浅谈薄壁零件的加工
2010-09-05广东省冶金技工学校刘展华
广东省冶金技工学校 刘展华
浅谈薄壁零件的加工
广东省冶金技工学校 刘展华
本文是作者通过自身多年的生产实践,积累了丰富的经验而撰写。在实际生产过程中,经常会遇到各种不同类型的薄壁零件。在加工过程中不能直接利用现成的车床夹具进行加工,而应对其结构进行工艺分析,并根据其加工特点和工装进行分析探讨。经过生产实践,能够对薄壁零件采取有效措施,使其加工顺利进行,从而达到零件图纸要求和各项技术指标要求,这对保证产品的质量,提高生产效率具有重要意义。
薄壁零件工装夹具加工方法
引言
随着科技和生产的发展,机械设计与制造中具有特殊用途的薄壁零件越来越多。薄壁零件是由于各种机械设备中的结构特点和用途而设计及制造出来的,不同的薄壁零件往往在结构上、材质上和技术要求上等方面都有差异,所以其机械加工的工艺性变得复杂,给加工带来了各种技术上棘手的问题,特别是工装问题。为此应对薄壁零件的加工工艺性进行技术分析,选用合理的装夹方法,设计与制造出正确的夹具,并进行有理有据的深度实验,为今后在加工薄壁零件时奠定了坚实的基础,从而为保证产品的质量,提高企业的生产效率提供了实际性和创造性的理论依据。
一、薄壁零件的工装问题分析
在生产实践中,薄壁零件的结构类型是多种多样的,所以在机床上加工薄壁零件时,为了保证工件被加工表面的尺寸、几何形状和相互位置精度等,必须将工件正确地安装到机床上。工件的安装一般包括定位和夹紧两个过程:即首先应使工件相对于机床及刀具占有一个正确的位置,这就是工件的定位;然后将工件固紧在这一既定位置上,使之不至因受切削力、重力、离心力或惯性力作用而发生位置改变,这就是工件的夹紧。
工件的安装一般有两种方式:
1.直接找正或按划线找正安装。将工件直接安放到机床工作台或通用夹具(如车床上的花盘、三爪卡盘、四爪卡盘等)上,按工件的某一表面或划好的线,逐个找正工件相对于机床和刀具的位置,然后夹紧工件。这种安装方法操作简单,且能较好的适应工序或加工对象的交换,但生产效率低、精度不高,劳动强度大,故一般只用于单件或小批生产。
2.采用专用夹具安装。在生产批量较大或有特殊需求时,常采用专门为某一零件的某一工序而设计的专用夹具进行工件的安装。这时不需划线和找正,只要将工件安放在夹具中,即可确定工件与机床及刀具之间的正确位置,并将工件夹紧。
二、薄壁零件课题的选择
薄壁零件的结构形状是多种类型。在本文中选择了在工厂加工其中一批数量大的薄壁零件进行论述。包括夹具设计、工装、工艺、刀具和加工等方面。
1.薄壁零件的工艺分析。该薄壁零件的加工部位为180mm外圆锥面、右端面和R100mm的内圆弧面,而且这些表面的加工要求较高。装夹该工件时必须使工件的右端面与车床主轴的中心线垂直,所以选用设计与制造专用夹具进行装夹进行切削加工,以保证质量、提高生产效率。
由于该薄壁零件的材料属于软材料,所以夹具设计采用外夹内顶的办法。
