钢轨打磨车 DLC控制系统简介
2010-09-04刘铁军
刘铁军
(广铁集团广州客专基础设施维修基地,广州 510600)
钢轨打磨车 DLC控制系统简介
刘铁军
(广铁集团广州客专基础设施维修基地,广州 510600)
介绍PGM-48钢轨打磨车走行驱动系统,重点分析了走行驱动的控制系统 DLC。通过对 DLC系统外部控制原理的分析,可以掌握 PGM-48钢轨打磨车走行驱动的工作原理,有利于钢轨打磨车的操作;对于钢轨打磨车走行出现的故障,通过 DLC控制原理可分析出故障原因,提高故障处理效率。
PGM-48钢轨打磨车 走行驱动 DLC控制
PGM-48钢轨打磨车是从美国 HTT公司引进的铁路大型养路机械,它的走行驱动系统采用了典型的变量泵——变量马达容积调速闭式循环液压回路。该系统传动效率高,无级调速范围大;机械的调速和换向由DLC(Digital Loop Controller)计算机控制系统来实现,它传动平稳,能量利用率高。DLC是包含了微处理器的闭环控制器,目的是满足液压闭环伺服系统和基于比例的系统。系统的主要液压元件、变量泵、变量马达、电子比例阀和计算机控制系统等均采用力士乐(REXROTH)公司的产品,系统工作可靠。
1 DLC分部和构成
一列 PGM-48钢轨打磨车有 3节车厢,共有 8个DLC,其中 1号车厢和 3号车厢为打磨车,2号车厢为生活车。1号车有 1~4号 4个 DLC插槽,3号车上有5~8号 4个 DLC插槽。在这 8个 DLC中,1号或者 8号可以由人为设定其中一个成主 DLC,负责协同所有DLC的参数,达到八轴同步的功能。一个 DLC控制一个驱动泵(DRIVE PUMP)和对称安装在一根轴上的两个液压马达的排量。DLC通过 MDSD(Mobile Dual Solenoid Driver)电路板来控制驱动泵上电子比例伺服阀(简称为 EP阀),通过 EDA电路板来控制马达上的EP阀,从而达到控制两者排量的目的。
2 DLC外部控制原理
2.1 DLC系统外部控制原理
8个 DLC的工作原理如图 1。
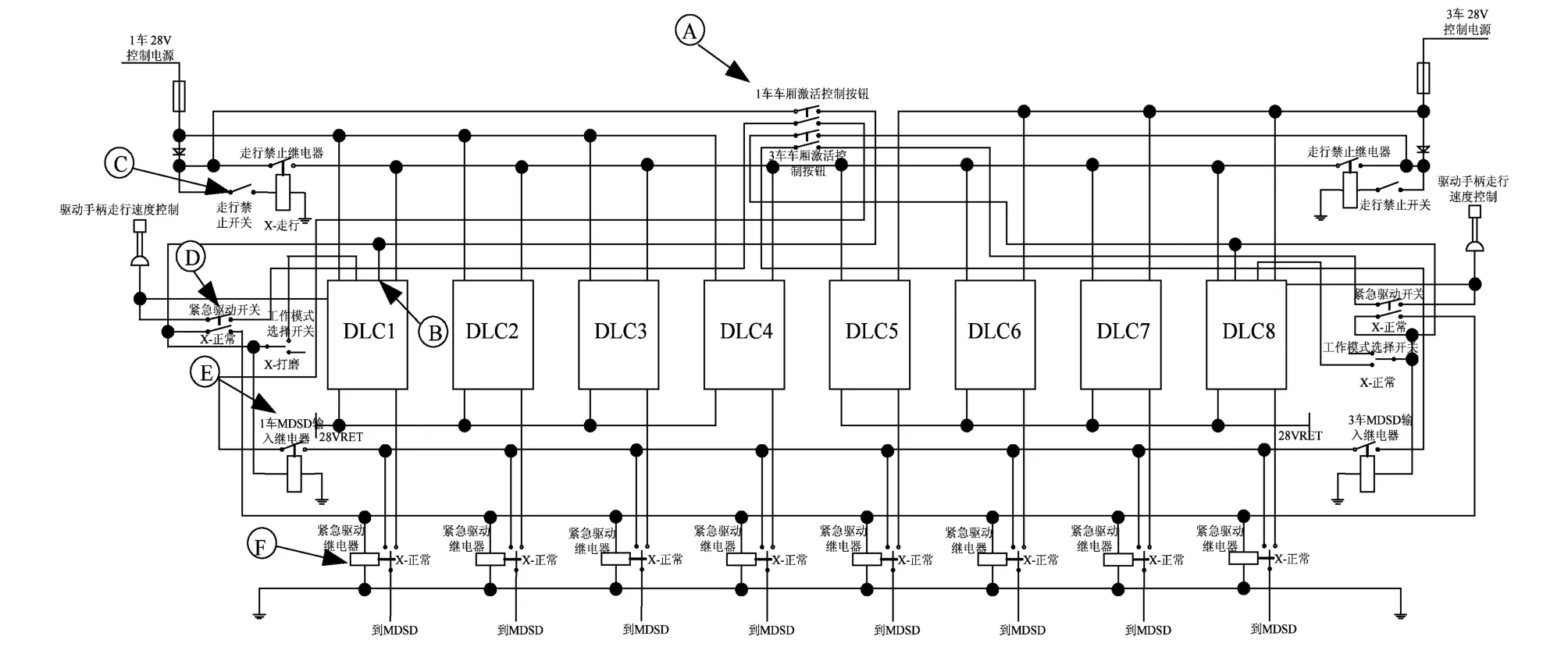
图1 工作原理图
