强变形诱导析出相回溶对Al-Cu合金力学性能的影响
2010-11-24许晓嫦张孜昭
胡 楠,许晓嫦,2,张孜昭,屈 啸
强变形诱导析出相回溶对Al-Cu合金力学性能的影响
胡 楠1,许晓嫦1,2,张孜昭1,屈 啸1
(1. 中南大学 材料科学与工程学院,长沙 410083;2. 中南大学 有色金属材料科学与工程教育部重点实验室,长沙 410083)
采用硬度测试、室温拉伸试验、扫描电镜(SEM)、透射电镜(TEM)和 X射线衍射(XRD)等方法研究时效Al-Cu合金固溶态、含θ″相试样、含θ′相试样和含θ相试样在强变形诱导析出相低温回溶过程中的显微组织和力学性能。结果表明:在室温下多向压缩(MAC)变形过程中,随着等效应变的增加,含θ″相试样和含θ′相试样的强度和塑性都显著提高。此外,4种试样的硬度虽然总体上升高,但含θ″相试样和含θ′相试样的硬度在升高过程中出现了一个低谷,与含θ″相试样和含θ′相试样在变形的过程中发生了明显的析出相回溶有关。说明强变形诱导析出相回溶现象在保证强度得到提高的同时,缓解加工硬化引起的脆性,改善塑性。
Al-Cu合金;强塑性变形;析出相回溶;力学性能
如何获得高强度、高韧性,以及它们的最佳配合,一直是结构材料科学与工程界无数科学研究人员、生产技术人员孜孜以求、终生奋斗的目标。随着现代社会对铝合金的要求越来越高,一方面需要研制出具有更高综合性能的新型铝合金,另一方面要求在制造和回收铝合金过程中,最大限度的利用资源,将污染和能耗降到最小。研究结果表明,超细晶材料表现出一系列优异的物理性能和力学性能,为提高材料的综合性能,发展新材料和改善传统材料的性能创造条件[1−2]。通过强塑性形变细化显微结构,是生产超细晶金属结构材料的有效方法[1−3]。近年来比较热门的研究方法有等径角挤压(ECAP)[4−6]、扭转变形(HPT)[7−8]、反复重叠轧制法(ARB)[9−10]和多向压缩变形(MAC)[11−14]等。在众多强变形方法中,多向锻造技术由于其工艺简单、成本低,使用现有的工业装备即可制备大块致密材料以及可使材料性能得到改善等优点,有望直接应用于工业化生产[14]。
尽管采用强塑性变形制造的超细晶材料的强度得到大幅度的提高,但是通常情况下,会牺牲部分材料的塑性[15],如何在提高强度的同时保证强变形细晶材料的塑韧性依旧是个待解决的问题[16−18]。在最近的研究中,发现了一个新的微观现象[19−22]:第二相质点在低温下的强变形过程中,会重新回溶到基体形成过饱和固溶体。但是大多数研究强变形的学者都将注意力集中在细晶粒的获得上,有关第二相粒子在强变形过程中的变化却研究得较少[19]。KIM等[20]在 ARB实验中发现,试样的伸长率随着变形程度的增加而增大并且伴随有Si原子回溶到基体的现象,却没有充分解释两者之间的关系。事实上,强变形诱导析出相回溶现象对铝合金的力学性能有重要影响。因此,本文作者使用硬度检测、拉伸试验、扫描电镜、透射电镜和X射线衍射图谱,研究Al-Cu合金固溶态、含θ"析出相、含θ′析出相和含θ析出相的试样在强变形诱导析出相低温回溶过程中的抗拉强度、伸长率和硬度的变化,以探讨强变形诱导析出相低温回溶现象对强变形合金力学性能的影响。此研究将对如何利用、发挥强变形带来的优异性能具有理论与实际意义。可以利用这个现象,对固溶处理和时效后的铝合金,进行强变形处理直到析出相回溶,配合后续热处理使第二相重新以不同的方式析出,实现固溶强化、沉淀强化、细晶强化和加工硬化的最佳配合,并且保持强变形的细晶组织,显著提高铝合金的综合性能。此外,与传统添加合金元素的方法相比,整个流程不需要添加其它元素,只是单纯依靠塑性变形和热处理提高材料性能,不仅节约大量昂贵的合金元素,还可以大大降低铝合金的回收与再利用的难度,减少回收过程中的环境污染,符合可持续发展的要求。
1 实验
1.1 试样制备
