高聚物黏结炸药的压制成型性
2010-09-18梁华琼陈学平
梁华琼,韩 超,雍 炼,陈学平,兰 琼
(中国工程物理研究院化工材料研究所,四川 绵阳 621900)
引 言
炸药造型粉在压制过程中会发生位移、变形、甚至断裂等各类力学行为,由于粉末成型过程的复杂性,使人们难以阐明其成型机理。为表征粉末材料的压制成型特性,大量学者[1-8]通过建立不同的理论模型及实验来描述粉体材料的压制成型过程,也试图通过各种方法获取粉体材料的一些力学性能参数。温茂萍等[9-10]测试了等静压和模压两种工艺成型的JOB-9003炸药在不同温度下的拉伸、压缩及三点弯曲等加载方式下的力学性能;梁华琼等[11-12]对 HMX及 RDX基 PBX材料的钢模压制特性进行研究;张鹏等[13]研究了 PBX代用材料的动态力学行为和微观结构等;陈鹏万等[14]结合实验研究对 PBX的力学行为和细观力学现象进行了分析和讨论;陈朗等[15]进行了等静压实验,对炸药柱保压阶段进行了数值模拟计算;张涛等[16]对 PBX粉末温压成型过程进行了数值模拟,获得了粉末体几何形变、应力场及相对密度分布等相关数据等。虽然这些学者对炸药造型粉成型过程的相关规律及炸药件细观状态变化等方面做了较多研究,但由于炸药本身的特殊性,炸药成型过程是炸药造型粉从松散态到密实态这一大变形的过程,各种物理性能参数很难直观得到,这就迫切要求用一种简单可行的方法来指导 PBX的工艺研究。
本研究利用等静压机设备,将 TATB基 PBX造型粉压制成Φ30mm×100mm药柱,研究其压制过程中的一些力学行为,获得了 PBX压制成型的基本规律,为其制备工艺提供参考。
1 试 验
1.1 材料及仪器
TATB基 PBX造型粉,中国工程物理研究院。
WDJ-350型等静压机,川西机械厂;TY-8000型材料试验机,江都市天源试验机械有限公司;KYKY-2800型扫描电镜,北京中科仪器技术发展有限公司;M P2002型电子天平,上海精密仪器仪表有限公司。
1.2 炸药成型方法
将 TATB基 PBX造型粉装入橡胶包套中密封后置于 WDJ-350型等静压机中,在 5~ 120MPa压力下将其压制成Φ30mm×100 mm药柱。
1.3 试验方法
密度测试:利用排水法测试 PBX药柱的密度。
力学性能测试:将成型试件分别加工成 20 mm×20 mm×65 mm、Φ20mm× 20mm标准测试件,在材料试验机上选择 0.5mm/min的横杆加载速度分别进行泊松比、压缩强度及模量的性能测试。
扫描电镜测试:将试件从中部破坏,用扫描电镜观测其表面形貌。
2 结果与分析
2.1 成型件相对密度与成型压力的关系
为得到TATB基PBX造型粉在成型过程中性能参数的变化规律 ,选择 5、 10、20、40、80、100、120MPa七个压力点,对试验数据进行函数拟合,拟合曲线见图1。
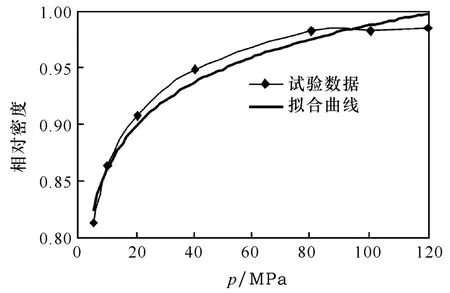
图1 成型件相对密度与压制压力的函数拟合曲线Fig.1 The curves of relative density of samples with pressure
拟合曲线与试验结果一致性较好,拟合方程为:

式中:y为压实密度;x为压制压力;R为相关系数。
由图 1可以看出,在 0~20MPa,PBX造型粉的相对密度随压力增加而快速增大;超过 20 MPa,其相对密度的增速趋缓,到 80M Pa时,其相对密度可达到 98.2%。说明随着压力的增加,PBX造型粉颗粒之间的孔隙率减小,位移和变形增大,分子间距减小,分子间的作用力逐渐增大,颗粒间的机械啮合力及黏附力增强,成型件的密度就越高。
由图 1可看出,PBX造型粉颗粒受压后发生位移和变形,随着压力的增加,颗粒的压实密度出现有规律的变化,压实密度与压制压力的关系可分 3个阶段。
第 I阶段:在 0~20MPa,由于压力的作用,颗粒发生位移,充填空隙,随压力的增大,密度增加很快,但是颗粒与颗粒之间产生的摩擦、剪切和挤压作用都相对较弱,称为滑动阶段。
第 II阶段:20~ 80MPa,随着颗粒间隙的减小,颗粒出现一定的压缩阻力,继续提高压力,但压实密度的增加变缓,此时颗粒间的位移大大减少,这一阶段,由于颗粒间的挤压、剪切作用增强,主要为颗粒的破碎阶段。
第 III阶段:80MPa以上,由于颗粒处于相对平衡的状态,颗粒填隙基本完成,颗粒间的孔隙率很难继续减小,压实密度增量很小。所以当压力达到80MPa以上时,通过增大成型压力来提高成型件密度的方法不可取。
2.2 成型件泊松比与成型压力及相对密度的关系
将成型件泊松比与成型压力进行函数拟合,拟合曲线见图2,可以看出,TATB基 PBX造型粉在成型过程中的泊松比随成型压力增大而增加,5M PaP时为0.14,80MPa时则达到0.36,说明随着压力的增加,PBX成型件的性能越接近弹性体。拟合曲线与试验结果一致性较好,拟合方程为:

图2 成型件泊松比与成型压力的关系Fig.2 The curves of possion ratio of samples with pressure

式中:y为泊松比;x为成型压力;R为相关系数。
将成型件泊松比与相对密度间的关系进行函数拟合,拟合曲线见图3。由图3可见,TATB基PBX成型件的泊松比随相对密度的增加呈快速增长的态势,在低密度时,泊松比增幅较小,而在高密度范围内,其增幅变大。拟合曲线与试验结果一致性较好,拟合方程为:

式中:y为泊松比;x为相对密度;R为相关系数。

图 3 成型件泊松比与相对密度的关系Fig.3 The curves of possion ratio of samples with relative density
2.3 成型件压缩模量在压力成型过程中的变化规律
将成型件的压缩模量与成型压力进行函数拟合,拟合曲线见图4。由图4可见,TATB基PBX造型粉在成型过程中的压缩模量随压力增大而增加,5M Pa时为 1.81GPa,80MPa则达到 8.88GPa。说明随着压力的增加,分子间的作用力逐渐增大,颗粒间的机械啮合力及黏附力增强,成型件的压缩模量越大。
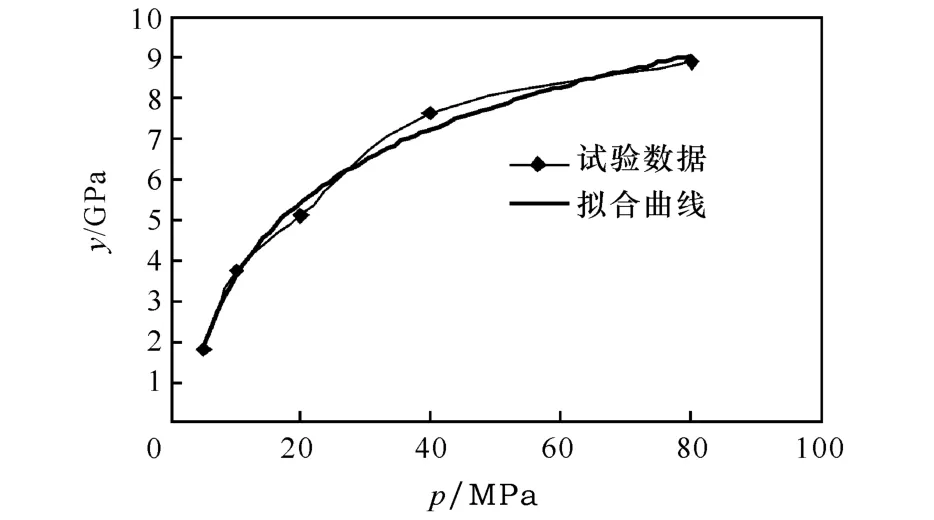
图 4 试件压缩模量与成型压力的关系Fig.4 The curves of samples compression modul with pressure
拟合曲线与试验结果一致性较好,拟合方程为:

式中:y为压缩模量(GPa);x为成型压力;R为相关系数。
将成型件的压缩模量与成型密度进行函数拟合,拟合曲线见图 5。由图 5可见,TATB基 PBX造型粉在成型过程中的压缩模量随成型密度的增大而快速增加,拟合曲线与试验结果一致性较好,拟合方程为:

式中:y为压缩模量(GPa);x为相对密度;R为相关系数。
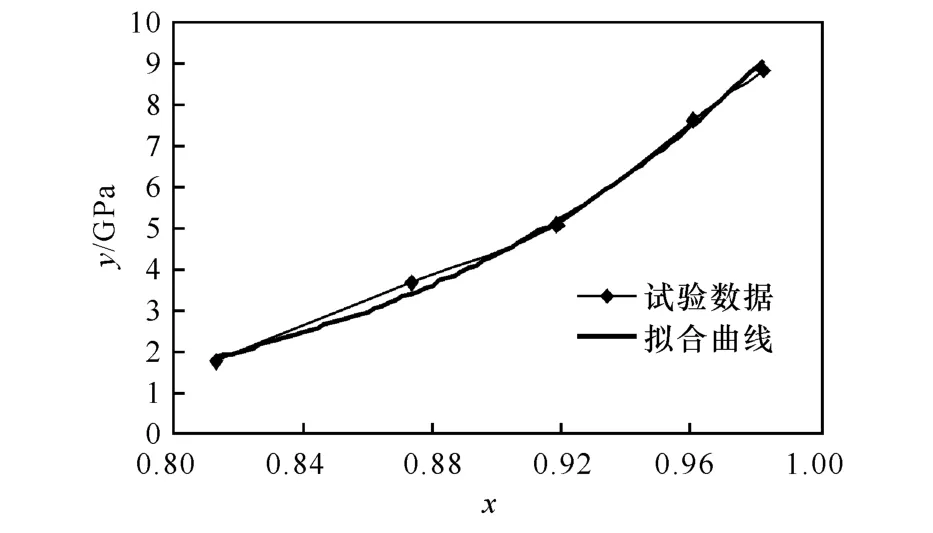
图5 试件压缩模量与相对密度的关系Fig.5 The curves of samples compression modul with relative density
2.4 成型件压缩强度在压力成型过程中的变化规律
将成型件的压缩强度与成型压力进行函数拟合,拟合曲线见图6。由图 6可见,成型件压缩强度在压力成型过程中的变化规律与压缩模量的变化规律类似,压缩强度随压力的增大而增加,5MPa时为4.7MPa,80MPa时则达到 26.13MPa。说明随着压力的增加,分子间的作用力逐渐增大,颗粒间的机械啮合力及黏附力增强,成型件的压缩强度就越高。拟合曲线与试验结果的一致性较好,拟合方程为:

式中:y为压缩强度(MPa);x为成型压力;R为相关系数。
将成型件的压缩强度与成型密度进行函数拟合,拟合曲线见图 7,其压缩强度随相对密度的增加呈快速增大的态势。拟合曲线与试验结果的一致性较好,拟合方程为:

式中:y为压缩强度(MPa);x为相对密度;R为相关系数。

图 6 试件压缩强度与成型压力的关系Fig.6 The curves of samples compression intensity with pressure