1车和 3车的 28 V电源分别由车上的电池供给。1车和 3车的控制系统完全相同,通过两个车厢控制面板上的车厢激活控制旋钮(CAB ACTIVE,见图 1中Ⓐ)来设定当前工作的控制车厢。如图 1中所示,1车和 3车的车厢激活控制旋钮为互锁关系。当 1车的车厢激活控制旋钮闭合时,3车的旋钮断开,此时 3车的所有控制信号均不能进入 DLC。8个 DLC的结构完全一样,通过人为设置 DLC板上的 DIP开关,使 1号和 8号成为待选主 DLC,然后通过车厢激活控制旋钮,使 DLC1或者 DLC8的 TB4 DIR端口得电,成为当前的主 DLC。如图 1中所示,以 1车为当前的控制车厢,1车上的 DLC1由于车厢激活控制旋钮闭合,TB4 DIR(见图 1中Ⓑ)得电,DLC1便成为当前的主 DLC。此时,其它的 2~8号 DLC的走行速度信号完全由主DLC通过 RS485通讯总线给定。钢轨打磨列车如果需要运行,必须闭合车厢控制面板上的走行禁止灯形开关(DRIVE STOP,见图 1中Ⓒ),使其灯灭。走行禁止开关闭合使得走行禁止继电器得电,从而 1~8号DLC的 TB4 RUN接口得到一个 24 V高电平,使 DLC开始工作,控制面板上驱动手柄的信号进入 DLC,控制打磨列车的走行速度。当发生紧急情况时,为了防止 DLC的错误信号进入 MDSD导致列车速度失控,需要通过当前控制车厢电气间里面的紧急驱动开关(见图 1中Ⓓ)控制紧急驱动继电器(见图 1中Ⓕ),切断各 DLC输出的信号,并将驱动手柄的信号直接输入各MDSD,从而控制打磨列车的走行速度。1车 MDSD输入继电器(见图 1中Ⓔ)在 1车车厢激活控制旋钮闭合时得电,继电器闭合。正常情况下,闭合的 MDSD输入继电器没有任何的输入信号,紧急情况时,驱动手柄的速度信号绕过 DLC,通过 MDSD输入继电器直接进入 MDSD,从而控制列车的走行速度。
2.2 主 DLC外部控制原理
设定 1车为当前的控制车厢,DLC1为当前的主DLC,控制原理图如图 2。
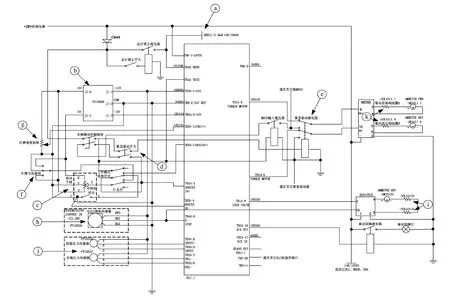
图2 主DLC外部控制原理图
通过车上电池供电,DLC的 TB6-1端口得电,DLC开始自检,并通过板上的一个“FAULT”显示自检状况。如果“FAULT”熄灭,表示 DLC自检通过,可以工作;如果一直闪烁,则表示 DLC存在故障,无法正常工作。如果自检通过,可以闭合走行静止灯形开关,使其灯灭,DLC1的 TB4A-8RUN端口得电,并通过电缆(见图 2中ⓐ)连接到其它的 DLC,使得其它 DLC也开始工作。闭合 1车的车厢激活控制旋钮,DLC的 TB4A-7 DIR端口得电,DLC1成为当前的主 DLC。DLC通过TB3A-1和 TB3A-2端口分别给电源板(见图 2中ⓑ)输入正负 15 V电压,电源板将电压变为正负 5 V,并将电压输入驱动手柄(见图 2中ⓒ)。