放电加工技术
——镜面电火花
2010-09-05东莞宏威数码机械有限公司陆晓慧
东莞宏威数码机械有限公司 陆晓慧
放电加工技术
——镜面电火花
东莞宏威数码机械有限公司 陆晓慧
当前,模具制造技术的快速发展赋予了电火花更高的加工要求,表面粗糙度是电火花加工的一项重要技术指标,火花加工技术在表面粗糙度方面取得了很大的进步,通过对机床的改进和开发新的工艺方法已能实现镜面加工效果。电火花加工放电通道的形成是流光扩展的结果,放电通道在阴极扩散分叉。
镜面电火花加工工艺方法混粉技术击穿放电
一、电火花及镜面电火花概念
1.电火花。电火花加工是利用浸在工作液中的两极间脉冲放电时产生的电蚀作用蚀除导电材料的特种加工方法,又称放电加工或电蚀加工,英文简称EDM。
工作原理:利用连续移动的细金属丝(电极丝)作电极,对工件进行脉冲火花放电蚀除金属、切割成型。
它主要用于加工各种形状复杂和精密细小的工件,例如:冲裁模的凸模、凹模、凸凹模、固定板、卸料板等,成形刀具、样板、电火花成型加工用的金属电极,各种微细孔槽、窄缝、任意曲线等,具有加工余量小、加工精度高、生产周期短、制造成本低等突出优点,已在生产中获得广泛的应用,右图为电火花加工原理图。
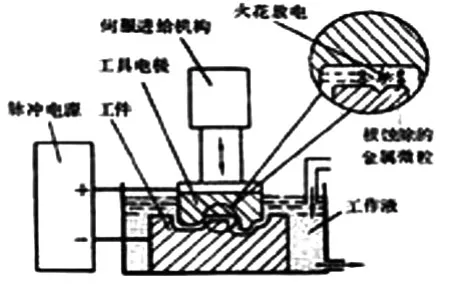
电火花加工原理图
2.镜面电火花。是指加工表面粗糙度值在Ra< 0.2um的电火花加工,表面具有镜面反光效果,并具有较好的耐磨性和耐腐蚀性,零件表面无需抛光处理。缺点,放电后在省模时间较长,对铜材钢材要求较高,加工费用相对较高。
主要应用场合:成本相对较高,主要应用在复杂模具型腔中及公差要求很高的工件。尤其应用在不便与抛光作业的复杂曲面的精密加工,可以省去手工抛光的工序以及效率,缩短模具开发的周期具有实际意义。
二、镜面电火花加工的具体要求
1.电火花机床需要具有镜面加工电路。镜面加工电路:要求机床的脉冲电源具有极小的单个脉冲能量,能在小放电能量下进行稳定的放电加工,解决加工速度慢、电极损耗大与窄脉宽的工艺矛盾。
根据电极丝的运行速度不同,电火花线切割机床通常分为两类:一类是高速走丝电火花线切割机床,其电极丝作高速往复运动,一般走丝速度为8~10m/s,电极丝可重复使用,加工速度较高,但快速走丝容易造成电极丝抖动和反向时停顿,使加工质量下降,是我国生产和使用的主要机种;另一类是低速走丝电火花线切割机床,其电极丝作低速单向运动,一般走丝速度低于0.2m/s,电极丝放电后不再使用,工作平稳、均匀、抖动小、加工质量较好,但加工速度较低,是国外生产和使用的主要机种。
2.改善镜面效果的方法——混粉技术。混粉电火花加工是一种改善电火花表面粗糙度的先进工艺方法。混粉电火花:是指在工作液中添加了微粉,如硅粉、铝粉等有关添加剂,使加工零件表面获得镜面效果。混粉电火花加工机理:混粉电火花加工由于在工作液中添加了导电性微细粉末,放电时间隙增大,有大量的细小粉末进入放电间隙,由于粉末具有导电性,粉末中的电势差为零,能够有效防止集中放电的发生。放电在加工表面均匀产生,比普通放电表面要平整,减少了光的乱反射并形成闪光的镜面。
3.工艺及加工余量的选择。电火花加工的工艺方法是否合理可行也是实现稳定加工的重点。一般加工工艺,采用粗加工电极蚀除大量金属完成粗加工,然后再换半精或精加工电极完成过渡加工或精加工。这种工艺方法的关键是加工中应采用电极摇动的方法来改善排屑状况,达到稳定的加工。镜面电火花采用多种电极更换的方法,采用几个相应的尺寸的电极完成一个型腔的粗、半精、精加工。选择合适的加工余量是保证产品、节约成本与提高工作效率的重要因素。最理想的加工情况是:加工完第一道工序后,其后只需要修光第1个加工条件形成的表面不平度,而不去掉新的材料。但由于实际加工中,放电状况受到制约因素很多,为了安全考虑,余量的大小可根据实际放电的状况而定。
4.工具电极材料。工具电极材料选用主要根据材料在特定加工中的耐蚀性和工艺性。从理论上说,所有导电材料均可作工具电极材料,但从工艺性、耐用性、经济性等方面考虑,一些材料不宜选用,例如:铜材料耐蚀性好,实际加工工艺需要磨削时不宜选用(因铜材料磨削加工易造成砂轮堵塞);目前,最常用的工具电极材料是石墨、铸铁、钢、纯铜。电极损耗问题在加工中,电火花在烧蚀工件材料同时,也在工具电极上烧蚀电极材料。如前所说,电火花加工通过工具电极与工件被加工面之间火花放电蚀除金属材料;在粗加工中,电火花加工金属蚀除率可达到100~200mm3/ min,甚至于更高;但是,这一蚀除率数值仍远低于使用车刀、铣刀等金属切削刀具进行切削加工时可达到的金属切除率。因此,提高电火花加工生产效率应充分发挥切削刀具高效切削功能,以车、铣、刨等方法切除尽可能多的金属材料余量,让电火花加工蚀除尽可能少的金属材料余量。
5.镜面加工中电规准的选择。电规准和电规准转换是电火花加工术语。电规准指电火花加工中使用的电参数配合。电规准分为粗规准、中规准和精规准。粗规准加工生产率高,但加工精度低;中规准可得到适度加工生产效率并达到一定产品精度要求;精规准一般用于加工表面粗糙度数值低于0.8μm的精加工,加工生产率低,但加工精度好。
三、结束语
随着市场对模具制造提出的更高要求,以及对产品要求也越来越高,镜面电火花加工将成为精密型腔模制造的一种必不可少的技术。电火花可以加工淬火件的特点在模具形腔维修中很有价值,因为通过电火花加工可以将已经冲蚀或磨损的零件或模具修复,而修复一副旧模具比制造一副新模具要节省许多开支,这一点对讲究经济效益的企业管理者尤其重要。镜面电火花加工技术的提高有待于更上一步。
[1]曹凤国.电火花加工技术.化学工业出版,2005
[2]郭东明,赵福令.面向快速制造的特种加工技术.北京:国防工业出版社,2006
[3]伍端阳.数控电火花加工实用技术.北京:机械工业出版社,2007
[4]秦勇,王霖.电火花成型加工技术的现状与发展趋势.工具技术,2002
book=140,ebook=105
