纳他霉素高产菌株发酵罐发酵条件研究
2010-08-27魏宝东林雨舒
魏宝东, 林雨舒
(沈阳农业大学食品学院,辽宁沈阳 110161)
纳他霉素高产菌株发酵罐发酵条件研究
魏宝东, 林雨舒
(沈阳农业大学食品学院,辽宁沈阳 110161)
考察溶氧量、补糖及p H值等因素对纳他霉素高产菌株发酵罐生产纳他霉素的影响。以摇瓶发酵结果为依据,确定了发酵罐发酵的最适条件为:控制溶氧在30%~35%,补糖控制在发酵液糖质量浓度约为2 g/dL,在纳他霉素大量合成阶段,维持发酵液中的p H值在5.2~5.4。该发酵条件下纳他霉素产量从分批发酵的3.01 g/L提高到5.32 g/L。
纳他霉素;发酵罐;发酵条件;产量
摇瓶发酵用于实验室较适宜,从摇瓶到发酵罐上的放大是发酵产品开发中的一个非常重要的环节。大多数发酵产品的工业化生产都必须在发酵罐上进行,且一般都采用搅拌式发酵罐。而产品也是通过在实验室摇瓶中菌种选育和培养基及培养条件的优化,然后在小试、中式逐步得到验证、放大,获得适合发酵罐发酵的工艺。因此有必要在摇瓶发酵的基础上,在7 L发酵罐中进行发酵试验研究。
1 材料与仪器
1.1 菌种
纳他霉素生产菌株Streptomyce.natalensisSY-4795。
1.2 培养基
1.2.1 发酵培养基(组分g/L) 葡萄糖40,大豆蛋白胨20,酵母粉4.5,p H 7.5。
1.2.2 斜面保藏培养基(组分g/L) 酵母浸粉2.0,可溶性淀粉10,琼脂15,p H 7.3。
1.2.3 种子培养基(组分g/L) 葡萄糖20.0,大豆蛋白胨10.0,酪蛋白胨6.0,MgSO4·7H2O 1.0, NaCl 2.0,KH2PO40.5,p H 7.3。
1.3 试验仪器
BGZ-7智能型机械搅拌发酵罐:上海保兴生物设备工程有限公司制造;KQ-C型全自控蒸汽灭菌锅TH-3560:上海奉贤协新机电厂制造;ZWD-0.05/7全无油空气压缩机:宁波鄞州展翅全无油空压机有限公司制造。
2 试验方法
2.1 溶解氧浓度的确定
在摇瓶发酵过程中,控制溶解氧的量,满足生产菌对氧的需要是提高发酵产量的重要因素之一。试验采用250 mL三角瓶,固定转速,改变装液量分别为25、30、35、40、45、50、55、60 mL来确定最佳溶解氧浓度。
2.2 7 L自动罐分批发酵参数设定
根据摇瓶发酵的研究结果,在BGZ-7 L全自动发酵罐中各过程参数控制设定值为:培养温度29℃,罐压0.01 MPa,装液量5 L,接种体积分数2%,消泡剂为聚醚,发酵时间120 h。
起始转速为200 r/min,当溶氧下降时,增加转速维持溶氧在30%~35%,最高转速达到400 r/min,进入抗生素分泌期,适当降低搅拌转速,维持溶解氧水平在30%~35%。