试样材料是加工成10 mm×10 mm×15 mm的长方体Al-Cu合金试样,其化学成分如表1所列。随后采用表2中的热处理工艺,获得实验所需充分长大的θ″、θ′和 θ析出相。

表1 Al-Cu合金的化学成分Table 1 Chemical compositions of Al-Cu alloy (mass fraction, %)
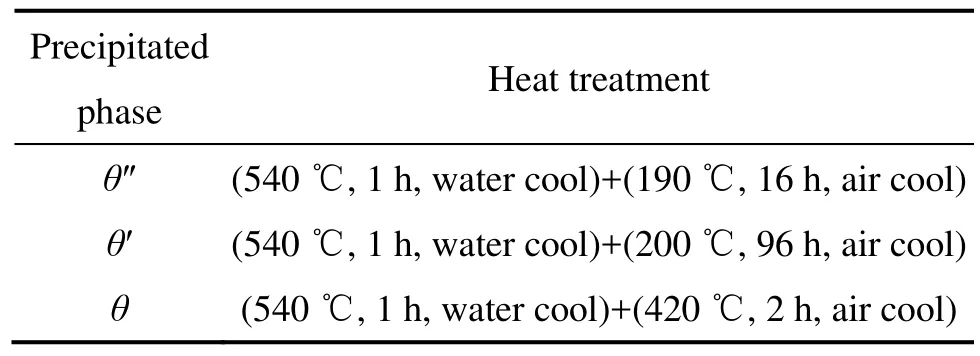
表2 Al-Cu合金试样的热处理工艺及析出相Table 2 Precipitated phases and heat-treatment processes of Al-Cu alloy
1.2 实验方法
在自行设计的MAC模具上进行多向压缩变形。模具采用Cr12 模具钢制备,如图1所示。采用型号为WE60、最大负荷为60 t的液压式万能材料试验机,按应变轴X→Y→Z→X进行换方向压缩,每道次的等效应变(ε)约为0.4,变形速率为5 mm/s。挤压在室温下进行,采用MOS2作为润滑剂,取与最后一次压缩时的轴向垂直的面进行硬度测试和透射电镜观察。
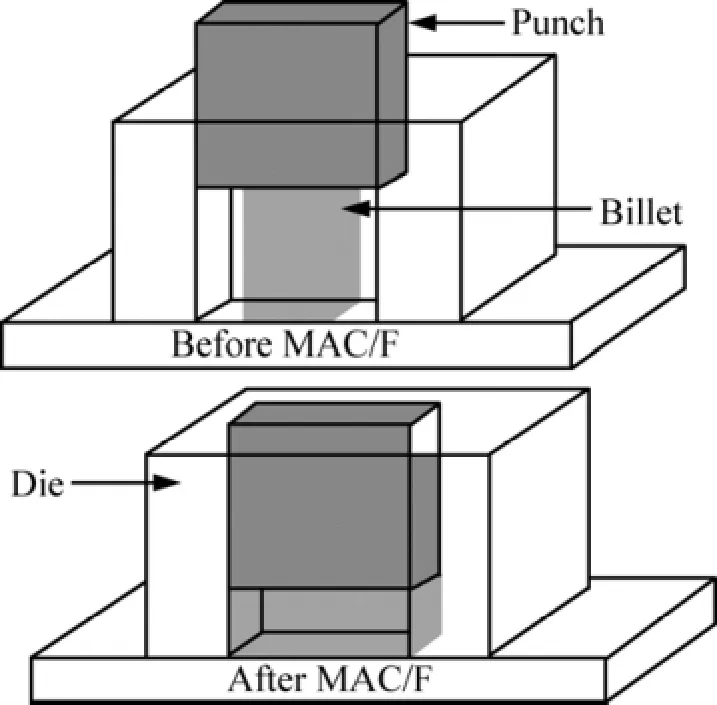
图1 MAC 模具的示意图Fig.1 Schematic diagram of MAC mould
在 CSS−44100型万能电子拉伸试验机上进行拉伸试验。拉伸实验采用片状试样,拉伸速度为1 mm/min,用引伸计来记录载荷—位移曲线。在型号为HW187.5的布洛维硬度计上进行硬度测试,载荷为2.45 kN,用菲利浦TECNAI-G2型透射电子显微镜和日本理学D/max−2550/PC型X射线衍射仪观察其析出相的演变。透射电镜试样先机械减薄到0.1 mm,随后在MTP-1电解双喷仪上进行减薄,电解温度为−25 ℃。电解液为 30%HNO3+70%CH3OH(体积分数),其加速电压为 200 kV。X射线衍射样品切割成 5 mm×5 mm×5 mm的块状样品,实验条件:CuKα辐射,加速电压36 kV。
2 结果与分析
2.1 拉伸试验
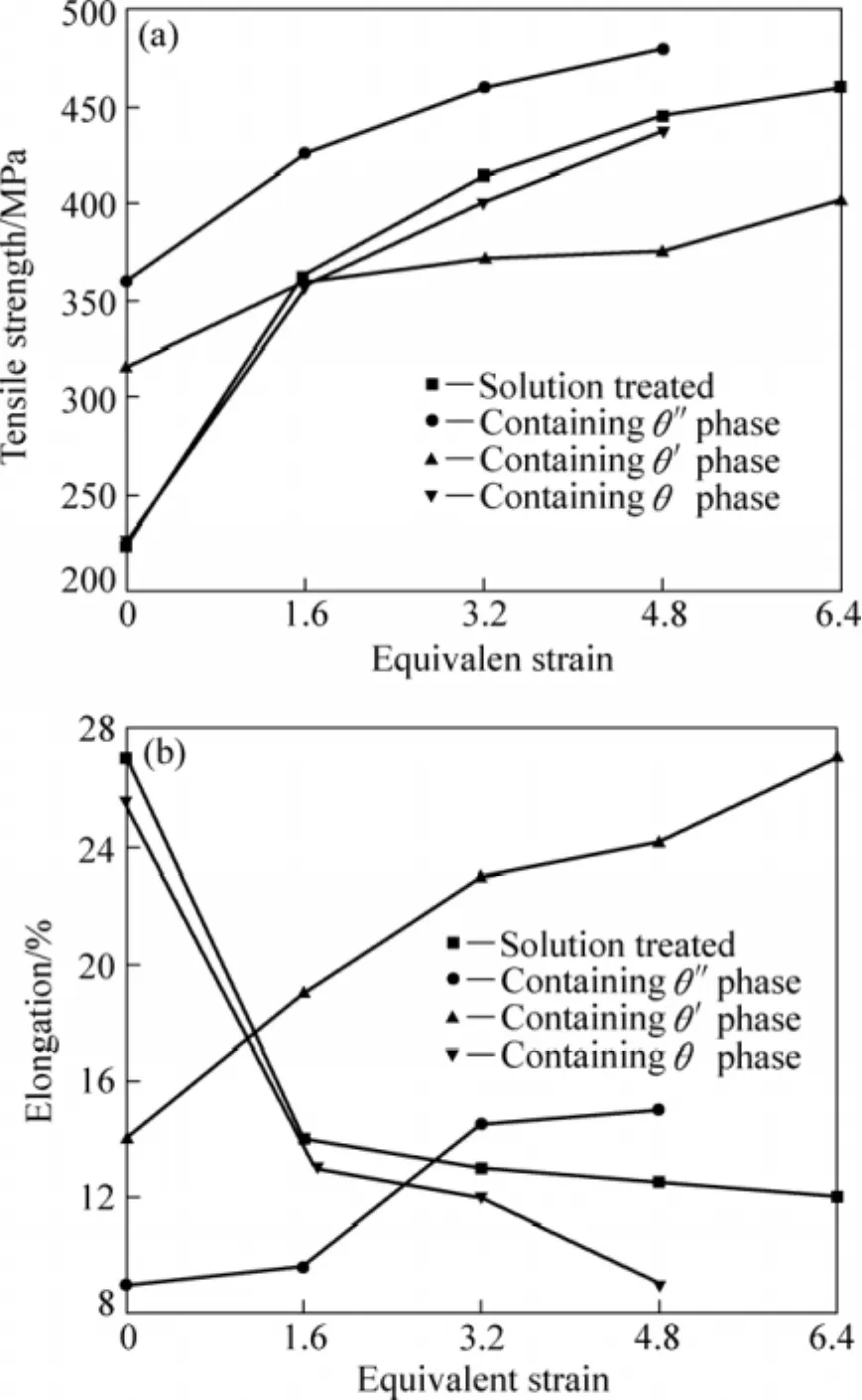
图2 不同状态试样在不同MAC等效应变量下的拉伸性能Fig.2 Tensile properties of MAC processed specimens at different states with different equivalent strains
图2 所示为固溶态、含 θ"、θ′、θ相试样的拉伸性能随MAC变形道次的变化。从图2可以看出,经过强塑性变形后,4种试样的抗拉强度都是随着变形量的增加而不断增大。但是,4种试样的伸长率变化规律并不相同,主要有2种趋势:固溶态和含θ相试样的伸长率随着变形量的增加而降低,然而含θ″相和含 θ′相试样的伸长率却随着变形量的增加呈上升趋势,塑性得到明显的改善,提高了综合性能。经 12道次(ε=4.8)多向压缩变形后,含θ″相试样的强度和伸长率分别比变形前升高 32%和 110%。在以前的强变形研究中,同样发现伸长率随等效应变的增加而升高的现象[20]。从组织分析可以看到,这种变化是由 θ″相和θ′相大量回溶到基体所致。
2.2 硬度测试
图3所示为4种状态试样随等效应变的硬度变化曲线。由图3可看出,在MAC变形过程中,4种状态的试样的硬度变化主要有2种规律:固溶态试样和θ相试样的硬度随着等效应变量的增加一直增大,然而含θ″相试样和含θ′相试样的硬度变化则不同,在最初几个道次短暂上升后开始下降,在等效应变分别为2.4和4.0时出现低谷,在这之后,这2种试样的硬度又随着变形量的增加缓慢增长,最后基本趋于饱和。当等效应变为7.2时,含θ″和含θ′相试样的硬度较变形前增幅均为20%左右。在以往的强变形实验中也曾出现过相似的硬度下降的现象[20−22]。
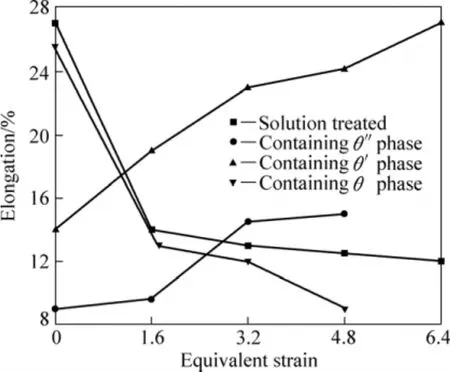