驱动手柄就是一个滑动变阻器,输入输出范围均为 ±5 V,通过驱动手柄调节输入 DLC电压的大小,并通过电压的极性来确定打磨列车的走行方向(向前或者向后)。驱动手柄中有一个开关,端口为 A、C,在驱动手柄为中挡时,即滑动变阻器位于中部,输出应为 0,列车速度也相应为 0。为了防止电源板输入驱动手柄的电压存在误差,当驱动手柄处于中挡时,闭合 A、C端口的开关,使接地电压直接进入 DLC的 TB2A-3端口,使此时输入DLC的电压为零。如果发生紧急情况,如 DLC故障,此时 DLC输出信号导致列车速度超过预定限制,需要闭合紧急驱动开关(见图 2中ⓓ),1车的车厢激活控制旋钮为闭合状态,MDSD输入继电器吸合,紧急驱动继电器(见图 2中ⓔ)将得电,DLC1通过 TB1A-5和TB1A-6端口输出给 MDSD的信号被切断,驱动手柄的速度信号直接通过 MDSD输入继电器和紧急驱动继电器进入 MDSD的 9号端口,原本与 DLC的 TB1A-6端口相连接的 12号端口接地。工作模式选择开关主要用于选择当前的工作模式,改变打磨列车的速度限制。当工作模式选择开关转到打磨时,DLC的 TB3A-13端口通过车厢激活控制旋钮得到一个 24 V高电平,由此限制打磨列车打磨作业时的速度;工作模式选择开关为走行时,TB3-13 AUX#1端口悬空,输入为低电平,列车速度允许达到最大上限。打磨方向旋钮(见图 2中ⓕ)用于设定打磨时的行进方向,输出为 5 V,0或者 -5 V,信号进入 DLC的 TB2A-3端口。当旋钮位于中部时,输出 0,TB2A-3端口得到的电压信号为 0,此时打磨列车不会有动作;当旋钮选择向前时,输出 5 V,列车向前打磨;选择向后时,输出 -5 V,列车向后打磨。打磨作业时速度是由打磨速度旋钮(见图 2中ⓖ)控制,打磨速度旋钮是一个 10K的滑动变阻器,人为的将其平均分为 10个档位,控制 0~5 V的电压信号,并将信号输入 DLC的 TB3A-11端口。通过安装在马达上的频率传感器(见图 2中ⓗ)可以测量马达的转速,并将信号输入到 DLC的 TB4A-6端口中,也输入到EDA的 10号端口。EDA将马达的排量信号与 DLC通过 TB1A-8端口输出的马达排量信号比较处理以后,输出给马达上面的两个 EP阀线圈(见图 2中ⓘ),调节阀门的闭合程度,控制马达的转速,从而调节打磨的速度。通过安装在驱动泵上的前端压力传感器和后端压力传感器(见图 2中ⓙ),得到泵中的高压和低压信号,通过 DLC的处理,分别从 DLC的 TB1A-5和 TB1A-6端口输入给 MDSD的 9号端口和 12号端口。