2.3 控制pH值的7 L自动罐间歇补料分批发酵
2.3.1 确定发酵液中葡萄糖的质量浓度 流加时间以发酵液中还原糖水平为控制指标,发酵液初始葡萄糖质量浓度均为4 g/dL,当发酵液中葡萄糖质量浓度分别降至3、2.5、2、1.5 g/dL时开始,平均每隔6 h补糖一次,使葡萄糖质量浓度各自维持在3、2.5、2、1.5 g/dL,确定能够获得最高产量的发酵液葡萄糖质量浓度。
2.3.2 补糖种类及方式 补加碳源为50%的葡萄糖,根据2.3.1结果,选择在葡萄糖降至2.0 g/dL以下时开始补糖,并维持葡萄糖质量浓度为在2.0 g/dL。
2.3.3 p H值控制 发酵液初始p H值为7.5。当p H值降至5.2时,控制7 L自动罐开始流加2 mol/L的NaOH来调节p H值,使抗生素分泌期的p H值维持在5.2~5.4之间,直到发酵结束。
3 结果与分析
3.1 溶解氧浓度对发酵的影响
由图1可知,当装液量由25 mL增大到50 mL,纳他霉素产量增加了52.90%,继续增大装液量,纳他霉素产量开始下降。在装液量为60 mL时,纳他霉素产量达到最低值。装液量对菌体生长影响不大,在装液量为25~30 mL时,菌体干重在10 g/L左右波动;当装液量为35~60 mL时,菌体干重在11.45 g/L左右波动,纳他霉素产量随装液量的增加表现为先增加后减少的趋势;当装液量为50 mL时,溶解氧水平维持在30%~35%左右,达到最高值。
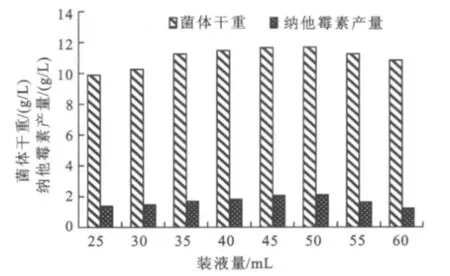
图1 不同装液量对菌体干重和纳他霉素产量的影响Fig.1 Effect of loading capacity on strain dry weight and yield of Natamycin
3.2 自动罐分批发酵工艺参数的确定
3.2.1 搅拌转速和空气流量对菌体干重和纳他霉素产量的综合影响 根据摇瓶发酵结果,从搅拌转速和空气流量两个方面同时控制溶氧在30%~35%,使搅拌转速不超过400 r/min,空气流量随时调整(不超过8 L/min),结果见图2。在对数生长期,空气流量最高达6 L/min,可满足要求。进入稳定期后,空气流量和搅拌速度均下降,最终分别维持在3 L/min和300 r/min,结果纳他霉素产量同摇瓶发酵相当。
3.2.2 消泡剂的应用效果 发酵过程中泡沫会带来许多不利因素,为确定聚醚类消泡剂对菌体生长和纳他霉素合成有无影响,在摇瓶发酵条件下将未添加消泡剂和添加了聚醚消泡剂的摇瓶进行比较,结果见图3。应用聚醚类消泡剂菌体干重达到11.01 g/L,比对照(11.26 g/L)减少了0.25 g/L;产量达到2.10 g/L,比对照减少0.03 g/L;消泡剂的添加对菌体生长和纳他霉素合成均无影响。7 L自动罐可通过泡沫液位检测电极自动控制消泡剂的添加,维持发酵的正常进行。

