焊接材料工艺质量的分析评价及分析与评价系统软件开发
2010-11-14孟庆润
孟庆润,王 宝
(中北大学 焊接材料技术中心,山西 太原 030051)
焊接材料工艺质量的分析评价及分析与评价系统软件开发
孟庆润,王 宝
(中北大学 焊接材料技术中心,山西 太原 030051)
对汉诺威焊接质量分析仪在焊接材料领域作进一步的应用开发,由汉诺威焊接质量分析仪提取反映焊接材料工艺性的相关数据信息,提出以短路电压概率和、短路频率和、过渡周期变异系数等作为评价焊接材料工艺性的判据,用短路电压及短路电流概率和的变异系数作为焊接材料稳定性评价的判据,建立了钛钙型、低氢型、纤维素型结构钢焊条、不锈钢焊条、实心焊丝、药芯焊丝工艺性和焊接材料稳定性评价体系,并开发了“焊接材料工艺质量分析与评价系统”软件,使得焊接材料工艺性分析评价的操作变得方便、快捷,为焊接材料工艺性评价提供实用工具。
汉诺威焊接质量分析仪;焊接材料;焊接电弧物理;软件
0 前言
德国汉诺威大学材料连接焊接工艺研究中心开发的汉诺威焊接质量分析仪能够提供焊接过程中大量的数据信息,为焊接材料工艺性的科学评价提供技术手段。为了将其应用于焊接材料领域,中北大学与德国汉诺威大学材料连接焊接工艺研究中心合作,经过对汉诺威弧焊接质量分析仪的二次开发应用,已经建立了焊接材料(包括钛钙型、低氢型、纤维素型结构钢焊条、不锈钢焊条以及实心和药芯焊丝)工艺性和焊接材料稳定性评价体系。这一成果的取得可以实现对焊接材料产品的工艺性评估和稳定性检测,准确定位焊接材料产品的工艺性,为企业产品的改进和创新提供科学依据。然而采用汉诺威焊接质量分析仪分析焊接材料工艺性,需要在采样后提取相关数据进行归纳和计算,由于计算操作较为繁锁,对操作人员技术能力要求较高,当进行多组数据处理时更加影响工作效率,使汉诺威焊接质量分析仪对焊接材料工艺性评价的应用受到限制。为此设计开发焊接材料工艺质量分析与评价系统软件,为焊接材料工艺性评价提供了便捷工具。
1 焊接材料工艺性的评价
焊接材料工艺性与熔滴过渡形态有本质联系,提取与焊材熔滴过渡形态相关的电弧物理特征信息,通过处理分析特征信息,归纳相应判据来评价焊材工艺性。在此以焊条和焊丝为例,介绍如何利用汉诺威焊接质量分析仪评价焊材工艺性。
1.1 焊条工艺性评价方法
钛钙型焊条具有粗熔滴短路过渡、渣壁过渡、爆炸过渡和喷射过渡共存的混合型过渡形态。粗熔滴短路过渡和爆炸过渡往往引起电弧激烈动荡,产生爆炸飞溅,明显恶化工艺性。粗熔滴短路过渡和爆炸过渡时,熔滴经常与熔池发生短路,由汉诺威焊接质量分析仪统计的短路电压概率密度和Σ n(Us)、短路电流概率密度和Σ n(Is)、短路频次和Σ N(T1)可以反映粗熔滴过渡和爆炸过渡的短路行为。Σ n(Us)、Σ n(Is)、Σ N(T1)越小时,粗熔滴短路过渡和爆炸过渡所占份额越少,焊条工艺性越好。为此提出基于汉诺威分析系统,以Σ n(Us)、Σ n(Is)、Σ N(T1)为判据的钛钙型碳钢焊条工艺性评价方法。
不锈钢焊条熔滴过渡形态一般包括短路过渡、混合过渡和渣壁过渡。熔滴的短路过渡是导致不锈钢焊条工艺质量降低的主要因素,实现渣壁过渡是解决焊条工艺稳定性的根本途径。由汉诺威焊接质量分析仪提取的不锈钢焊条的短路电压概率和Σ n(Us)、短路频次和Σ N(T1)可以反映短路过渡。Σ n(Us)、Σ N(T1)较小时,焊条短路过渡减少渣壁过渡趋势增大。因此可以用Σ n(Us)、Σ N(T1)作为判据评价不锈钢焊条工艺性。
低氢型焊条的熔渣具有特殊的物理性能,低氢型焊条具有粗大熔滴的短路过渡和细熔滴的桥内过渡共存的过渡形式。桥内过渡现象的存在,使得焊条相当一部分粗大熔滴被细化,粗大颗粒短路过渡的成分减少,一定程度上减少了熔滴过渡时发生电爆炸飞溅几率,对焊条工艺性产生积极影响。由汉诺威焊接质量分析仪统计的短路时间Σ(T1)和短路次数N,能够反映低氢型焊条桥内过渡的趋势。短路次数越少以及短路时间Σ(T1)越短,表明焊条的桥内过渡趋势越大。因此可以用Σ(T1)和N作为判据评价低氢型焊条的工艺性。