MDSD将 DLC输入的信号处理后变为电流信号,输入给驱动泵的前端线圈和后端线圈(见图 2中○k),控制驱动泵的排量。DLC的 TB3A-16端口输出驱动故障信号,当 DLC正常运行时,驱动故障继电器断开,驱动故障灯熄灭;当 DLC出现故障时,TB3A-16端口输出高电平,使驱动故障继电器吸合,驱动故障灯亮起。
2.3 从 DLC外部控制原理
从 DLC的控制原理如图 3所示。
从 DLC的结构与主 DLC的构造完全一样,从DLC外部没有速度信号的直接输入,而是由主 DLC通过 RS485总线(见图 3中①)输入,速度信号通过从DLC处理后仍然由 TB1A-5和 TB1A-6输出给 MDSD。马达频率信号与泵的压力信号仍由相同的端口输入,通过 DLC处理之后输入 MDSD和 EDA,从而控制每根轴的运行。在紧急情况下,驱动手柄的信号通过紧急驱动开关(见图 3中②)和紧急驱动继电器进入从DLC对应的 MDSD,控制紧急情况下泵的排量。
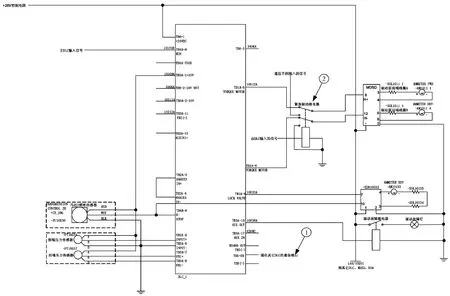
图3 从DLC外部控制原理图
3 结语
DLC控制系统是 PGM-48钢轨打磨车的主要控制部件,打磨车的主要功能走行与打磨均通过 DLC系统来控制,通过对整个 DLC系统外部控制原理的了解,可以大致掌握 PGM-48钢轨打磨车的工作原理,更有利于钢轨打磨车的操作。对于钢轨打磨车出现的故障,通过 DLC控制原理也可以大概分析出故障方向,从而减少寻找故障原因的时间,提高故障处理效率,使打磨车创造更多的效益。
PGM-48钢轨打磨车采用的是美国 20世纪 90年代的技术,在技术更新换代如此之快的今天,DLC控制系统虽然有着诸多的好处,但也逐渐与当前的趋势脱节。在以前技术不是很成熟的时候,采用一个 DLC控制一根轴的方法,当一个 DLC出现故障,其他 DLC仍能运行,对打磨车运行并无太大影响。现在,技术已经相当纯熟,完全可以用一套控制系统控制所有的轴,简化打磨车的控制系统,减少打磨车的故障率,并且能够降低打磨车的日程维护费用,做到一举多得。
[1]宝鸡南车时代工程机械有限公司.PGM-48(China2#)操作手册[Z].陕西:宝鸡南车时代工程机械有限公司,2004.
U216.65
B
1003-1995(2010)02-0094-04
2009-10-10;
2009-11-23
刘铁军(1975— ),男,湖南耒阳人,工程师。
(责任审编 王 红)