图2 搅拌速度和空气流量对纳他霉素产量的影响Fig.2 Effect of stirring rotation speed and airflow on yield of Natamycin
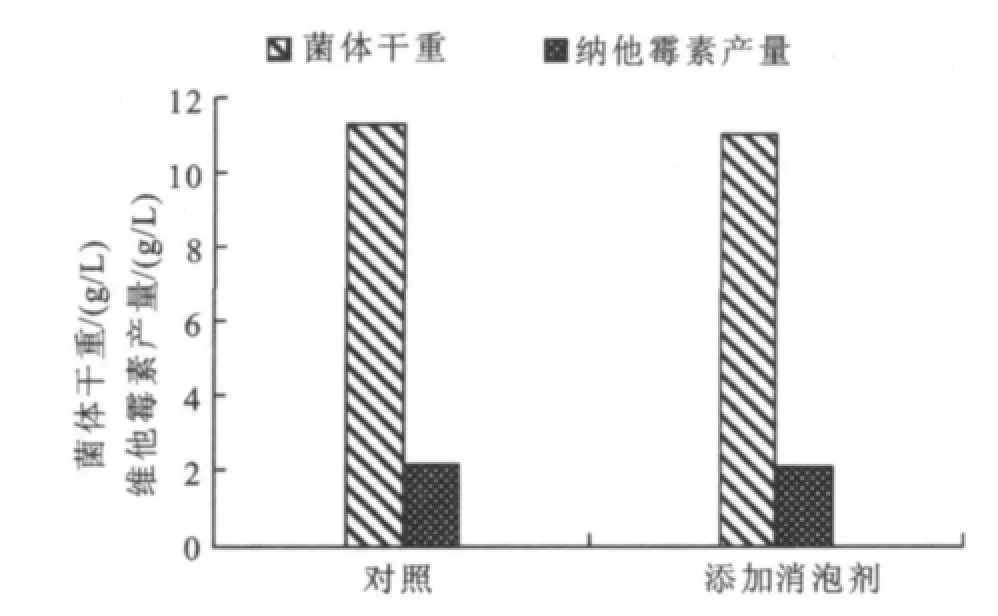
图3 摇瓶发酵聚醚类消泡剂对菌体干重和产量的影响Fig.3 Effect of polyether on strain dry weight and yield of Natamycin in shaking flask
3.2.3 7 L自动罐分批发酵 在控制发酵过程的搅拌转速、通气流量等前提下,进行7 L自动罐分批发酵试验,发酵过程中葡萄糖、p H值、菌体干重和纳他霉素产量等参数的变化见图4。
如图4所示,发酵过程中存在两个典型的生理阶段,即菌体生长阶段和代谢产物合成阶段。在菌体生长阶段,发酵液中碳源质量浓度迅速下降,p H值也下降较快,生物量迅速增加,并伴随极少量纳他霉素的产生。当发酵液中葡萄糖质量浓度消耗到1 g/dL以下时,菌体生长速度减慢,纳他霉素开始大量合成,即由菌体生长阶段转变为次级代谢产物合成阶段,此阶段产生的纳他霉素约占总量的80%~90%。但随着糖质量浓度的不断降低,菌体逐渐衰老甚至自溶,p H值上升。因碳源的供给不足,不能继续合成纳他霉素,在分批发酵中,纳他霉素产量为3.01 g/L。
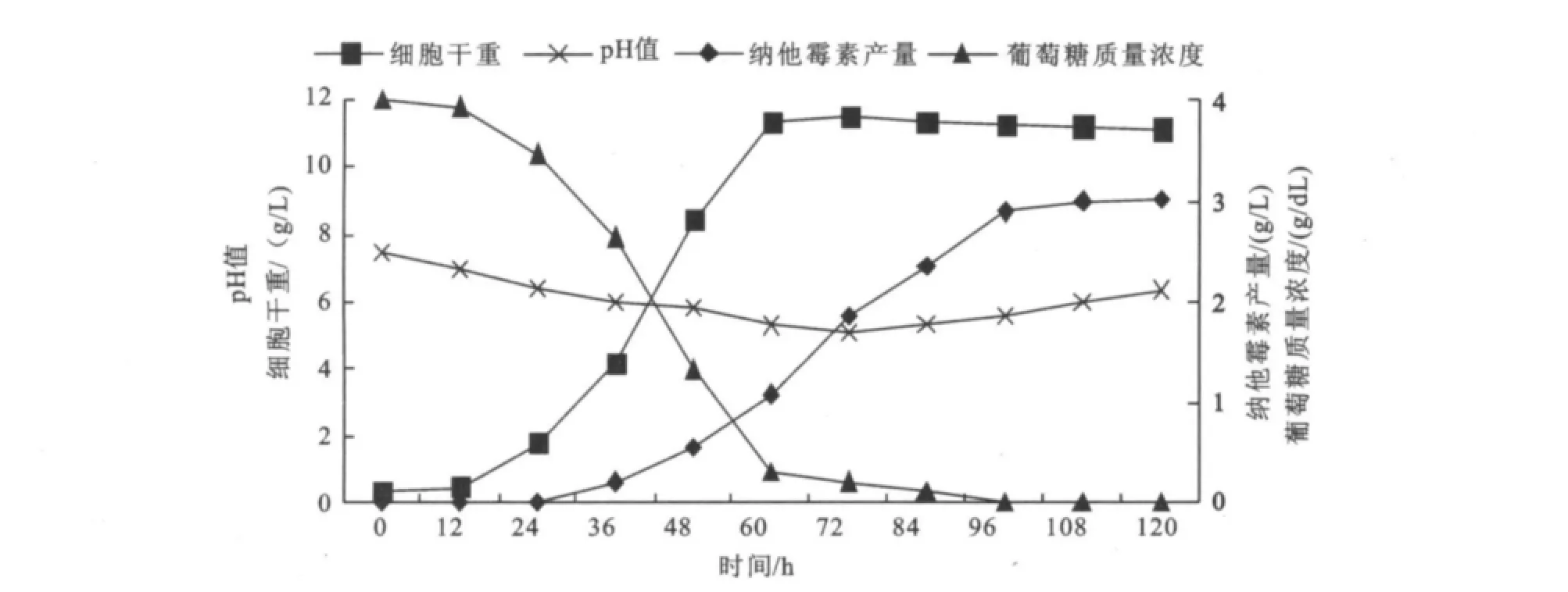
图4 7 L自动发酵罐分批发酵代谢曲线Fig.4 Metabolism curve of fermentation in batches in 7L automatic fermenter
3.3 控制pH值的7 L自动罐间歇补料分批发酵试验结果
3.3.1 发酵液中葡萄糖适宜质量浓度的确定 由表1可知,当葡萄糖质量浓度降至3 g/dL和2.5 g/dL时补糖,由于时间过早,发酵液中葡萄糖质量浓度过高,导致抗生素产量的增加;而维持1.5 g/ dL的糖质量浓度又不能满足纳他霉素大量合成的需要,纳他霉素的产率最低;当还原糖质量浓度降至2 g/dL时,补糖并维持糖质量浓度可延长抗生素分泌期,使纳他霉素以最大的生产速率不断合成。
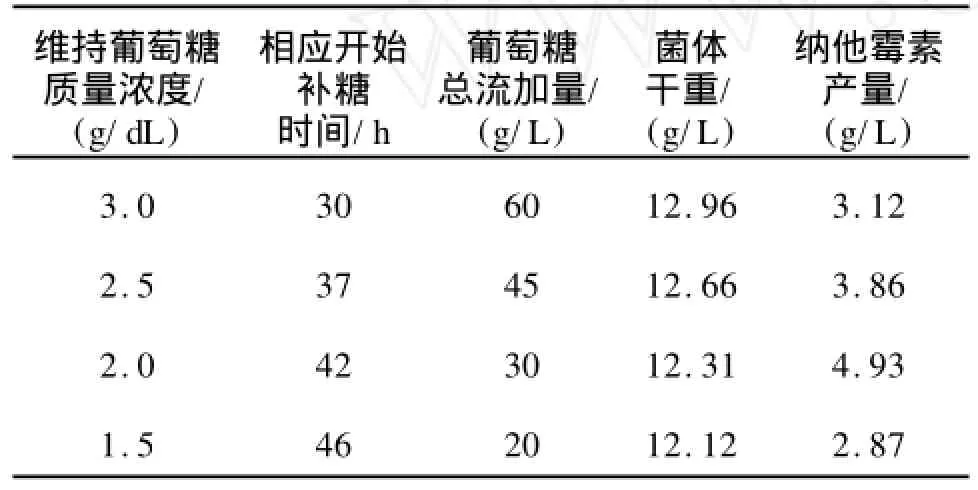
表1 发酵液中葡萄糖适宜质量浓度的选择结果T ab.1 Optimal glucose concentration in fermentation solution