纤维素焊条主要过渡形式为喷射过渡,同时伴有滴状过渡和爆炸过渡。滴状过渡和爆炸过渡不但影响电弧连续性,而且电弧挺度和电参数的稳定性也较差,对于纤维素焊条来说,具有较多喷射过渡的焊条工艺性较好。汉诺威焊接质量分析仪采集的短路电压概率、短路频率、总短路时间,能够定量描述熔滴的这种行为。因此可以采用短路电压概率、短路频率、总短路时间作为判据评价纤维素焊条的工艺性。
1.2 焊丝工艺性评价方法
药芯焊丝熔滴过渡形态分为排斥过渡、表面张力过渡和细颗粒过渡。细颗粒过渡时焊接过程较为稳定,是理想的熔滴过渡形式。由汉诺威焊接质量分析仪统计的熔滴过渡周期变异系数ε(Tc)可以反映熔滴过渡的均匀性。ε(Tc)越小,表示焊丝焊接时熔滴过渡周期之间差别较小,熔滴过渡稳定。因此可用ε(Tc)作为判据评价药芯焊丝工艺性。
实心焊丝工艺性也是由熔滴过渡形态决定的。从实心焊丝电弧物理特性中发现熔滴正常短路频率越高,平均短路时间越短,飞溅越小,焊接过程越稳定。据此提出基于由汉诺威焊接质量分析仪的以短路频率和平均短路时间作为判据来评价实芯焊丝工艺性。
1.3 焊接材料产品质量稳定性评价方法
焊接材料在制造过程中出现的不稳定性现象最终要反映到焊接电弧物理特性参数的变化,在宏观上一般表现为焊接电压和电流的变化。由汉诺威焊接质量分析仪统计的短路电压概率和的变异系数s[Σ n(Us)]以及短路电流概率和的变异系数s[Σ n (Is)],可以反映这种波动程度,变异系数值越大,波动程度越大,焊丝的稳定性越差。因此用s[Σ n(Us)]和s[Σ n(Is)]作为判据定量评价焊丝稳定性。
2 焊接材料工艺质量分析与评价系统软件的开发和应用
焊接材料工艺质量分析与评价系统软件采用Visual C++6.0编制。此软件为焊接材料工艺性评价提供有效的工具。在此以焊接材料工艺质量分析与评价系统软件对国内外不同厂家生产的焊条和焊丝工艺性进行评价为例,来检验软件实际应用情况。
2.1 软件系统功能介绍
软件系统功能概括为以下几个主要方面:a.焊条(钛钙型、低氢型、纤维素型、不锈钢焊条)和焊丝(实心、药芯焊丝)测试信息的输入、处理及工艺性评价;b.焊接材料稳定性相关信息的输入、处理和稳定性评定;c.焊接材料测试信息的管理。图1为用户登录后焊接材料工艺质量分析与评价系统软件的主窗体界面。

图1 系统主窗体界面Fig.1 System of the main window
2.2 软件系统实例测试分析
2.2.1 不锈钢焊条测试分析
选取5种不锈钢焊条(TS-308、10201、CHS132、PP-A132、TS347)实施焊接,焊接参数为:电弧电压30 V,焊接电流140 A,采用直流反接极性,测试时间10 s。
从汉诺威焊接质量分析仪中提取5种不锈钢焊条的电弧电压概率n(U)(单位:%)、焊接电流概率n (I)(单位:%)、短路时间频次N(T1)(单位:s-1)的数据,并建立文件夹。打开测试分析软件,进入到“不锈钢焊条评定”窗口,如图2所示。

图2 不锈钢焊条工艺性评定界面Fig.2 Usability assessment of stainless steel covered electrode
在窗口中输入测试日期、焊接时间等测试条件信息,点击“浏览”按钮输入文件夹中n(U)(单位:%)、n(I) (单位:%)、N(T1)(单位:s-1)数据文档,接着点击“数据处理”,在特征信息栏中得到实验结果的列表,如图3所示。

图3 数据处理结果Fig.3 Data processing results
