自身特点,其传动侧设备与操作侧设备之间必然存在位置偏差,因此造成轧机系统的两侧出现位置偏差而产生倾斜现象。如果不将该偏差消除,则会造成辊缝倾斜[3]。所以在辊缝标定过程中必须记录该倾斜值,并将该补偿值应用到实际的辊缝倾斜控制中,消除轧机两侧的位置偏差,保证轧机辊缝两侧完全处于水平状态,完成轧机的辊缝标定。根据工艺要求,零辊缝的选择为两侧轧制力均达到和保持5 000 kN时的辊缝位置。将液压缸的绝对位置,转换为以零辊缝为基准的相对辊缝位置,并进行位置记忆,完成辊缝标定过程。辊缝标定过程中设备绝对位置和辊缝相对位置见图3。
(6) 标定完成
在辊缝标定结束后,电动压下装置会抬升到一个默认的辊缝设定值,同时液压缸回到中间位置。到此,整个粗轧机辊缝标定过程完成。
4 粗轧机刚度测定
轧机刚度测定同时称为轧机弹跳标定,是对轧机机架和轧辊本身在受到压力后产生形变所进行的自动检测过程,以此确定轧机的刚度系数。弹跳标定的顺序与粗轧机辊缝标定相似,不同之处在于弹跳标定过程中位移传感器的位置读数和标定压力会进行阶段性数据统计,并依据轧机弹跳方程计算出轧机的刚度系数,从而在辊缝计算上给予厚度补偿。
5 辊缝计算
在生产过程中,粗轧机会根据二级控制系统的设定值或操作画面输入的设定值自动进行位置调整,同时进行相应的厚度补偿。厚度补偿包括轧机弹跳补偿、油膜厚度补偿、冲击补偿、偏心补偿等。其中轧机弹跳补偿对辊缝厚度控制的影响最为重要,控制系统会根据生产过程中的轧制力和轧机弹跳系数自动进行厚度补偿,以保证粗轧机的辊缝控制精度。厚度补偿公式如下:
式中:GC,G——厚度补偿值;
Fr,Exp——设定轧制力,单位kN;
CMS——轧机弹跳系数。
6 生产应用
天铁1 750 mm热轧线粗轧机辊缝标定系统在生产实践中得到了良好应用。在生产过程中,TCS控制系统将标定过程中测量出的相关数据与二级控制系统的设定数据相结合,可计算出粗轧机在轧制过程中的辊缝补偿值,该补偿值参与到辊缝计算中可有效地提高粗轧机中间坯的厚度控制精度,从而为热轧线精轧机组的顺利轧制提供了有效保障。
7 结束语
轧机辊缝标定涉及到位置控制和压力控制,是热轧线轧机控制的核心部分。熟悉轧机标定过程和相关计算公式对了解轧机辊缝位置控制起着至关重要的作用,同时为分析轧机标定过程中出现的问题提供了依据。
[1]丁修堃.轧制过程自动化[M].2版.北京:冶金工业出版社,2005:58-67.
[2]袁树刚,王京,杨荃.全连续冷连轧机带钢厚度自动控制策略研究及实现[J].冶金自动化,2006,30(6):55-59.
[3]王国栋,刘相华,王军生.冷连轧厚度自动控制[J].轧钢,2003,20(3):38-41.
TIANJIN METALLURGY
TIANJIN METALLURGY
TIANJIN METALLURGY
TIANJIN METALLURGY
TIANJIN METALLURGY
TIANJIN METALLURGY
Calibration and Calculation of Roll Gap of Roughing Mill of Tiantie 1 750 mm Hot Rolling Mill
Ding Jianpei,Liu Bing
In order to ensure the thickness control precision of intermediate slab for 1 750 mm Rolling Mill,Tiantie calibrated and calculated the roll gap of roughing mill to supply calculating data for TCS control system.The author explains in detail the content,process and calculation formula of roll gap calibration.Combing the relevant data measured during calibration with preset data in TCS control system,the thickness control precision of intermediate slab for roughing mill is effectively improved and the smooth rolling of finishing mill is ensured also.
rolling mill,roll,roll gap,rolling force,calibration,calculation
(收稿 2011-04-26 责编 赵实鸣)
丁建培,男,2006年7月毕业于河北工业大学测控技术与仪器专业,现于天铁热轧公司从事冶金设备控制技术管理工作。
