核电压力容器J型坡口自动焊接
2010-11-14李汉宏
李汉宏
(唐山开元机器人系统有限公司,河北 唐山 063020)
核电压力容器J型坡口自动焊接
李汉宏
(唐山开元机器人系统有限公司,河北 唐山 063020)
核反应堆压力容器进出口接管与主管道相连接部位的坡口形式为J形,且与球面相交,进出口接管间距小,要求焊后变形小,焊接难度较大。针对以上问题,开发了J型坡口自动焊接机,通过精巧结构的设计解决空间狭小的问题;通过多轴控制系统解决了复杂行走轨迹的生成、修正和简单化操作问题;通过合理的焊接方法和夹具的水冷结构,解决了焊接变形问题;通过双层保护气体的设计,解决了焊缝保护的问题。经实际焊接确认,该设备满足实际生产需要,填补了国内此类设备的空白。
J型坡口;多轴控制系统;焊接变形控制
0 前言
随着新型能源战略的推进,中国计划在2020年前建造30个核反应堆,将核电站的总装机容量提高到4 000万kW。核电工业的高速发展带动了相关制造业的发展,同时也对这些行业提出了新的要求,特别是焊接设备制造行业,需要开发一大批特种焊接设备,来满足特殊材料、特殊坡口形式、特殊位置的工件焊接。
核反应堆压力容器是核电的核心设备,其内部填装有放射性材料U235,在核裂变中发出大量热量,容器在工作过程中承受高温、高压和中子辐照,工作条件恶劣。容器进出口接管与主管道相连接部位,关系到整个核反应堆压力容器的安全,焊接坡口为J型,焊接质量要求高,而且要求焊后变形小,焊接难度较大。J型坡口焊机需要解决的问题:(1)焊枪空间运行轨迹的自动生成及调整;(2)狭小空间的机头结构设计和工件干涉避让;(3)工件变形的控制;(4)Inconel 690镍基合金钢等工件材料的焊接和气体保护。结合用户的需求及多年来的实践经验,唐山开元机器人系统有限公司与日本日立公司共同开发了核电压力容器J型坡口自动焊接机。
1 设备工作对象