图3 不同状态试样在不同MAC道次下的等效应变—硬度曲线Fig.3 Equivalent strain—hardness curves of MAC processed specimens at different states
2.3 断口扫描分析
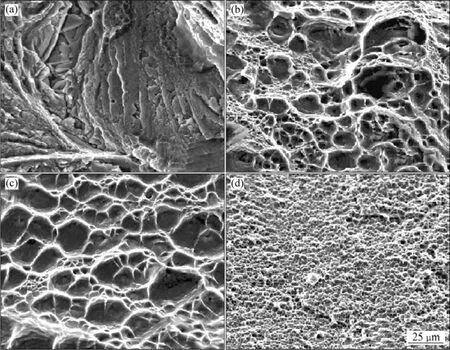
图4 试样MAC变形后的拉伸断口形貌Fig.4 Tensile fracture morphologies of specimens after MAC: (a) Containing θ″ precipitate phase after 4 passes MAC, ε=1.6;(b)Containing θ″ precipitate phase after 12 passes MAC, ε=4.8; (c) Containing θ ′precipitate phase after 12 passes MAC, ε=4.8; (d)Containing θ precipitate phase after 12 passes MAC, ε=4.8
图4 所示为不同状态试样MAC变形后的拉伸断口形貌。从图4(a)可以看出,含θ″相试样等效应变达到1.6后,断口形貌很不均匀,存在许多相互平行、位于不同高度的解理面,在不同高度的平行解理面之间存在解理台阶。这是由于在外力作用下局部应力集中较大,当应力作用方向有利于沿一定的解理面断裂时,就会发生局部的解理断裂。解理断裂可以穿过强度较低的界面沿二次解理面扩展成螺旋位错,形成解理台阶,对外总体表现为沿晶脆性断裂;等效应变达4.8后(见图4(b)),解理面被韧窝所代替,韧窝尺寸大小不一,有少量大韧窝存在,分布较为均匀,表明材料的塑性得到提高;当含 θ′相试样等效应变达到 4.8后(见图 4(c)),为韧窝断裂,与含 θ″相试样变形等效应变达到4.8后(见图4(b))相比,韧窝变深,分布更为均匀,呈等轴状,表现出较好的塑性。从图4(d)中可以观察到,当含θ相试样等效应变达到4.8后,也为韧窝断口,韧窝为等轴状,分布很均匀,但是尺寸很小。可以得到:等效应变达4.8后,含θ′相试样的塑性最好,含θ″相试样次之,含θ相试样的塑性最低。与图2中等效应变4.8时含不同析出相的试样伸长率排布一致。
2.4 合金相的透射电镜分析
图5所示为含 θ″相试样在不同 MAC变形时的TEM像。从图5(a)可以清楚看到,未变形时,θ″相均匀地分布在基体中,厚度为 2~3 nm,长度为 15~20 nm左右。变形1道次(ε=0.4)(见图5(b)),θ″析出相不再有未变形态的有序分布,析出相数量比未变形时也明显减少,并且在析出相周围聚集大量的位错。从图3可以看到,此时,含θ″相态试样硬度急剧升高,这是因为变形引入高密度位错产生了形变强化所致。变形4道次(ε=1.6)时(见图5(c)),出现明显的带状变形剪切带,可以看到类似竹节状的亚晶,在其内部及其周围没有位错存在,同时也看不到析出相,说明析出相开始大幅度溶解。由于析出强化的作用大幅度降低,导致硬度开始下降(见图 3)。变形 8道次(ε=3.2)后(见图5(d)),带状变形带消失,已观察不到析出相,但又出现大量位错胞缠结,部分位错胞逐渐转化为亚晶,使晶粒细化,所以硬度开始上升(见图 3)。含 θ″相试样在MAC变形12道次(ε=4.8)后(见图5(e)),可以观察到基体中存在非等轴状晶粒,宽 0.6~0.8 μm,长1.5~2.0 μm,其衍射斑点图开始呈连续环状,说明在基体的晶粒中存在大角度晶界。
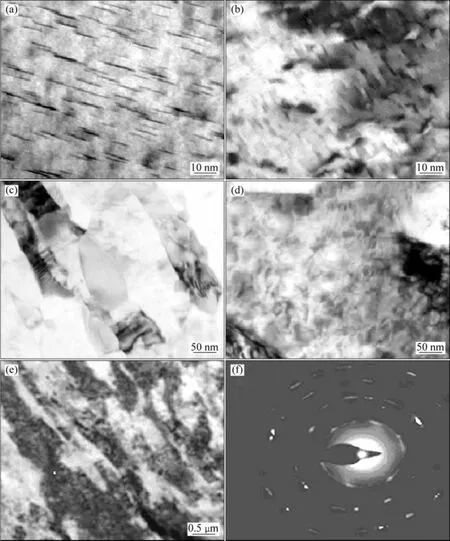
