轻轨用T 型汇流排焊接方法的选择
2010-09-07李贵明胡维锋
李贵明 胡维锋
(重庆轨道(集团)有限责任公司,重庆 404100)
1 背景简介
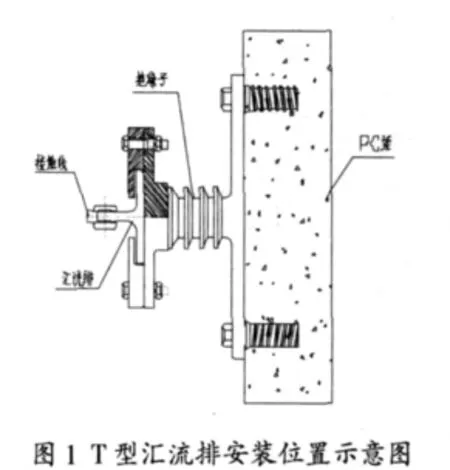
在重庆轻轨接触线安装工程中,先将T型汇流排通过绝缘子安装在PC 梁上,再进行整体焊接,把汇流排一段一段连接起来,然后把接触线安装在汇流排上(安装示意图见图1)。因汇流排受外力,并起导电作用,这就要求焊接接头有一定机械性能和好的导电性及挠度。汇流排的材质为6063 铝合金,且安装后。
?
在高空焊接,焊接位置较复杂,需要合理的工艺来保证。本文仅就焊接工艺中焊接方法的选择进行探讨。
2 T型汇流排焊接性分析
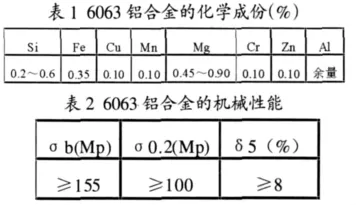
T型汇流排为6063 铝合金经挤压而成的型材,热处理状态为T4,其化学成份和机械性能见表1、表2。现将它的焊接性分析如下:
第一,铝和氧的亲和力大,铝合金表面有一层难熔的氧化膜,熔点高、非常稳定、能吸潮、不宜去除,妨碍焊接的进行,很容易产生气孔、夹杂、未熔合、未焊透等焊接缺陷。因此,在焊前必须清除氧化膜,在焊接过程中必须采取措施防止铝合金被氧化。
第二,铝合金比热率、热导率大,焊接时的热输入将向母材迅速流失。因此,宜选用热量集中的焊接方法,如MIG 焊、TIG 焊。
第三,由于铝合金的线膨胀系数大,焊接时焊件的变形趋势大,所以焊接时需用夹具减小焊接变形。
第四,在铝合金焊接中易产生氢气孔,要从减少氢的来源和严格控制工艺参数来防止氢气孔。所有焊接材料(包括保护气体、焊丝、焊条)要严格限制含水量,焊接前均需除水处理。TIG 焊时,采用大的焊接电流配合较高的焊接速度以防止产生气孔。MIG 焊时,降低焊接速度和提高线能量,有利于减少焊缝中的气孔。
第五,6063 铝合金焊接热裂倾向大,主要靠选择合适的填充材料和合理的工艺参数来减少热裂,一般选用4043 焊丝,在结构拘束度不大的情况下,从焊缝强度、塑性、导电性、颜色考虑,宜选用5356 焊丝,一般减小焊接速度和焊接电流可以减小热裂倾向。
最后,接头热影响区的软化问题。6063属于强化铝合金,在熔焊条件下热影响区软化是不可避免的现象,热影响区的强度和塑性远远低于母材,如不进行焊后热处理,抗拉强度为母材的70%左右。
3 焊接方法的选择
焊接方法的选择,应按铝合金的牌号、焊件厚度、产品结构、生产条件以及焊接接头质量等因素,合理选择焊接方法。在铝合金焊接的各种方法中,以氩弧焊的应用最为广泛,最为成熟。因此,T型汇流排焊接宜选用氩弧焊方法。氩弧焊有熔化极氩弧焊(简称MIG 焊)和非熔化极氩弧焊(简称 TIG 焊)两种方法。
第一,根据有关资料,板厚在3mm 以下多用TIG 焊,板厚在3mm 以上多用MIG 焊。这主要是由于MIG 焊用焊丝作电极,可采用高密度电流,因而母材熔深大、熔敷速度快、效率高。T型汇流排母材厚度为11.5mm,宜采用MIG 焊。
第二,因本结构要安装接触线,要求焊后角变形小。MIG 焊比TIG 焊焊件变形小,所以宜采用MIG 焊。
第三,由于工件长、大、重,且在工地焊接,要清理工件氧化膜比较难。MIG 焊焊时可采用直流反接,阴极雾化作用比TIG 焊显著,易清除工件表面氧化膜。
第四,本结构在工作状态受力较大,MIG 焊比TIG 焊接头热影响区范围小,可以减小接头软化区域,更好的满足接头机械性能的要求。
第五,MIG 焊焊铝及铝合金时,亚射流电弧的固有调节作用显著,这种作用保证焊接过程中弧长在一定范围内变化时,焊接电流始终不变,因此焊缝外形和熔深非常均匀。
第六,TIG 焊时,钨极承载电流的能力差,过大的电流会引起钨极的熔化和蒸发,其微粒进入熔池而引起焊接接头夹钨,从而降低接头质量,而MIG 焊不存在这个问题。
第七,TIG 焊时,为了获得满意的焊接接头,焊前必须对工件进行预热,预热温度为150℃~200℃,这在现场很难做到,而MIG焊不需预热。
从以上分析比较可知,T型汇流排采用MIG 焊可获得满意的焊接接头。
4 结论
经过模拟现场进行的焊接试验,采用MIG 焊的焊接接头机械、电气性能及挠度均达到要求,证明了焊接方法的选择是正确可行的。
[1]美国金属学会[美].金属手册(第九版)第二卷机械工业出版社 1994
[2]中国机械学会焊接分会编. 焊接手册(第二版)。北京:机械工业出版社
[3]周振丰.焊接冶金与金属焊接性(修订本).北京:机械工业出版社。
[4]古列维奇著.有色金属焊接手册.北京:中国铁道出版社,1988