STT根焊技术在管道焊接中的应用
2010-11-14杨燕
杨燕
(四川石油天然气建设工程有限责任公司,四川 成都 610213)
STT根焊技术在管道焊接中的应用
杨燕
(四川石油天然气建设工程有限责任公司,四川 成都 610213)
分析了STT根焊技术的特点、原理,阐述了STT焊接坡口形式,焊接工艺参数中送丝速度、基值电流、峰值电流等对焊道成形的影响以及焊接工艺参数的设置。针对STT焊接操作技术,详细介绍了STT根焊在不同焊接位置时的后拖角、焊接干伸长的控制、熔合性能的保证、焊接熔池的控制以及焊接运弧、错口技术的处理技巧等,并总结了焊接飞溅过大、焊接密集气孔、焊道熔合不良等常见焊接问题及其解决措施。
STT;焊接原理;根焊;焊接工艺参数;焊接操作技术;焊接缺陷
1 STT焊接原理

STT技术是一种新型焊接方法,具有焊接速度快、焊缝成形好、焊接缺陷易控制、飞溅少、容易操作等特点。STT(Surface Tension Tremsfer)即表面张力过渡,是一种焊接熔敷金属过渡机理。STT通过检测电弧电压,根据熔滴不同的过渡过程,适时调节焊接电流大小,从而达到电弧所需的热量。解决了CO2气保焊短路过渡飞溅大的技术难题,同时确保了焊接电弧稳定,焊缝成形良好。典型的STT电流、电压波形及熔滴过渡示意如图1所示。
整个过程可分为6个阶段。当电弧在燃弧时形成一个熔滴后,焊接电流突然降低,形成负脉冲(相对基值电流而言),减小了电弧对熔滴的排斥作用,从而诱导熔滴与熔池接触短路,由于电磁收缩力减小,有利于熔滴与熔池的汇合,使熔滴金属迅速流入熔池。然后,为加速短路液断的形成,加大短路电流,由于电磁收缩力的作用,在焊丝一侧形成液体缩颈——小桥;当小桥即将爆断时,再次减小电流,此时液体小桥受表面张力的作用而被拉断,由于电流小,避免了小桥爆断,也减少了飞溅,或基本无飞溅。
2 STT焊接工艺参数和对焊道成形的控制
2.1 坡口型式
焊接接头坡口型式如图2所示。

2.2 焊接工艺参数
焊接工艺参数如表1所示。

表1 焊接工艺参数
3 操作要点
(1)STT根焊常在时钟位置12点~1点采用45°后拖角;在1点以后随着焊接摆幅的减小,逐渐减小焊接后拖角,当停止摆动时,要求采用10°焊接后拖角,保持焊接电弧位于焊接熔池前方1/3处,以获得良好的焊道与母材间的熔合性能。焊枪角度如图3所示。
(2)应特别注意干伸长的控制,否则干伸长过长将导致熔合不良,具体表现为机械性能试验时焊缝背弯开裂。焊接时要求保持焊接干伸长6~8 mm。焊接导电嘴可以伸出焊接喷嘴10 mm,以便深入坡口内部,保证合理的焊接干伸长,从而获得良好的焊接熔合性。焊前要求检查焊接导电嘴是否位于喷嘴的中间,导电嘴和喷嘴是否安装牢固、无晃动,保护喷气孔是否通畅无堵塞。焊丝干伸长和导电嘴长度如图4所示。

(3)对焊接熔池的控制要求。STT对焊接熔池的控制与其他焊接方法有很大的不同,手工纤维素焊条打底焊靠的是焊接电弧的吹力,而STT半自动根焊依靠的是焊接电弧的熔透能力,即依靠焊接电弧的热量熔透能力获得良好的熔合性能。因此,焊接时要求控制焊接电弧位于焊接熔池焊接方向前方,且焊接电弧应跟着熔池走,而不是推着熔池走。
(4)熔合性能的保证。为保证良好的焊接熔合性能,要求根据焊缝坡口状况调整焊接后拖角,在12点~2点,正常的焊接后拖角为45°,如果间隙过大,则适当增大焊接后拖角;如间隙过小,则减小焊接后拖角,在2点~6点,常采用10°~20°后拖角,以保证根焊获得良好的熔合性能。如果在此位置焊接后拖角过大,则造成根焊道背面未焊透或熔合不良,机械试验背弯开裂,要求采用的后拖角所形成的焊接熔池在坡口背面两侧的母材上各有一个半月形的熔池,才能获得熔合良好的STT根焊道。STT后拖角与根焊道成形如图5所示。
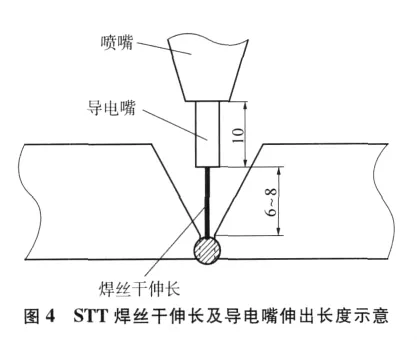

图5 STT后拖角与根焊道成形
(5)焊接运弧。STT根焊要求作半月形运弧,并要求在焊缝坡口一侧起弧,作半月形横向摆动时在焊接电弧坡口两侧不作任何停留,直接作焊接横向摆动有助于增加焊接熔深;停弧时要求在焊缝坡口壁上停弧,而不是焊缝坡口中间。STT半自动根焊起弧、运弧、收弧如图6所示。
(6)错口技术的处理技巧。在管道施工中,错口无法避免且为标准所容许的,STT根焊时,采用如图7所示方法可有效避免根焊未熔合。
4 典型焊接缺陷的克服
STT根焊时的典型焊接缺陷及解决措施如表2所示。



表2 根焊时的典型焊接缺陷及解决措施
5 STT焊的优点
STT焊的焊接效率是TIG焊的3~5倍,并且STT焊保护气体比TIG焊保护气体便宜。与纤维素焊条根焊相比,STT焊基本上不产生熔渣和飞溅,焊接时的层间清理要比焊条电弧焊容易得多,提高了工效,节省了清理费用。STT根焊厚度可达3.5~4.5 mm,而纤维素焊条根焊后经过层间焊道清理打磨后一般只有1.5~2.5 mm,因此其焊接效率高于纤维素焊条根焊。综合比较后可知,STT焊所需成本是TIG焊的1/3,与SMAW相比节约65%~80%。
6 结论
STT根焊技术现已成功应用于西气东输工程中,不仅经济效益良好,且焊接质量也相当可靠。在以后的长输管道建设中,特别是大管径管道焊接中,STT根焊技术必将成为新型根焊技术的发展方向。
Research and application of STT root Welding process in the pipe welding
YANG Yan
(Sichuan Oil and Gas Field Construction Co.,Ltd.,Chengdu 610213,China)
This paper analyzes the characteristic and the working principle of the STT root welding technology,expatiate on the joint design,the influence of wire feed rate,base value current,peak value current on the appearance of weld and the setting range of welding parameter.Some operative technique to ensure the welding quality is particular introduced in the paper.Besides,the article summarizes some usual problems such as excessive spatter,porosity,poor fusion and measures to solve them.
STT;welding principle;root welding;welding parameter;welding operative technique;welding defect
TG457.6
B
1001-2303(2010)01-0093-04
2008-11-22;
2009-09-06
杨 燕(1970—),女,四川富顺人,学士,主要从事石油管道的焊接工艺评定及焊接工艺管理工作。