图5 含θ″相试样经不同MAC变形后的TEM像Fig.5 TEM images of specimens containing θ″ precipitate phase after different MAC passes: (a) Non-deformed; (b) 1 pass, ε=0.4;(c) 4 passes, ε=1.6; (d) 8 passes, ε=3.2; (e) 12 passes, ε=4.8; (f) SAED pattern of specimen containing θ″ phase after 12 passes MAC
图6 所示为含θ′相试样MAC变形后的TEM像。从图 6(a)可以看到,未变形时,θ′相均匀分布在基体中。片状θ′析出相的宽面与基体共格,而边缘的界面与基体非共格。片状θ′相长度为400~600 nm,片间距平均为200 nm。两个方向的析出相成典型的90˚夹角。经MAC变形1道次(ε=0.4)后,θ′相明显变形,大量的位错堆积在 θ′相周围,并形成位错胞(见图 6(b)),导致硬度急剧上升(见图3)。随着应变量的增加,变形4道次(ε=1.6)时,析出相周围的位错密度急剧增加,形成大量的位错网(见图6(c))。析出相明显破碎,沿平面方向宽化,与基体的取向关系依然存在,但两个方向的析出相夹角小于 90˚。当 MAC变形 8道次(ε=3.2)后,位错密度明显减少(见图 6(d)),析出相与基体失去了特定的位向关系,并且析出相的数量也在减少,这表明θ′相已经部分回溶,导致硬度开始下降。变形至12道次(ε=4.8)后,几乎不存在可辨别的θ′析出相,部分位错胞逐渐转化为亚晶,使晶粒细化,细晶强化作用导致硬度重新升高。变形16道次(ε=6.4)以后,几乎看不到θ′析出相,说明析出相基本回溶至基体中。
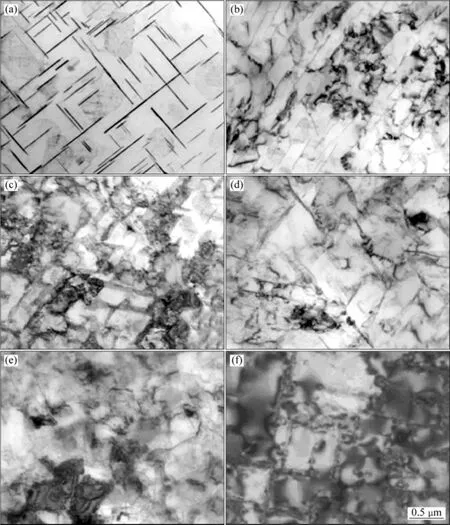
图6 含θ′相试样在不同MAC 变形中的TEM像Fig.6 TEM images of specimens containing θ″ precipitate phase after different MAC passes: (a) Non-deformed specimen;(b) 1 pass, ε=0.4; (c) 4 passes, ε=1.6; (d) 8 passes, ε=3.2; (e) 12 passes, ε=4.8; (f) 16 passes, ε=6.4
由以上的分析可得,随着变形道次的增加,含θ″相试样和含θ′试样有相同的微观结构变化趋势:先是在铝基体中出现大量位错,随后位错聚集形成位错胞,进而由位错胞转变为亚晶,使基体晶粒得到细化。细晶强化和加工硬化的综合强化作用大于析出相回溶引起的软化作用,使得试样的抗拉强度随着等效应变的增加而增加。但是试样内含的θ″相和θ′相随着变形道次的增加,与位错相互作用而发生变形、破碎、逐渐消失,使得基体软化,伸长率上升。从图5可以看出,变形 8道次(ε=3.2)后,θ″相基本回溶至基体中(见图5(d));变形12道次(ε=4.8)后,θ″相完全回溶至基体中(见图 5(e));θ′变形 12 道次(ε=4.8)后相基本回溶,变形16道次(ε=6.4)后,完全回溶至基体中。
然而,从图2~3可以看出,含θ相试样的力学性能变化与含θ″相试样和含θ′试样的明显不同。图7所示为含θ相试样在不同道次MAC 变形中的TEM像,其中图7(a)所示为未变形时的θ相形貌图。在Al-Cu元二合金中,θ析出相属于正方结构,与基体没有共格关系,因此不易与基体一起变形,积累足够用于回溶的能量,而只是出现大幅的破碎,并未出现明显回溶。从图7(f)可以看出,直到变形12道次(ε=4.8),都还有大量θ相存在,破碎的析出相弥散度更大,阻碍位错运动,使位错更易堆积在析出相周围,大大提高了位错密度,使材料变形困难,导致伸长率降低,加工硬化和弥散强化使材料的强度得到大幅度提高。
2.5 合金相的XRD谱分析