3.3.2 补糖指标控制 以发酵液中葡萄糖水平作为补糖指标,发酵液初始葡萄糖质量浓度为4 g/dL,当葡萄糖质量浓度降至2 g/dL时开始补糖,平均每隔6 h补糖一次,葡糖糖的流加量控制在发酵液糖质量浓度约为2 g/dL,菌体浓度基本不变,使产生菌的代谢趋于大量合成纳他霉素。从84 h停止补糖后,葡萄糖消耗速度减缓,菌体量开始下降,此时流加停止。在整个发酵过程中,葡萄糖总流加量为40 g/L。
3.3.3 补糖对p H值的影响 如图5所示,在菌体生长阶段(24~60 h),由于葡萄糖代谢用于菌体增值,产生的有机酸使p H值下降较快,两条曲线的趋势基本相同。在抗生素分泌期(60~84 h),分批发酵p H值随着葡萄糖的分解产酸不断下降,最低时可降至4.7,直到发酵后期,随着碳源的耗尽,菌体分解培养基中的蛋白质,利用氨基酸作为能源和碳源,导致p H值上升。而间歇补料分批发酵,由于碳源的间歇补入,菌体很快大量合成纳他霉素,而不会由于分解葡萄糖产酸使p H值下降较多,此时发酵液中的p H值基本维持在5.2~5.4,说明该p H值范围适合纳他霉素的生产。84 h补糖停止,p H值下降,但随着碳源的耗尽,又呈现后期p H值上升的趋势。
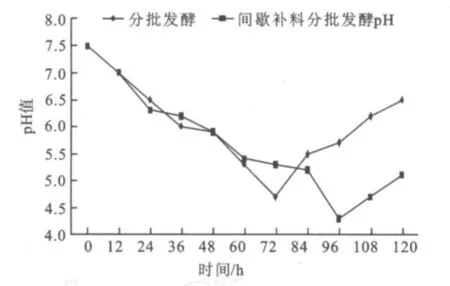
图5 分批发酵和间歇补料分批发酵中pH值的变化Fig.5 The comparison of pHchange between fermentation in batches and by interval adding glucose
3.3.4 搅拌转速和空气流速控制 搅拌转速和空气流速的控制与自动罐分批发酵相似。发酵起始搅拌转速200 r/min,控制空气流量2 L/min;菌体生长阶段,为满足菌体生长所需的氧浓度,转速最高时达400 r/min,空气流速8 L/min,维持溶解氧水平不低于30%,最终获得较高的生物量。抗生素分泌期,由于碳源的间歇补入,对溶解氧水平有一定的影响。一般在补糖后产生菌的需氧量略有增加。此阶段菌体浓度略有增加,纳他霉素大量合成,维持溶解氧水平在30%~35%。
3.3.5 控制p H值的7 L自动罐间歇补料分批发酵 如图6所示,菌体生长曲线呈现S形。在发酵24~60 h,干重增长最快,为对数生长期。60 h以后缓慢上升了一段时间后即停止生长,直至结束。纳他霉素产量从开始到36 h缓慢增长,从36~108 h呈直线上升,这是纳他霉素主要产生和积累阶段, 108 h后不再上升。由此,将补料分批发酵周期延长至120 h,使发酵液中葡萄糖基本耗尽。纳他霉素产量达到5.32 g/L,发酵罐的生产力从分批发酵的0.002 9 g/(L·h)提高到0.006 3 g/(L·h),设备利用率和纳他霉素产量均有所提高。
4 结 语