图 7 试件压缩强度与相对密度的关系Fig.7 The curves of compression intensity of samples with relative density
2.5 保压时间对成型件密度的影响
图 8为成型压力80MPa条件下,保压时间与成型件密度的关系图,可以看出,保压时间对 PBX成型件的成型密度影响很大,成型件的密度随着保压时间的增加而增大。所以,在相同压力条件下,延长保压时间可以有效提高压实密度,使成型效果更好。这主要是由于延长保压时间,可以使压力传递的更充分,颗粒空隙中的空气有足够的时间逸出,PBX造型粉中的黏结剂塑性变形和充填得越充分,引力和黏附力就越强,成型件的密度就越高。
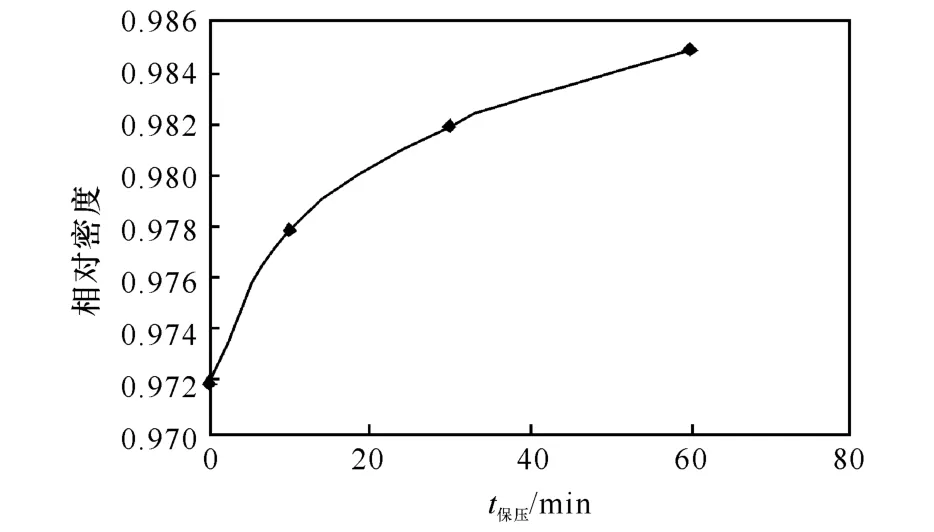
图 8 保压时间与相对密度的关系Fig.8 The curve of relative density with dwelling-time
2.6 PBX成型件微观形貌分析
图9为成型压力80MPa条件下,PBX成型件界面的扫描电镜图。可以看出,炸药的压制密实过程是炸药颗粒的位移、破碎、重排和黏结剂的塑性变形过程。炸药颗粒在压力作用下位移、破碎、重排后,颗粒与颗粒之间很快被黏结剂充填,所以 PBX成型件主要靠黏结剂和炸药颗粒间的引力及黏附力使其具有足够的强度。