含 θ″相试样变形 12 道次(ε=4.8)后,θ″相衍射峰消失(见图 8(a)),说明析出相已经完全回溶,与图 5(e)相符。含θ′相的试样经MAC变形16道次后,衍射峰消失(见图8(b)),析出相已完全回溶,与图6(f)相符。含θ相试样经过MAC变形12道次(ε=4.8)后,θ相衍射峰下降并不明显,析出相没有发生明显回溶,与图7(f)相符。
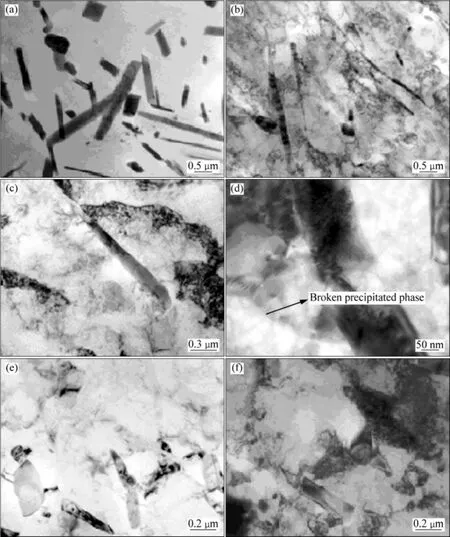
图7 含θ相试样在不同MAC 变形中的TEM像Fig.7 TEM images of specimens containing θ precipitate phase after different passes MAC: (a) Non-deformed specimen;(b) 2 passes, ε=0.4; (c) 4 passes, ε=1.6; (d) 4 passes, ε=1.6; (e) 8 passes, ε=3.2; (f) 12 passes, ε=4.8
3 讨论
材料在强塑性变形过程中,随着变形量的增加,位错密度急剧增加,微观内应力增大,变形抗力增大,出现应变强化,强度、硬度增加,塑性降低。一般情况下,强变形材料与原始粗晶材料相比,强度得到较大的提升,而塑性则相对较低。图9所示为材料在SPD加工过程中强度和伸长率的变化趋势图[21]。本试验中,随着多向压缩变形量的增加,4种试样的强度都得到较大幅度的提高,与图9所示的强度变化一致,这是加工硬化和细晶强化的结果。
但本实验出现了2个值得注意的现象:
1) 4种试样的伸长率的变化有2种趋势:固溶态试样和含θ相试样的强度和伸长率变化规律与图9所示的一致,但含θ″相试样和含θ′相试样的伸长率变化趋势却与图9所示的相反,随着应变量的增加,伸长率缓慢增加,变形12道次(ε=4.8)后,增幅达到100%以上(见图2(b))。
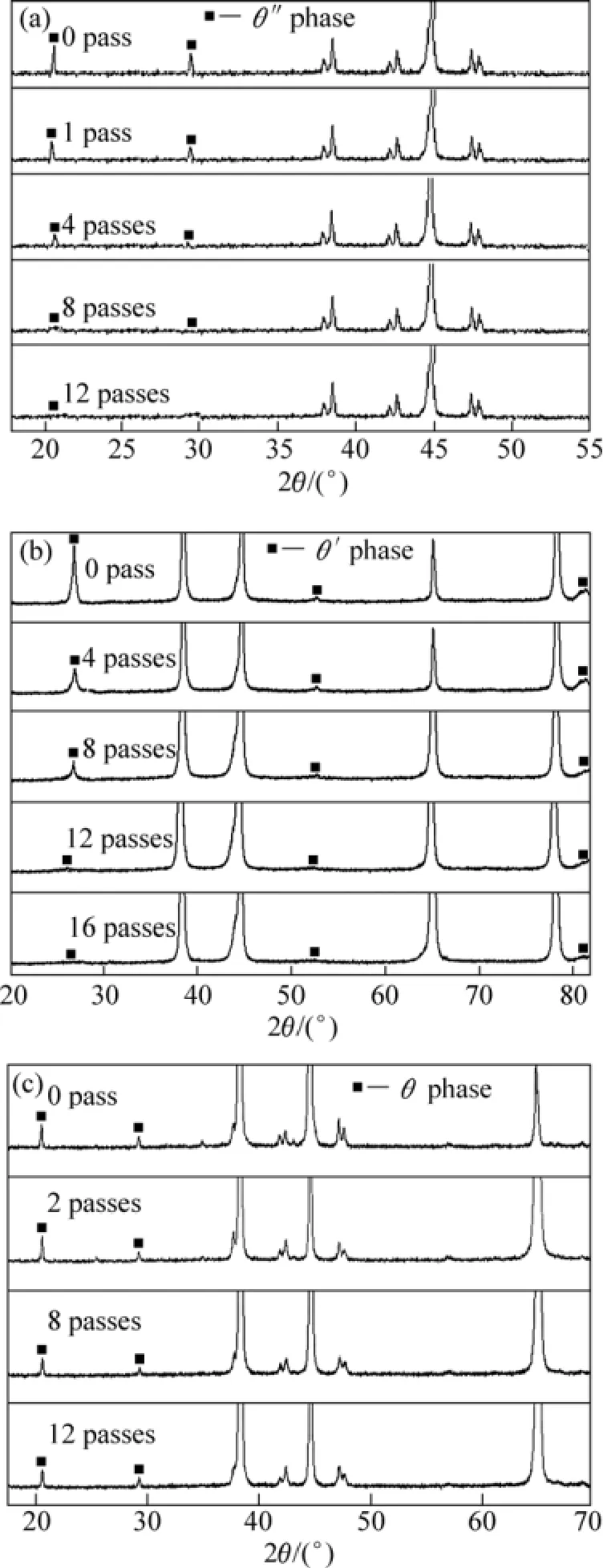
图8 试样经过不同MAC变形后的XRD谱Fig.8 XRD patterns of specimens after different MAC passes:(a) Containing θ″ phase; (b) Containing θ′ phase;(c) Containing θ phase
2) 硬度变化也有2种趋势:固溶态试样和含θ相试样的硬度变化趋势和图9所示的2种试样的强度变化趋势一致。但含θ″相试样和含θ′相试样在多向压缩过程中,硬度出现了下降到谷底再上升至饱和的过程(见图 3)。

图9 材料在MAC过程中强度与伸长率变化趋势图[21]Fig.9 Sketch of tensile strength and elongation as a function of equivalent strain during MAC[21]
本实验中,4种状态的试样经过 MAC变形加工后,强度与硬度的变化趋势基本一致,只是含θ″相试样和含θ′相试样的硬度变化曲线中出现了低谷。由前面的分析可知,含析出相试样在强塑性变形的过程中,同时发生3个过程[23]:一是析出相的回溶,使析出相的强化作用降低,同时也减少了对位错运动的阻碍,使堆积位错的密度降低,导致合金软化,因回溶相的不同,软化的程度各异;二是未回溶的部分因强塑性变形而产生加工硬化,以及析出相破碎后增大的弥散强化作用;三是因强烈的塑性变形而引起的晶粒细化,同时提高了试样的强度和塑性。因此,试样在强塑性变形过程中性能变化取决于这3个过程的综合效果。
