曲轴直线度测量基准变化误差的处理
2010-09-08韩少军李政天
韩少军,李政天
(武汉理工大学机电工程学院,湖北武汉 430070)
1 概述
在研发在线发动机曲轴全自动圆角滚压机床过程中,笔者遇到了需要对曲轴直线度进行精确测量的问题。机床在完成各轴径的滚压后,需要对圆角滚压后的曲轴变形量自动进行测量和分析,需要自动测量曲轴各主轴径的径向跳动,并将所测量的数据提供给计算机校直专家系统分析后给出滚压校直参数,机床根据计算机专家系统提供的校直参数对曲轴进行滚压校直[1]。曲轴滚压校直的效果如何直接取决于测量数据。由于机床自动加工的需要,机床上检测时曲轴采取的是中心孔两端定位的方式,但是被加工曲轴的圆角滚压强化是产品最终加工工序,曲轴的精加工基准顶尖孔已经被破坏,轴端大头顶尖顶在曲轴大端的轴承孔倒角上[2]。曲轴直线度检测布置图如图1所示。
由于采用大头顶尖顶住装配用的倒角对曲轴定位,而曲轴大端定位用的装配倒角的中心与主轴颈的加工中心孔基准的同心度不高,其偏心情况如图2所示。采用该孔作为定位基准,机床测量曲轴直线度时会产生较大误差,使得曲轴在机床上校直后无法通过V型块的台架检测和ADCOL检测仪的检测。因此找出一种能消除曲轴大端定位误差并且能将中心孔定位转换为对应的V架检测的方法对曲轴直线度检测是非常重要的[3]。笔者采用了一种直线度测量基准变化的方法较好地解决了这个问题。
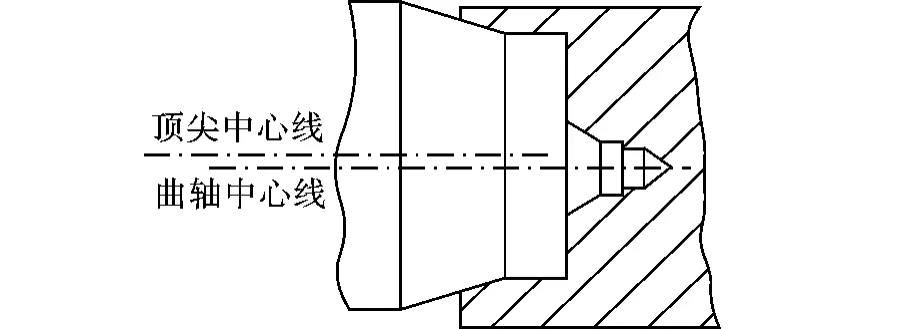
图2 大头顶尖偏心示意图
2 模型分析
2.1 测量系统模型
考察图1所示四缸曲轴检测情况。四缸曲轴被测主轴颈共5个[4],要测量的是主轴径的径向跳动(摆差)及其相位,将摆差A和相位角φ的向量记成为:

该测量值包含第5主轴径大头顶尖的偏心和曲轴轴线摆动的综合影响。
2.2 系统分析
在第1和第5主轴颈为测量基准的V架曲轴直线度检测系统中[5],考虑到曲轴主轴颈加工采用精磨,轴颈的圆柱度在0.01 mm以内,为了分析问题方便,可以将1、5主轴颈在V架测试跳动幅值视为0,即认为轴线跳动摆差完全由轴线误差引起。为了减小大端倒角偏心造成的曲轴各主轴颈摆差测量结果的影响,并且使所测得的结果尽可能接近V架测量情况,对模型作如下处理:将曲轴在机床实际测量轴线定义为Ⅰ,大端倒角偏心引起的曲轴中线为Ⅱ[6]。由于第1主轴颈靠近尾座顶尖,其摆差一般很小,而且在台架测量时是V架的支点,可以认为第1主轴颈的摆差主要是由于大端倒角偏心引起的。为了消除大端倒角偏心对第1主轴颈的影响,将轴线Ⅱ平移到第1主轴颈中心,如图3所示。
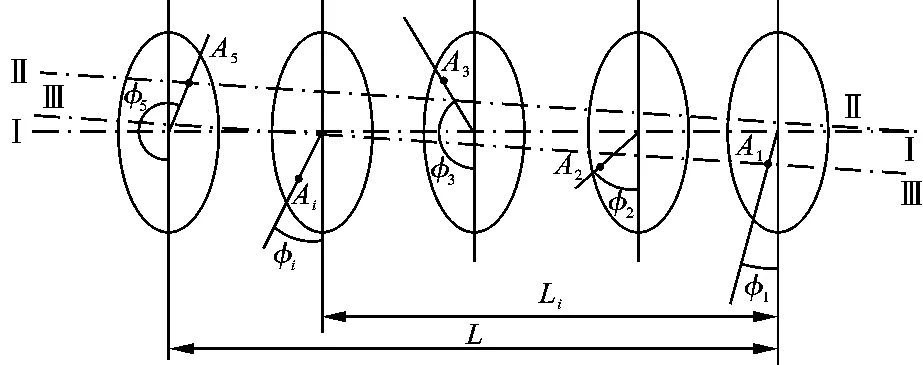
图3 大端倒角偏心平移图
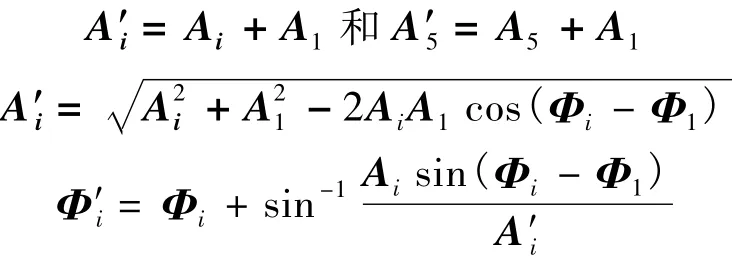
平移后考察任意主轴颈i和大端主轴颈5相对于平移后的轴线Ⅲ的测量值可根据图4得到[7]。
根据图4可推导出:
图4 转化后任意主轴颈i相对轴线Ⅲ的关系图
求出以Ⅲ轴为轴线的第i轴摆差后,继续消除大端顶尖偏心对第i主轴颈的影响[8]。求出大端主轴颈偏心引起的摆差A′5在第i个主轴颈的分量A′5i,转化后实际摆差计算图如图5所示。

图5 转化后实际摆差计算图
由图5可知:
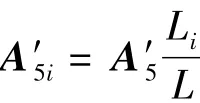
再由摆差的矢量关系可得:

式中,i=2,3,4。
3 测量结果
利用上述方法编程在全自动曲轴圆角滚压机上和V铁台架以及ADCOL检测仪对滚压强化并进行校直的样本曲轴上进行测试,所测到的主轴径最大跳动量如表1所示。

表1 主轴径最大跳动量 mm
样本曲轴经ADCOL检测仪检测的直线度报告界面图如图6所示。
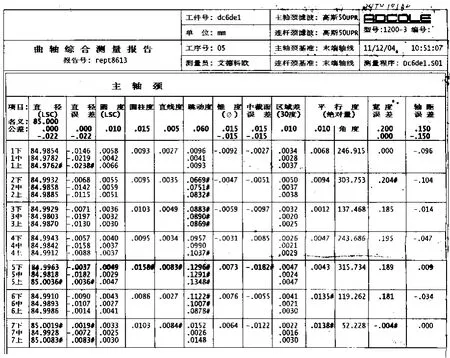
图6 直线度报告界面图
4 结论
对检测结果进行分析,发现用该方法处理后机床测量系统测量的主轴颈最大跳动量与V架和美国ADCOL检测仪检测结果极为相近。采用该方法成功地处理了在线发动机曲轴全自动圆角滚压机直线度检测问题,取得了满意的结果。实践证明,该方法在工程实际应用中可满足使用要求的精度,是完全可行的。
[1]朱大鑫.发动机曲轴滚压加工[J].工艺与材料,2001(3):71-74.
[2]李继凯.曲轴效直工艺探讨[J].汽车工艺与材料,2002(4):63-65.
[3]杨光,陈平,李志明.曲轴圆角滚压加工系统[J].武汉理工大学学报,2000,22(7):84-86.
[4]赖贞华.曲轴变力圆角滚压强化及变形的规律研究[D].武汉:武汉理工大学图书馆,2006.
[5]韩少军,李辉.汽车曲轴圆角滚压机钳口滚压力及波动分析[J].湖北工业大学学报,2005(3):95-98.
[6]韩少军,李召富.曲轴圆角滚压残余变形的有限元分析[J].中国水运,2009(4):107-109.
[7]甘永立.几何量公差与检测[M].上海:上海科技出版社,2007:23-65.
[8]熊海.轿车曲轴圆角滚压强化工艺研究与滚压机构设计[D].武汉:武汉理工大学图书馆,2007.
[9]彭和平.曲轴圆角滚压变形分析及校直专家系统的研究[D].武汉:武汉理工大学图书馆,2004.
[10]李纯林.曲轴圆角滚压设备的研究[J].内燃机工程,1988(3):68-71.