浅析ZFL 24.5/1824型发电励磁机振动的原因和消除方法
2010-09-07陕西省澄城县金元铝业有限公司王保仓
陕西省澄城县金元铝业有限公司 王保仓
浅析ZFL 24.5/1824型发电励磁机振动的原因和消除方法
陕西省澄城县金元铝业有限公司 王保仓
励磁机是火力发电厂的重要设备之一,一旦出现故障就会影响整个机组的正常运行。本文通过实践浅析解决励磁机振动的原因和消除方法。
励磁机振动原因消除方法
一、概况
励磁机通过汽轮发电机靠背轮驱动旋转而产生励磁电流。澄城县电厂1#励磁机多年来振动超标:垂直振幅0.07mm,水平振幅0.13mm,远远超出额定工况下,各转子的最大振幅0.05 mm的标准,直接威胁机组安全运行,影响正常生产。本文通过生产实践,找出了解决振动原因和消除方法。
二、检查分析
依据线性系统振动理论,系统部件上呈现的振幅与作用在该件上的激振力成正比,与它的刚度成反比。
即可由公式表示:A=P/Kd
其中:A——振幅(mm);P——激振力(N); Kd——系统的动刚度(N/mm)。
从公式可知,减少振幅A的途径有两条:①是增加系统的支承刚度;②是减少激振力。应从这两方面进行查找、分析振动的原因。
首先,从增加系统的支承轴承的刚度开始排查,停机后对机体安装基础、螺栓、支承瓦(滑动轴承)、瓦座(轴承座)进行彻底检查,不放过任何疑点。
其次,从影响激振力的三大主要因素排查。(1)前后两瓦座(轴承座)的安装同心度偏差情况;(2)转子组的轴向窜动情况;(3)连接靠背轮中心情况。
可疑点:两靠背轮连接螺栓销孔位置尺寸误差较大,在高速工况下,易产生径向激振力,很可能是引起振动。
首先,根据两靠背轮外圆处原安装位置作标记,编对应孔号。然后精确测量两靠背轮相邻销孔的中心距及各销孔中心到外圆的距离分析比较,发现两靠背轮对应销孔位置尺寸误差较大,安装使用必然产生径向激振力,不宜配对使用。
三、消除方法
考虑到发电机转子和靠背轮是一个整体,只有更换与发电机靠背轮销孔位置尺寸配套的新加工励磁机靠背轮,方可消除振动超标。
首先,精确测量发电机靠背轮各销孔的分布圆半径ri=发电机靠背轮外径/2-靠背轮各销孔边距的平均值。
其次,依余弦定理计算各相临销孔间的夹角αi,计算角度积累误差∑Δαi及角度修正值Δα=∑Δαi÷n,n是销孔数,应加以修正,故,发电机靠背轮相邻销孔间的实际夹角应为:αi′=αi+Δα。
由此可确定励磁机靠背轮加工图如下:
1.励磁机靠背轮锥孔的位置尺寸如下:
①锥孔的分布圆半径ri:
r1=70.23mm,r2=71.44mm,r3=71.50mm,
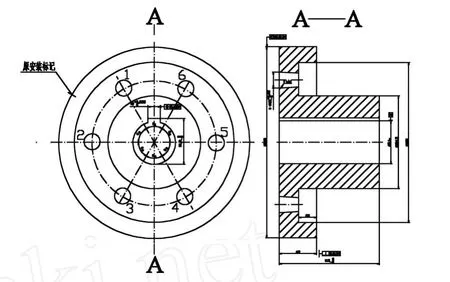
r4=70.70mm,r5=69.34mm,r6=70.22mm
②锥孔的相邻间的夹角αi:
α1=59°27′12″,α2=59°24′41″,α3=59°21′30″
α4=60°45′26″,α5=60°43′37″,α6=60°17′34″
2.励磁机靠背轮加工工艺
(1)下料:锯床锯切45#圆钢Φ220×120;
(2)热处理:调质处理,硬度HB=220~250;
(3)车:①粗车:在CW6130车床上三爪卡盘夹持毛坯一端找正加紧,车Φ104.5到Φ110,车Φ180到Φ175;平端面,钻车内孔Φ480-0.02到Φ40;②精车:调头三爪夹持Φ110外径,平端面,车外圆Φ2150-0112,车镗内孔Φ40到Φ480-0.02,保证尺寸42和加工粗糙度;再调头,三爪夹持Φ2150-0.12外圆,找正夹紧,平端面保证尺寸113;车Φ110到Φ104.5,车Φ175沉槽到Φ180,保证槽深20。
(4)坐标镗加工销孔:以沉槽一端为基准,找正内孔Φ480-0.02和大端面夹紧;按图示作原安装标记;严格按锥孔分布圆半径ri和相临孔间夹角αi跑坐标,特别注意孔编号旋转方向;加工锥孔要求钻孔、扩孔、铰孔一次成型到尺寸。
(5)划线:准确划出键槽加工线。
(6)插键:以大端面为基准,内孔Φ480-0.02找正夹紧,按键槽加工划线,插键槽140+0.035到尺寸。
(7)检验:严格按图纸尺寸检查验收。
(8)包装:内孔涂抹一层黄油,塑料纸包装,装木箱固定保证运输不碰伤。
四、结语
按照绘制的图纸及加工工艺加工励磁机靠背轮。找正安装后,启动试验,振幅明显下降,垂直振幅0. 03mm,水平振幅0.05mm,符合规程标准。彻底解决了迷惑多年的老大难问题,保证了电厂的安全生产运行,为今后解决转动机械振动提供了科学的经验依据。
book=76,ebook=107