强塑性变形的不同阶段,3种因素对力学性能的影响所占的比例各异,造成不同的变化趋势。加工硬化实质上就是晶体缺陷的堆积,如位错塞积、增殖,继续变形时位错在滑移过程中相互交割的机会越多,相互间的阻力也越大,变形抗力也越大,即被强化。固溶态试样中不含析出相,在多向压缩的过程中,随着变形量的增加,位错密度不断提高,很容易引起应力集中,必然会使塑性降低(见图 2(b))。含 θ″相试样和含θ′相试样在析出相回溶的过程中,一方面强变形使得位错大量增殖使试样强化,另一方面析出相回溶引起析出相周围堆积的位错密度大幅度减少,导致试样软化,两种相反作用达到平衡,位错密度接近饱和值而不再增加。总体看来,基体的塑性变形在微观上更均匀,再加上强塑性变形导致的晶粒细化,回溶软化加上晶粒细化使变形分布更均匀,应力集中减轻,推迟微裂纹的萌生,将增大断裂应变(总应变),可以提高材料的塑性。
变形2道次(ε=0.8)后,含θ″相试样由于先发生加工硬化,强度、硬度上升。但是含θ″相试样与基体共格,最易积累变形能使自由能大幅度升高而最早回溶;变形2道次(ε=0.8)后已开始回溶,析出强化效果下降,使基体软化,开始抵消加工硬化作用,硬度开始下降(见图 3);变形4道次(ε=1.6)后,θ″相回溶程度更大,引起析出相周围位错密度大幅降低(见图5(c)),抵消变形带来的位错密度升高,使位错密度渐渐达到饱和,因此加工硬化对塑性的降低作用逐渐减弱。同时,析出相的大量回溶引起析出强化大幅度降低,使材料软化,因此材料的伸长率开始大幅度提高(见图 2(b)),硬度开始大幅度下降(见图3),直到变形6道次(ε=2.4)时出现一个低谷。但因为未回溶的θ″相依然阻碍位错运动以及细晶强化作用的开始,强度还是呈上升趋势(见图 2(a))。到 8 道次(ε=3.2)以后,θ″相已基本回溶至基体内(见图5(d)和8(a)),在后续的强塑性变形中,因为可回溶的析出相数量已很少,几乎不再有析出强化的减弱,析出回溶导致的硬度下降基本停止。因此,随着应变量的继续增大,加工硬化效果引起硬度再次升高。另外,因为含有析出相的材料在强变形过程中,如果存在析出相回溶,则变形能先作用于析出相的回溶,而后才作用于晶粒细化[24]。因此,含θ″相试样析出相大量回溶后硬度和强度继续升高是因为晶粒进一步的细化,是细晶强化的贡献。
含θ′相与含θ″相试样的性能变化规律基本相同,但因为θ′相与基体成半共格,比θ″相更难以回溶,直到16道次(ε=6.4)才完全回溶到基体(见图6(e)),而θ″相在12道次(ε=4.8)已完全回溶(见图5(e))。另外,含θ′相试样直到10道次才出现硬度低谷,而含θ″相试样在变形6道次(ε=2.4)时就出现了硬度低谷。因此,含θ′相试样的回溶软化作用和加工硬化作用的综合作用持续更长的时间,致使含θ′相试样变形更均匀,伸长率升高最大(见图 2(b))。从图 4所示的断口扫描形貌也可以看到,同样变形12道次(ε=4.8),含θ′相试样的塑性比θ″相试样的更好。
在含θ相的试样中不存在析出相回溶,而是出现析出相的大幅度的破碎,弥散度更大,阻碍位错运动,使位错更易堆积在析出相周围,大大提高了位错密度,使材料的伸长率降低,加工硬化和弥散强化使材料的强度大幅度提高,与含θ″相试样和含θ′相试样相比,强度提高得很明显,在4道次(ε=1.6)时已高于含θ′相试样的强度。因为只有少量θ相回溶(见图8(c)),回溶软化不明显,因此整个过程中强度和硬度持续上升,伸长率降低。
4 结论
1) Al-Cu合金经多向压缩变形后,固溶态、含θ″相、含θ′相、含θ相4种状态的试样的强度均有提高,固溶态试样和含θ相试样的伸长率下降,而含θ″相试样和含θ′相试样的伸长率却缓慢上升。
2) 含 θ″相试样和含 θ′相试样在多向压缩过程中存在析出相回溶,使析出强化效果减弱的程度最大,硬度经历一个先降低再上升的过程。
3) 含 θ″相试样和含 θ′相试样在多向压缩过程中存在析出相回溶使强塑性变形更均匀,减小应力集中,在保证强度得到提高的同时,对塑性有改善作用。
REFERENCES
[1] VALIEV R Z, LOWE T C, MUKHERJEE A K. Understanding the unique properties of SPD-induced microstructures[J]. JOM,2007, 52(4): 37−40.