系统在显示数据处理结果的同时,还得到工艺性评价图,直观得出焊丝工艺性的评价结果。图4为选取的5种不锈钢焊条工艺性评价图,不锈钢焊条工艺性评价采用短路电压概率和的直方图表示,直方图越低,数值越小,则焊条工艺性越好。由软件得出TS-308、10201、CHS132、PP-A132、TS347短路电压概率和的值分别为0.076 1%、4.351 7%、0.849 6%、3.640 9%、0.179 6%,其中TS-308焊条的数值最小,表明TS-308焊条工艺性最好。
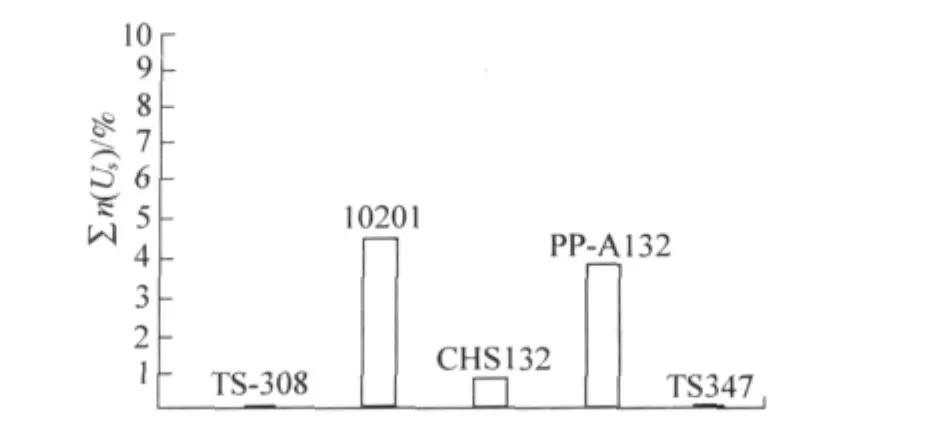
图4 不锈钢焊条工艺性的评价Fig.4 Usability assessment diagram of stainless steel covered electrode
2.2.2 药芯焊丝测试分析
选取4种药芯焊丝(DW100、esab、K7TLF、jsh501)实施焊接,焊接参数为:电弧电压24V,焊接电流190A,CO2气体流量20 L/min,焊丝干伸长度20 mm,直流反接,测试时间20 s。
测试完毕后,从汉诺威焊接质量分析仪中提取4种药芯焊丝的电弧电压概率n(U)(单位:%)、焊接电流概率n(I)(单位:%)、熔滴短路过渡周期N(Tc)(单位:s-1)的数据,并建立文件夹。打开测试分析软件,进入到“药芯焊丝工艺性评定”窗口,在窗口中输入测试日期、焊接时间等测试条件信息之后,点击“浏览”按钮输入文件夹中n(U)、n(I)、N(Tc)数据文档,点击“数据处理”,在特征信息栏中得到数据处理结果列表(见图5)和工艺性评价图。
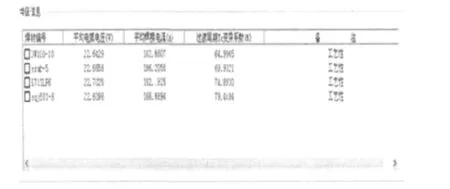
图5 数据处理结果Fig.5 Data processing results
工艺性评价图可以直观地给出焊丝工艺性评价结果。图6为选取的4种焊丝工艺性评价图,药芯焊丝工艺性评价采用过渡周期变异系数的直方图表示,过渡周期变异系数数值越小,直方图越低,则焊丝工艺性越好。由软件得出DW100、esab、K7TLF6、jsh 501的ε(Tc)值分别为64.996 5%、69.932 1%、74.893 0%、79.440 4%,其中DW100的数值最小,则DW100焊丝工艺性最好。

图6 药芯焊丝工艺性评价Fig.6 Usability assessment diagram of flux-cored wire
2.2.3 稳定性测试分析
选取实心焊丝jsh 501的3个不同批次,在水平位置实施焊接,焊接参数为:电弧电压24 V,焊接电流190 A,CO2气体流量20 L/min,直流反接,测试时间20 s。
测试结束后,从汉诺威焊接质量分析仪中提取实心焊丝电弧电压概率n(U)、焊接电流概率n(I),并建立文件夹。打开测试分析软件,进入到“稳定性测试”窗口,在窗口中输入测试日期、焊接材料等测试条件信息之后,点击“浏览”按钮输入文件夹中n(U)、n(I)数据文档,接着点击“数据处理”,得到实验结果的列表和变化曲线图。图7为数据处理结果。
变化曲线图能够直观地给出焊丝稳定性的评价结果。图8为实心焊丝jsh 501的3个不同批次变化曲线图,特征参数变化曲线反映了jsh 501焊丝3次测试的Σ n(Us)和Σ n(Is)变化趋势,两条线波动程度都比较小,Σ n(Is)对应的曲线几乎接近于直线。焊接材料稳定性测试主要依据是焊材焊接过程中s[Σ n(Us)]和s[Σ n(Is)]值。如果变异系数越小,则焊材稳定性越好。jsh 501焊丝3次测试结果s[Σ n(Us)]和s[Σ n(Is)]值分别为16.2042%和27.7101%。变异系数较小,焊丝稳定性较好。


图8 实心焊丝变化曲线Fig.8 Changes in curvature diagram of solid wire
3 结论