以7 L自动罐分批发酵各参数为依据,确定了控制p H值的7 L自动罐间歇补料分批发酵的试验结果。从搅拌转速和空气流量两个方面同时控制溶氧在30%~35%,并加入聚醚做消泡剂。葡萄糖的流加量控制在维持发酵液糖质量浓度约为2 g/dL,发酵周期120 h。通过添加碱液控制发酵过程的p H在5.2~5.4,从而获得更高的纳他霉素产量。此发酵生产工艺中纳他霉素产量达5.32 g/L,发酵罐的生产力从分批发酵的0.002 9 g/(L·h)提高到0.006 3 g/(L·h)。
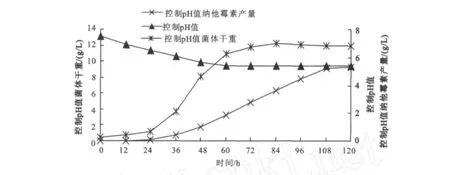
图6 间歇补料分批发酵和控制pH间歇补料分批发酵菌体干重及纳他霉素产量的比较Fig.6 The comparison of strain dry weight and yield of Natamycin between fermentation in batches by interval adding glucose and pHcontrolled condition
[1]陈冠群,杨东靖,杜连祥.纳他霉素高产菌株的选育及其发酵条件的研究[J].食品与发酵工业,2003,29(3):19-23.
CHEN Guan-qun,YANG Dong-jing,DU Lian-xiang.Study on the breeding of high Natamycin producing strains and their fermentation conditions[J].Food and Fermentation Industries,2003,29(3):19-23.(in Chinese)
[2]魏杰,孟宪军.金褐霉素高产菌株的选育及发酵条件的优化[J].食品与生物技术学报,2009,28(2):240-242.
WEI Jie,MENG Xian-jun.Study on the breeding of high aureofuscin producing strains and their fermentation conditions [J].Journal of Food Science and Biotechnology,2009,28(2):240-242.(in Chinese)
[3]何艳玲,邬建国,路福平.间歇补料分批发酵提高纳他霉素产量[J].药物生物技术,2001,9(4):224-226.
HE Yan-ling,WU Jian-guo,LU Fu-ping.Fed-Batch fermentation to improve the yield of Natamycin[J].Pharmaceutical Biotechnology,2002,9(4):224-226(in Chinese)
[4]杨东靖,陈冠群,王敏,等.纳他霉素高产菌株的链霉素抗性选育及其发酵工艺的优化[J].药物生物技术,2003,10(2): 84-87.