[2] ZHU Y T, LANGDON T G. The fundamentals of nanostructured materials processed by severe plastic deformation[J]. JOM, 2004,56(10): 58−63.
[3] AZUSHIMA A, KOPP R, KORHONEN A, YANG D Y,MICARI F, LAHOTI G D, GROCHE P, YANAGIMOTO J,TSUJI N, ROSOCHOWSKI A, YANAGIDA A. Severe plastic deformation (SPD) processes for metals[J]. CIRP Annals-Manufacturing Technology, 2008, 57(2): 716−735.
[4] GAO N, STARINK M J, FURUKAWA M, HORITA Z, XU C,LANGDON T G. Evolution of microstructure and precipitation in heat-treatable aluminium alloys during ECA pressing and subsequent heat treatment[J]. Materials Science Forum, 2006,503/504: 275−280.
[5] VALIEV R Z, LANGDON T G. Principles of equal-channel angular pressing as a processing tool for grain refinement[J].Progress in Materials Science, 2006, 51: 881−981.
[6] XU C,FURUKAWA M, HORITA Z, LONGDON T G. Influence of ECAP on precipitate distributions in a spray-cast aluminum alloy[J]. Acta Materialia, 2005, 53: 749−758.
[7] CIZEK J, PROCHAZKA I, SMOLA B, STULIKOVA I,KUZEL R, MATEJ Z, CHERKASKA V, ISLAMGALIEV R K,KULYASOVA O. Microstructure and thermal stability of ultra fine grained Mg-based alloys prepared by high-pressure torsion[J]. Materials Science and Engineering A, 2007, 462:121−126.
[8] ZHILYAEV A P, LANGDON T G. Using high-pressure torsion for metal processing: Fundamentals and applications[J]. Progress in Materials Science, 2008, 53: 893−979.
[9] KWAN C, WANG Z R, KANG S B. Mechanical behavior and microstructural evolution upon annealing of the accumulative roll-bonding(ARB) processed Al alloy 1100[J]. Materials Science and Engineering A, 2008, 480: 148−159.