(1)通过对汉诺威焊接质量分析仪的进一步应用开发,建立了焊接材料(包括钛钙型、低氢型、纤维素型结构钢焊条、不锈钢焊条以及实心和药芯焊丝)工艺性和焊接材料稳定性的评价体系。实现对焊接材料工艺性的精确定量评价和对焊接材料稳定性的监测与评价。
(2)焊接材料工艺质量分析与评价系统软件为焊接材料工艺性的评价提供了有效的实用工具。焊接材料生产企业可以利用它对其产品的工艺性进行快速准确定位,为企业产品的改进、提高及新产品的开发提供快捷的实用工具。
[1]杨 林,王 宝,D.Rehfeldt,等.焊接电参数的一种新型测试方法[J].华北工学院学报,2005,26(1):75-77.
[2]王 宝,宋永伦,D.Rehfeldt.焊接材料工艺性的分析与评价[J].电焊机,2006,36(11):11-13.
[3]李闽溟,吴继刚,周学明.Visual C++6.0数据库系统开发实例导航[M].北京:人民邮电出版社,2003:39-40.
Evaluation in usability of welding consumables and development of the evaluation software
MENG Qing-run,WANG Bao
(Department of Material and Engineering,North University of China,Taiyuan 030051,China)
Analyzer Hannover is developed to widen its application in welding consumable.The data from Analyzer Hannover is captured.Probability density total of short-circuit voltage,probability density total of short-circuit frequency and coefficient of variation of transition cycle is the basis of the criterion to evalualing usability of welding consumable.Using coefficient of variation of shortcircuit voltage and current to evaluate the stability of welding consumable.The usability of lime titania type,low hydrogen type,cellulose type,stainless steel electrode,solid wire,flux-cored wire and stability of welding consumable evaluation system is set up.The developed quality of welding consumable evaluation software realize operation on the usability of welding consumable that becomes convenient.It can provide a practical evaluation tool for the usability of welding consumable.
Analyzer Hannover;welding consumable;welding arc physics;software
TG42
A
1001-2303(2010)01-0024-04
2009-06-11
孟庆润(1983—),男,硕士,主要从事焊接材料及冶金方面的研究工作。