图9 PBX炸药件界面的 SEM照片Fig.9 SEM imageof interface of PBX
3 结 论
(1)PBX颗粒压制成型过程中,成型件的密度、泊松比、压缩模量和压缩强度与压力呈对数函数关系,而成型件泊松比、压缩强度与压缩模量随成型密度的增加的快速增大。
(2)TATB基 PBX成型件的密度与成型压力的关系可分为 3个阶段:0~20MPa、20~ 80MPa、80 MPa以上 ,当压力超过80MPa时,由于颗粒处于相对平衡的状态,颗粒间的孔隙率很难继续减小,压实密度增量很小。
(3)在相同压力条件下,延长保压时间可以有效提高 PBX造型粉压实密度,使成型效果更好。
[1] Shima S,Oyane M.Plasticity theory for porous metallurgy[J].Int Jof Mech Sci,1976,18(6):285-291.
[2] Doraivelu S M.A new yield function for compressible P/m materials[J].Int Jof Mech Sci,1984,26(9):527-535.
[3] Fleck N A.Yielding of metal powder bonded by isolated contacts[J].Jof Physics of Solids,1992,40:1139-1145.
[4] Suh N P.A yield criterion for plastic,fictional,workhardening granular materials[J]. Int J of powder metallurgy,1969,5(1):69-78.
[5] Skidmore C B,Phillips D S,Crane N B.Microscopical examination of plastic-bonded explosives [J].Microscope
[6] 赵省向,戴致鑫,张成伟,等.DNTF及其低共熔物对 PBX可压性的影响 [J].火炸药学报,2006,29(3):39-42.ZHAO Sheng-xiang,DAI Zhi-xin,ZHANG Chengwei,et al.The effect of DNTF and its eutectics on the mouldability of PBX [J]. Chinese Journal of Explosives and Propellants,2006,29(3):39-42.
[7] 刘群,陈朗,鲁建英 ,等.炸药颗粒压制成型数值模拟[J].高压物理学报,2009,23(6):421-426.LIU Qun,CHEN Lang, LU Jian-ying,et al.Numerical simulation of explosive particles compaction [J]. Chinese Journal of High Pressure Physics,2009,23(6):421-426.
[8] 梁华琼,雍炼,唐常良,等.压制过程中 PBX炸药颗粒的破碎及损伤[J].火炸药学报,2010,33(1):27-30.LIANG Hua-qiong,YONG Lian,TANG Chang-liang,et al.Crack and damage of PBX during pressing[J].China Journal of Explosiveand Propellants,2010,33(1):27-30.
[9] 温茂萍,庞海燕.等静压与模压 JOB-9003炸药力学性能比较研究 [J].含能材料 ,2004,12(6):338-341.WEN Mao-ping,PANG Hai-yan.Comparative study on mechanical properties of two kinds of JOB-9003 shaped by isostatic pressing and mould pressing[J].Chinese Journal of Energetic Materials,2004,12(6):338-341.
[10]温茂萍,李明.炸药件力学性能各向同异性试验研究[J].含能材料,2006,14(4):286-289.WEN Mao-ping,LI Ming. Study on mechanical isotropic of PBX[J].Chinese Journal of Energetic Materials,2006,14(4):286-289.
[11]梁华琼,周旭辉,唐常良,等.HMX钢模压制的微观结构演变的研究 [J].含能材料,2008(2):188-190.LIANG Hua-qiong,ZHOU Xu-hui,TANG Changliang et al Microstructural evolution of HMX during pressing[J].Chinese Journal of Energetic Materials,2008(2):188-190.
[12]梁华琼,雍炼,唐常良.RDX为基的 PBX炸药压制过程损伤形成研究 [J].含能材料 ,2009,17(6):713-716.LIANG Hua-qiong,YONG Lian,TANG Chang-liang.Pressing damage of RDX-based polymer bonded explosive[J].Chinese Journal of Energetic Materials,2009,17(6):713-716.
[13]张鹏,赵峰,白树林.PBX待用材料动态力学行为和微观结构的实验研究 [J].高压物理学报,2007,21(1):20-28.ZHANG Peng,ZHAO Feng,BAI Shu-lin.Experimental study on the microstructures and dynamic behavior of a PBX substitute material[J].Chinese Journal of High Pressure Physics,2007,21(1):20-28.
[14]陈鹏万,丁雁生.高聚物黏结炸药的力学行为及变形破坏机理 [J].含能材料,2000,8(4):161-164.CHEN Peng-wan,DING Yan-sheng.Mechanical behaviour and deformation and failure mechanisms of polymer bonded explosives[J].Chinese Journal of Energetic Materials,2000,8(4):161-164.
[15]陈朗,鲁建英,张明.药柱等静压实验和数值模拟计算[J].高压物理学报,2008,22(2):113-117.CHEN Lang,LU Jian-ying,ZHANG Ming.Experiment and numerical simulation of cylindrical explosive isostatic pressing[J].Chinese Journal of High Pressure Physics,2008,22(2):113-117.
[16]张涛,赵北君,朱世富.PBX粉末成型的数值模拟研究[J].材料工程,2009(5):68-72.ZHANG Tao,ZHAO Bei-jun,ZHU Shi-fu.Numerical simulation study of PBX powder-forming[J].Journal of Materials Engineering,2009(5):68-72.