[10] MIN B K, KIM H W, KANG S B. Effect of Al3Sc precipitate on the microstructural evolution during accumulative roll bonding in Al-0.2wt%Sc alloy[J]. Journal of Materials Processing Technology. 2005, 162/163: 355−361.
[11] CHERUKURI B, NEDKOVA T S, SRINIVASAN R A.Comparison of the properties of SPD-processed AA-6061 by equal-channel angular pressing multi-axial compressions/forgings and accumulative roll bonding[J]. Materials Science and Engineering A, 2005, 410/411: 394−397.
[12] CHERUKURI B, SRINIVASAN R. Properties of AA6061 processed by multi-axial compressions/forging(MAC/F)[J].Materials and Manufacturing Processes, 2006, 21(5): 519−525.
[13] 党 朋, 许晓嫦, 刘志义, 于文斌, 宁爱林, 曾苏民. 铝合金等径角挤压和多向压缩变形中析出相的回溶研究[J]. 材料热处理学报, 2007, 28(5): 82−85.DANG Peng, XU Xiao-chang, LIU Zhi-yi, YU Wen-bin, NING Ai-lin, ZENG Su-min. Investigation on dissolution of precipitates in Al alloy deformed by equal-channel angular pressing and multi-axial compression[J]. Transactions of Materials and Heat Treatment, 2007, 28(5): 82−85.
[14] 郭 强, 严红革, 陈振华, 张 辉. 多向锻造技术研究进展[J].材料导报, 2007, 21(2): 106−108.GUO Qiang, YAN Hong-ge, CHEN Zhen-hua, ZHANG Hui.Research progress in multiple forging process[J]. Materials Review, 2007, 21(2): 106−108.
[15] JIA D, WANG Y M, RAMESH K T, MA E, ZHU Y T, VALIEV R Z. Deformation behavior and plastic instabilities of ultrafine-grained titanium[J]. Applied Physics Letters, 2001,79(5): 611−613.
[16] KOCH C C. Optimization of strength and ductility in nanocrystalline and ultrafine grained metals[J]. Scripta Materialia, 2003, 49(7): 657−662.
[17] SWYGENHOVEN H V, WEERTMAN J R. Preface to the viewpoint set on: mechanical properties of fully dense nanocrystalline materials[J]. Scripta Materialia, 2003, 49(7):625−627.
[18] MA E. Instabilities and ductility of nanocrystalline and ultrafine-grained metals[J]. Scripta Materialia, 2003, 49(7):663−668.
[19] CABIBBO M, EVANGELISTA E, VEDANI M. Influence of severe plastic deformations on secondary phase precipitation in a 6082 Al-Mg-Si alloy[J]. Metallurgical and Materials Transactions A, 2005, 36(5): 1353−1364.
[20] KIM H, KANG S, TSUJI N, MINAMINO Y. Elongation increase in ultra-fine grained Al-Fe-Si alloy sheets[J]. Acta Materialia, 2005, 53(6): 1737−1749.
[21] VASIL'EV L S, LONMAEV I L, ELSUKOV E P. On the analysis of the mechanisms of the strain-induced dissolution of phases n metals[J]. Physics of Metals and Metallography, 2006,102(2): 186−197.
[22] ENJI H, KEIICHIRO O, KENJI K. Microstructure control using severe plastic deformation [J]. Science and Technology of Advanced Materials, 2006, 7: 649−654.
[23] XU Xiao-chang, LIU Zhi-yi, LI Yun-tao, DANG Peng, ZENG Su-min. Evolution of precipitates of Al-Cu alloy during equal-channel angular pressing at room temperature[J].Transactions of Nonferrous Metals Society of China, 2008, 18:1047−1052.
[24] MURAYAMA M, HORITA Z, HONO K. Microstructure of two-phase Al-1.7at% Cu Alloy deformed by equal-channel angular pressing[J]. Acta Mater, 2001, 49(1): 21−29.
Effect of re-dissolution of severely deformed precipitated phase on mechanical properties of Al-Cu alloy
HU Nan1, XU Xiao-chang1,2, ZHANG Zi-zhao1, Qu xiao1
(1. School of Materials Science and Engineering, Central South University, Changsha 410083, China;2. Key Laboratory of Nonferrous Metal Materials Science and Engineering, Ministry of Education,Central South University, Changsha 410083, China)
The microstructure and mechanical properties of solution treatment aged Al-Cu alloys, containing θ″, θ′ and θ phases samples severely deformed by repetitive multi-axial compression (MAC) at ambient temperature were investigated by hardness test, tensile test, scanning electron microscopy (SEM), transmission electron microscopy (TEM)and X-ray diffractometry (XRD). The experiment results show that, during the MAC processing, both the strength and ductility of the containing θ″ and θ′ phases specimens increase with increasing the strain. The hardness values of four specimens gradually increase during MAC, the hardness values of specimens containing θ″ and θ′ phases show an ephemeral decrease, which overall increase after MAC. These two unusual phenomena can be ascribed to the profound re-dissolution of θ" and θ′ phases induced by severe plastic deformation. The ductility of severe plastic deformation (SPD)materials is considerably improved due to the re-dissolution of precipitated phases with guaranted amelioration of strength.
Al-Cu alloy; severe plastic deformation; re-dissolution of precipitated phases; mechanical property
TG146.2
A
1004-0609(2010)10-1922-10
湖南省自然科学基金资助项目(05JJ40005);湖南省科技攻关资助项目(2007FJ3085)
2009-11-17;
2010-03-30
许晓嫦,教授,博士;电话:13787797327;E-mail:xxc12@126.com
(编辑 李艳红)