核电压力容器J型坡口自动焊接机主要应用于600 MW级、1 000 MW级和第三代核电站核岛主设备压力容器顶盖上CRDM管座与封头J型接头的镍基合金焊接。
1.1 工件材料
工件材料:低合金钢、不锈钢和Inconel 690镍基合金钢等;焊丝材质:ERNiCrFe-7或ERNiCrFe-7A;工件示意如图1、图2所示。
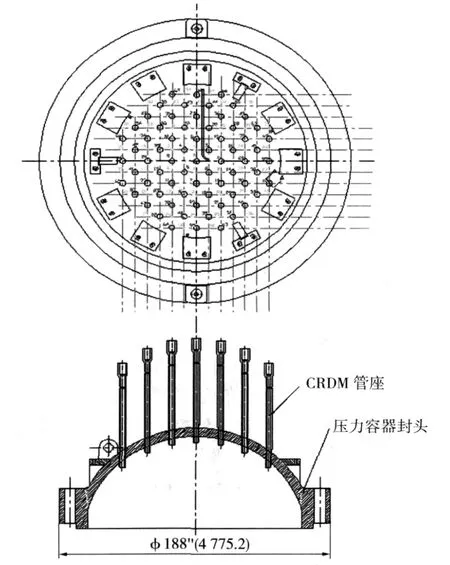
反应堆压力容器CRDM管座与封头结构示意

图2 CRDM管座与封头J型接头焊接示意
1.2 工件参数
适用管座外径φ 50~φ 120 mm;坡口深度10~ 48 mm;坡口下部宽度10~25 mm;CRDM管座轴线与封头间最小角度46°;管座内孔最小直径φ 60mm;管座露出封头内壁高度70~363 mm;管座之间间距最小距离140 mm。
2 焊接装置结构
此设备由1台控制系统、1台遥控器、1台TIG焊接电源、1台焊接机头、1台冷却水循环装置和1套电缆·软管类组成。
2.1 设备系统构成
设备系统构成如图3所示。
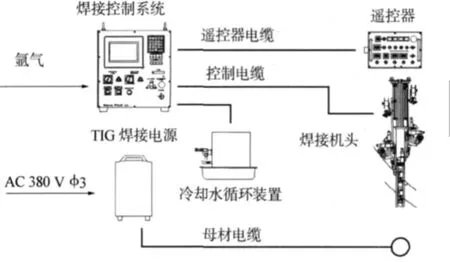
图3 焊接装置系统结构
2.2 焊接控制系统
2.2.1 控制系统基本功能
控制系统基本功能如表1所示。
2.2.2 控制系统专用功能
(1)六轴控制系统。
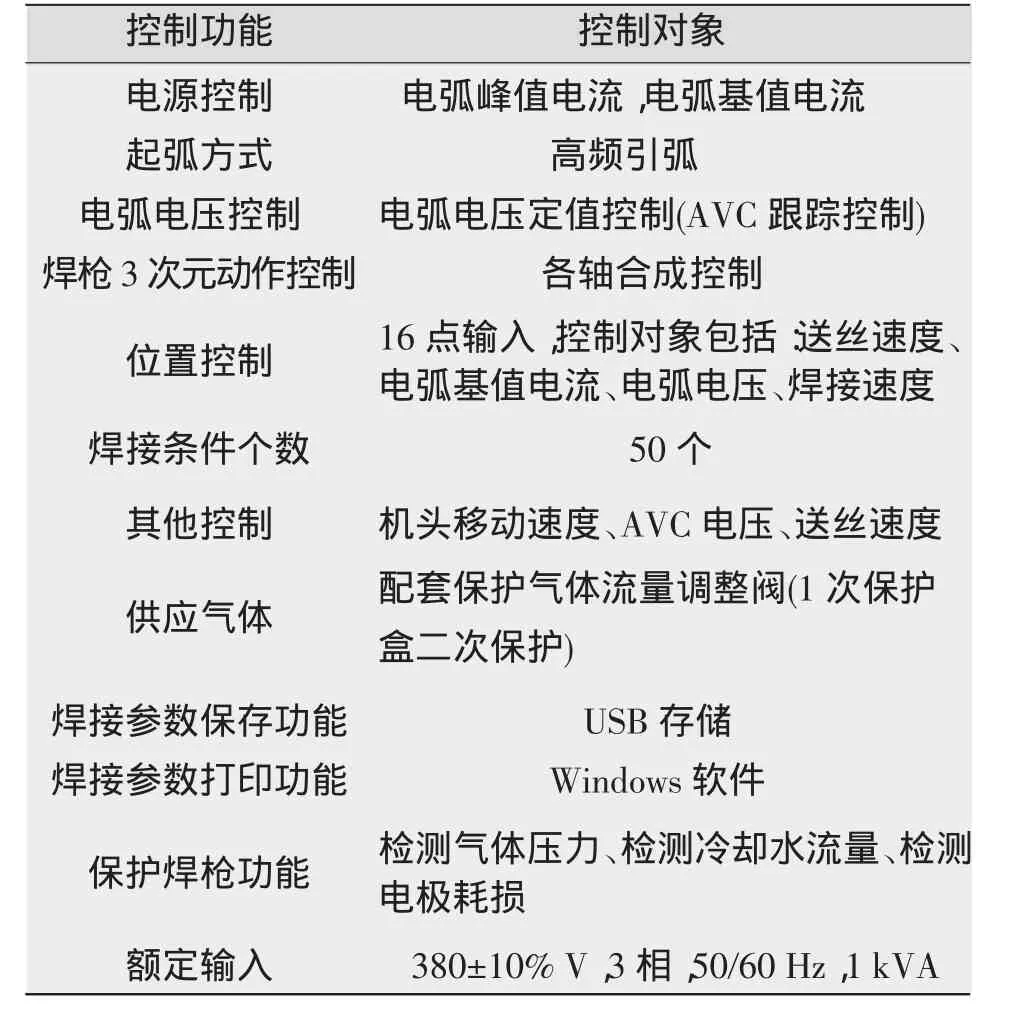
表1 控制系统基本功能
焊接3次元形状的坡口时,不仅需要调整焊枪的上下、左右(直径方向)位置,为避免与工件的干涉还需要调整焊枪的角度。
机头具有如图4所示的动作功能,在焊接时实现理想的焊枪姿势,另外,焊接设备还具有对应焊枪倾斜的AVC调整滑座,在焊枪倾斜时也可以稳定弧长,从而实现高质量的焊接。
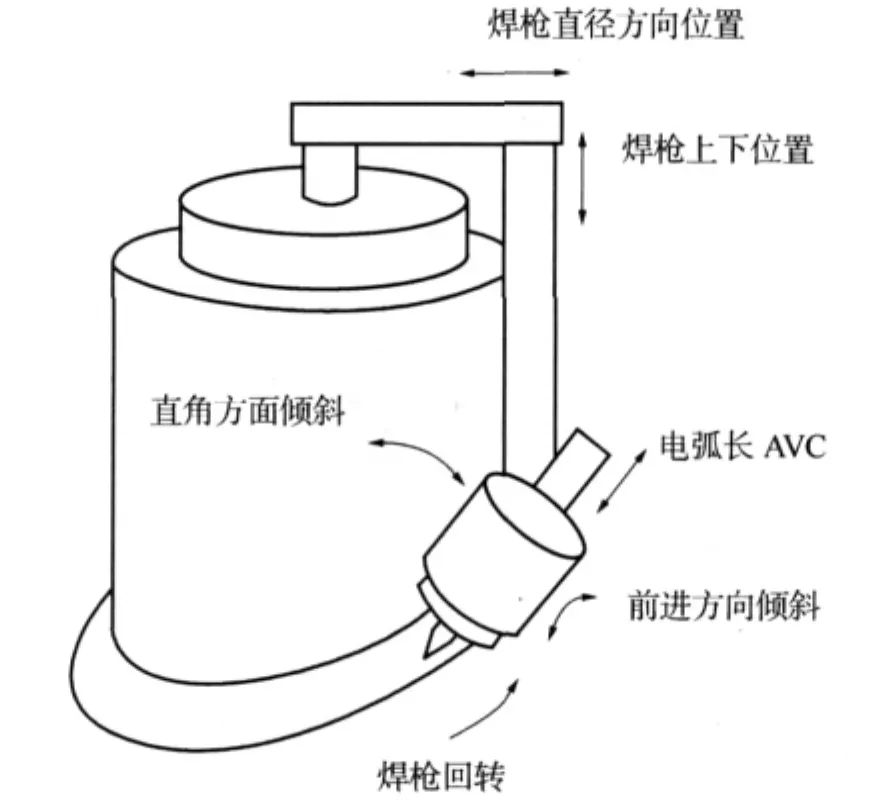
图4 机头动作功能
(2)焊枪轨迹实现功能。