YANG Dong-jing,CHEN Guan-qun,WANG Min,Streptomycin resistance breeding of high Natamycin producing strains and optimization on their fermentation conditions[J].Pharmaceutical Biotechnology,2003,10(2):84-87.(in Chinese)
[5]Harry Brik.Natamycin Analytical Profiles of Drug Substances[M].New York:Academic Press Inc,1994:514-557.
(责任编辑:李春丽)
Study of Natamycin High-Yield Strains Fermenter Fermentation Condition
WEI Bao-dong, LIN Yu-shu
(College of Food Science,Shenyang Agricultural University,Shenyang 110161,China)
The effect of the nutrition and environmental conditions,including dissolved oxygen, p H,added sugar and other factors on Natamycin production by Streptomyce natalensis SY-4795 were careful investigated,and the optimum conditions listed as follows:the dissolved oxygen 30%~35%,the constant sugar concentration in fermentation broth keep at 2%,p H 5.2~5.4. With the optimum fermentation conditions,natamycin production increase 3.01 g/L to 5.32 g/L in batch fermentation.
natamycin,fermenter,fermentation condition,yield
TQ 920.1
:A
1673-1689(2010)03-0448-05
2009-09-08
辽宁省教育厅科研项目(2008662)。
魏宝东(1969-),男,辽宁沈阳人,副教授,农学博士,硕导,主要从事食品制造与保藏方面的研究。Email:bdwei2003@yahoo.com