2.薄壁零件的夹具设计与制造:(1)外圆夹具。加工时,为了使工件的右端面处于垂直位置。用夹具套入工件的左端进去,然后用4个均匀分布的螺钉拧紧,从而夹紧工件的外圆表面。外圆夹具的加工方法:①材料:选用45#棒料,外径尺寸为190mm,长度为160mm。②用三爪卡盘夹持毛坯一端,找正,夹紧后车平一端面,车外圆至尺寸为180mm。③掉头夹持180mm一端,找正,夹紧后车平端面,保证长度为150mm。车外圆至尺寸为180mm。④钻孔、车孔、车内锥面至要求。⑤钻4个均匀分布的16孔,然后攻螺纹M16。(2)拉杆和压盖。工件的内孔采用从车床主轴箱的主轴内孔一端穿进图示的拉杆。用拉杆的件1的轴肩顶住主轴的左端。拉杆的右端穿进压盖,通过螺母拧紧,这样压盖顶住内孔表面。①拉杆中件1的加工方法:a.材料选用A3钢板,厚度为20mm,气割外圆为100mm;b.用三爪卡盘夹持毛坯一端,找正。夹紧后车外圆到90mm;c.掉头夹持另一端,找正。夹紧后车外圆到90mm;d.钻出30mm的孔,孔两端倒角。②拉杆中件2的加工方法:a.材料选用45号圆钢,规格尺寸(30×1275mm);b.车两端面至长度尺寸1270mm;c.车螺纹M30至图示尺寸。③件1和件2通过焊接至图示位置。④压盖的加工方法:a.材料选用A3钢板,厚度为23mm,气割外圆为130mm;b.用四爪卡盘夹持,车平两端面至尺寸为20mm;c.用三爪卡盘夹持毛坯一端,找正。夹紧后车外圆到120mm; d.掉头夹持另一端,找正。夹紧后车外圆到120mm; e.钻出45mm的孔;f.制作心轴,车出外圆锥面及圆角。(3)薄壁零件在车床上的工装(见图)。
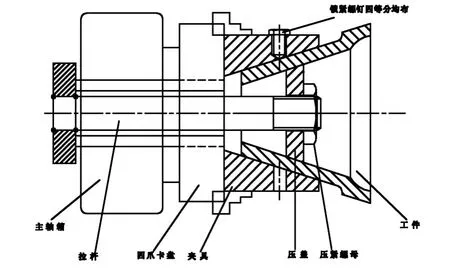
工装图
工装的几点要求:①用四爪卡盘夹紧夹具时,需用划针对夹具进行找正,因为夹具被夹紧后就不再松开了。装夹工件时是通过操作锁紧螺钉、压紧螺母、拉杆、压盖等零件来完成。②为了避免四爪卡盘的四爪对夹具的夹紧力通过锁紧螺钉作用到工件上,因此夹紧夹具时,夹具上的四个锁紧螺钉的位置应分别错开四爪卡盘的四爪45°角。③装夹工件时,需用划针对工件进行找正。
3.制作R100的样板刀具,材料选用高速钢(白钢刀):①选用厚度为2mm的A3钢板,用线切割方法加工出圆弧样板;②修磨和抛光样板车刀,用圆弧样板配做,同时将车刀后角磨大些。
4.薄壁零件的加工工艺过程:①将毛坯装入专用夹具中,找正;①车右端面至图示尺寸;③用转动小滑板法车出长度为30mm,锥度1∶5的圆锥面至图示要求;④用样板车刀车出R100的内圆弧面至图示要求。
5.加工中其他的几点要求:①每次装夹工件时,应注意找正工件;②车削圆弧时,为了减少刀架移动时的移动,采用锁住大拖板,利用中拖板和小拖板的配合进给。精车时,用油石修磨圆弧刀刃,同时尽可能选取较低的切削速度,使圆弧面更为光滑;③车削圆弧时,为了保证圆弧的精确性,采取试切法,用检测样板检测和较正后,调整好车刀的位置再切削。
三、结束语
在生产实际加工过程中,会遇到各种不同形状的工件,有的可用常规加工方法,有的必须进行工装。针对薄壁零件的加工也是不相同的,应根据不同形状采取不同的工装。但设计制造夹具时的目的都是为了便于加工工件,保证工件质量,降低成本、提高效率。
[1]孙大涌.先进制造技术.机械工业出版社,1999
[2]宋殷.机床夹具设计.华中理工大学出版社,1990
[3]张恩生.车工实用技术手册.江苏科学技术出版社,1999
[4]张鲁阳.工程材料.华中理工大学出版社,1990
[5]崔永茂,叶伟昌.金属切削刀具,机械工业出版社,1991
book=124,ebook=77