工件由于在半球形的端板上安装,不同的焊接位置需要不同的焊枪轨迹和动作。控制系统由3个阶段输入焊枪轨迹及动作,可以使操作更加简化。
a.自动生成焊枪轨迹。
将直角方向倾斜角、焊接直径、前进方向倾斜角等参数输入控制系统,就能自动算出基本的3次元轨迹。同时自动算出焊枪跟封头不干涉的角度。如图5所示。
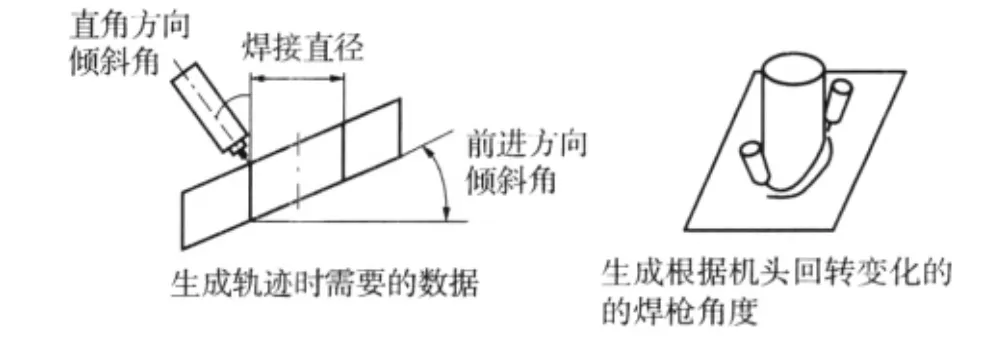
图5 自动生成焊枪轨迹
b.焊枪轨迹的修正。
受坡口加工时产出的误差和焊接时变形的影响,计算轨迹与实际需要的轨迹是不同的,所以必须修正在a项中生成的焊枪轨迹(即示教)。示教时,机头会每次停止在设定的角度,在该位置需要修正就调整焊枪位置,并确认输入到控制系统。在一周范围内进行示教确认后,即可得到实际需要的焊接轨迹,实施焊接。焊枪轨迹的修正如图6所示。
c.焊枪轨迹平移挪动功能。
此设备为减少焊接轨迹的修正工作,设有焊枪轨迹挪动功能。其示意如图7所示。此功能是:输入示教后的焊接轨迹开始位置的移动量(直径方向位置,上下位置)就可以改变整个轨迹的直径和上下位置(不改变轨迹形状),提高工作效率。对挪动后的焊接轨迹也可以用示教功能修正。
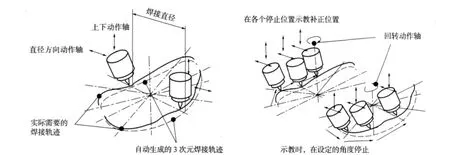
图6 焊枪轨迹的修正
3 焊接气体保护及焊接方式
(1)Inconel 690镍基合金钢等材料焊接时,焊缝极易氧化,焊接装置的气体保护尤为重要。为此,焊接机头的焊枪部位设置了两层保护,第一层在TIG焊枪内部由喷嘴处喷出,第二层设置在焊枪外部的二次密封罩处,焊接时双层气体保护,使焊缝处于严密的气体保护中,且不会出现紊流。
(2)为形成均等的焊缝,控制焊接变形,采用半周双侧上坡焊的焊接方式。这种方式能够保障双侧焊缝的热输入一致,加之定位夹具对工件的循环水冷却作用,使焊接变形得到有效控制。半周焊接和1方向焊接的比较如图8所示。
