小型移动式钢轨气压焊控制系统改进
2010-11-14吴发杰骆德阳吕其兵
吴发杰,骆德阳,吕其兵
(西南交通大学 焊接研究所,四川 成都 610031)
小型移动式钢轨气压焊控制系统改进
吴发杰,骆德阳,吕其兵
(西南交通大学 焊接研究所,四川 成都 610031)
原移动式钢轨气压焊控制系统是以PLC为核心,通过4台直流减速电机进行控制的,由电机1的正反转来控制压力的大小,电机2的正反转来控制顶锻液压缸往返动作,电机3的正反转来控制推瘤液压缸往返动作,电机4则是控制加热器的摆动。但是原系统采用DDM表进行数据采集和显示,抗干扰能力差,经常出现死机的现象;采用调压电机带动锥形阀阀体旋转控制压力,旋转时响应速度慢、精度低,有时会出现失控状态。针对原移动式钢轨气压焊控制系统存在的一些问题,采用触摸屏代替DDM表、换向阀和比例溢流阀代替直流电机拖动,使得可靠性明显提高,响应速度加快,具有广泛应用前景。
气压焊;触摸屏;比例溢流阀
0 前言
铁路无缝线路具有可延长钢轨使用寿命,降低线路养护费用,减少行车阻力和对车辆损害,有利于行车平稳等优点,大大提高了铁路运营质量和运行可靠性。目前,国内钢轨现场焊接主要采用小型移动式钢轨气压焊和移动式闪光焊两种。由于移动式闪光焊体积大、成本高,而小型移动式气压焊体积小、成本低,所以小型移动式钢轨气压焊应用较为广泛。但目前使用的小型移动式气压焊仍然存在一些问题:(1)移动式钢轨气压焊采用DDM表进行数据采集、显示和参数设置,DDM表在野外现场焊接过程中的抗干扰能力差,经常会使焊接突然中断,不但影响焊接质量,同时也增加了工人的劳动量,影响生产效率;(2)移动式钢轨气压焊采用电机带动加热器进行摆动加热,换向时响应速度慢,控制精度低。而压力控制也是通过电机带动阀体旋转,控制旋转开合的大小进行调节,同样旋转时响应慢,精度低,有时会出现失控状态。
基于上述问题,拟采用触摸屏代替DDM表,换向阀和比例溢流阀代替电机拖动阀体,解决了小型移动式钢轨气压焊存在的上述问题。
1 系统硬件的改进
1.1 压力控制系统的改进
压力控制系统原理如图1所示,在可编程逻辑控制器(PLC)上增加了与PC和触摸屏通信的接口;采用比例溢流阀和电磁换向阀代替电机拖动阀体动作,增加了控制放大板对比例溢流阀进行控制,从而控制了系统压力,并且压力的变化可以从触摸屏上直观显示出来。

图1 压力控制系统结构Fig.1 Frame of pressure control system
本系统压力控制采用的是闭环控制。由于开环控制系统的精度较低,无级调节系统输入量可以无级调节系统输出量,如力、速度和加速度等。这种控制系统的结构简单,系统的输出端和输入端不存在反馈回路,系统输出量对系统输入控制作用没有影响,没有自动纠正偏差的能力,其控制精度主要取决于关键元器件的特性和系统调整精度,所以只能应用在精度要求不高,并且不存在内外干扰的场合。闭环控制系统即反馈控制系统的优点是对内部和外部干扰不敏感,系统工作原理是反馈控制原理或按偏差调整原理[1]。其原理如图2所示,可编程控制器通过内部指令与反馈的信息进行比较,输出电流信号,经放大后,控制比例阀动作,从而控制液压缸往复活动,进而控制被控对象动作。
1.2 监控系统的改进
监控系统结构如图3所示,通过可编程控制器PLC与触摸屏的通信,压力传感器传回压力和气体流量的大小、位移传感器传回的换算位移大小,并以曲线方式直观地显示在触摸屏上,并且可以直接在触摸屏上更改焊接参数。与以往在PLC程序中更改参数相比更为方便。而加热器摆动速度的大小和位移是通过对摆火电机控制板上的调节电阻和电机支架上调节螺旋进行调节的。


图3 监控系统结构Fig.3 Frame of monitor and control system
2 系统软件的改进
在新系统中,由于采用换向阀和比例溢流阀代替电机拖动阀体,因此,必须对PLC程序进行重新编写,使之与新的硬件系统相匹配,将对电机的控制转变为对阀体的控制。
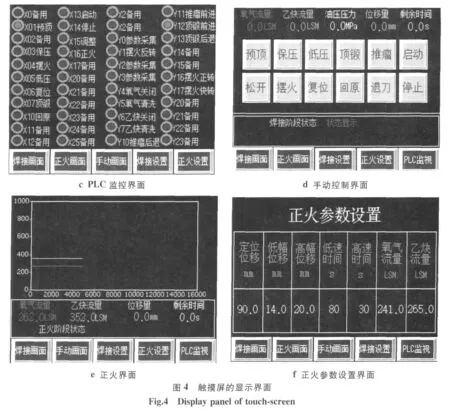
采用GT Designer2编写触摸屏程序,使PLC与触摸屏进行通信,使得氧气流量、乙炔流量、压力、位移等焊接参数清楚直观地显示在显示器上,并可直接在显示器上更改焊接参数的设置,操作更加简便快捷。触摸屏的显示界面如图4所示。

3 结论
设计了基于PLC和触摸屏的气压焊接控制系统,完成了系统中软件、硬件以及人机界面的设计改进,通过可编程控制器(PLC)和触摸屏的结合,克服了DDM表抗干扰能力差、可靠性低、故障率高等缺点,解决了原控制系统存在的问题,具有良好的应用前景。
[1]文 峰,戴 虹,吕其兵.钢轨小型气压焊机气流智能控制系统研究[J].电焊机,2001,31(2):31-33.
[2]牛险峰.比例阀的应用[J].重型机械科技,2004(1):51-53.
Transformation of traveling gas pressure welding control system
WU Fa-jie,LUO De-yang,LV Qi-bing
(Southwest Jiaotong Univercity,Welding Research Institute,Chengdu 610031,China)
In the original control system,which based on PLC,there was 4 DC deceleration electric motors:the first electric motor is used to control the pressure of hydraulic system,the second controls the reciprocation of hydraulic cylinder for forging,the third controls the reciprocation of hydraulic cylinder for eliminating weld bead,the fourth controls the swing of heater.DDM(Digital display and memory instrument)is used for data acquisition and display,whose anti-interference capability is poor,and sometimes make the control system crash.The pressure of system is regulated through conical valve rotation,which is drived by a electromotor,but the respond speed of rotation was poor,and sometimes it is out of control.For these problems mentioned above,the new control system takes touch-screen instead of DDM,valve and proportional relief valve instead of electrical motors.This new system is in good reliability,in faster respond speed,being with better prospect.
gas pressure welding;touch-screen;proportional relief valve
TU391
B
1001-2303(2010)01-0090-03
2008-11-27;
2009-05-15
吴发杰(1981—),男,山东烟台人,硕士,主要从事材料加工工程的研究。