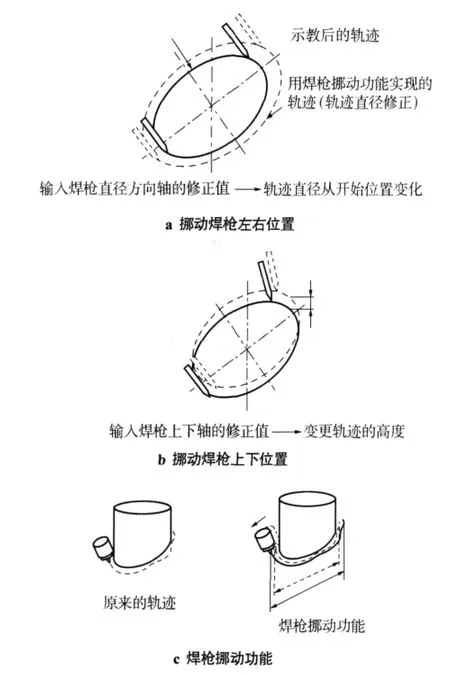
图7 输入焊接开始位置的移动量就可以补正轨迹直径、高度
4 工作过程
(1)将焊接装置吊放到工件直管上,以气动夹紧机构(水冷结构)进行定位。
(2)将工件外形尺寸参数和相对位置参数预置到控制系统中,生成焊接轨迹和焊枪动作。
(3)操作焊接装置的焊接机头到第一道焊缝的起始位置,焊接开始前对焊接轨迹进行示教确认。
(4)自动焊接第一道焊缝,焊接一周结束(在程序上设定原点起焊、搭接收弧逻辑顺序功能,焊接同时工件管座内充水冷却)。
(5)示教确认第二道焊缝,重复以上动作,焊接全部焊缝。
(6)焊接结束,松开夹紧机构,将焊接装置吊离工件。
设备焊接动作示意如图9所示。
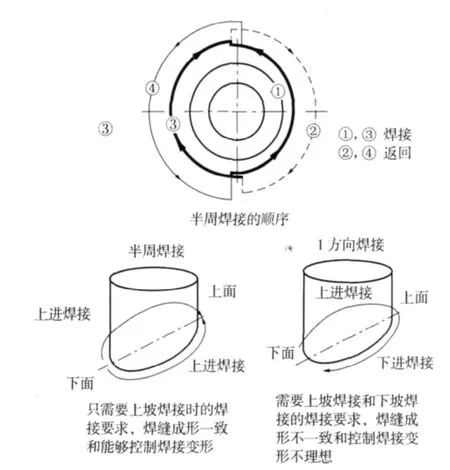
图8 半周焊接和1方向焊接的比较
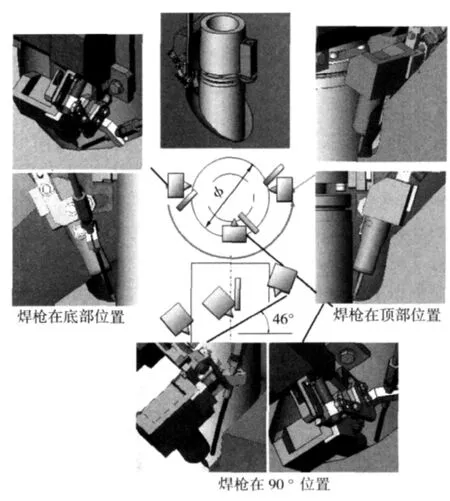
图9 设备焊接动作示意
5 实际效果
经过精心设计和严谨的焊接试验,该设备达到了预期效果,解决了所面临的实际问题,工件焊接变形得到控制,该焊接设备所焊接的焊缝满足核电无损探伤及理化性能要求(标准见ASMEⅢ,ARTICLE NB),完全适用于实际的焊接生产。
Research on automatic welding of J type grovve for nuclear reactor pressure vessel
LI Han-hong
(Tangshan Kaiyuan Robot System Co.,Ltd.,Tangshan 063020,China)
The groove type for the joint of inlet/outlet pipe and main pipe of nuclear reactor pressure vessel is J type,which intersect the spherical surface.And the space between inputlet and outlet is small,welding distortion is small required,so welding become more difficult.Aim at the question,J type groove welding machine was designed with ingenions structure to overcome the small space between inlet and outlet,and which build,modify,operate complex traveling track by multi-axle comtrol system.To solve the welding distortion with suitable welding methods and the jig structure of water cooling unit,and solve the welding seam's protection with double shielded gases.The experiment shows that the machine meets the manufacturing,fills up the blank of the country.
J type groove;multi-axle control system;welding distortion control
TG441
B
1001-2303(2010)02-0084-04
2010-01-11
李汉宏(1969—),男,天津人,工程师,学士,主要从事技术引入、消化、合作和开发的技术管理工作。