全自动平面贴标机的系统设计与实现
2010-08-24潘绍明罗功坤蔡启仲
潘绍明 ,罗功坤,蔡启仲
PAN Shao-ming, LUO Gong-kun, CAI Qi-zhong
(广西工学院,柳州 545006)
0 引言
随着社会的发展,对商品贴标是已成为商品生产中不可缺少的环节。现在商品标签的材质、形状很多,被贴标对象的类型、品种也很多,贴标要求也不尽相同,而且对贴标的速度要求越来越高,单靠人工手工贴标签,已经无法满足社会的需求。慢慢的,贴标签由人工手工贴标转化到自动化的机械控制贴标。这样就改善了很多生产方面的问题。贴标机是产品包装实现机械化、自动化的根本保证,因此贴标机在现代工业生产中起到相当重要的作用。
全自动平面贴标机是一款在产品的平面上贴上不干胶标签的自动贴标机,此类仪器可以直接连接生产流水线,自动完成产品的输送、产品定位、标签出标、产品贴标、标签抚压、成品输出等工作。虽然贴标机与人工贴标相比无论在贴标精度还是效率方面都有很大的提高,但是就目前社会自动化的发展形势来看,现有的贴标机贴标速度还是不能满足社会发展的要求,迫切需要研发出更高精度,更高效率的贴标机,这就要求对贴标机结构进行改善,对电控方法进行优化改革。 本文设计的贴标机由常规的步进电机换成伺服电机,步距更加准确,使贴标机出标速度、输送速度更稳定,更高, 系统采用了PLC控制技术,其控制逻辑是以程序方式放在存储器中要改变控制逻辑,只需改变程序即可,系统连线少、体积小、功耗小、速度快,并且采用半导体集成电路做定时器,时钟脉冲由晶体震荡产生,精度高,定时范围宽,修改方便,不受环境影响。
1 贴标机的功能分析和总体设计
1.1 系统功能的功能分析
本贴标机的用途:使用不干胶标签对纸盒进行贴标。纸盒与贴标材料规格:纸盒尺寸是62×62×l8(mm),纸盒内装有一圆形(60×15(mm))的铝质工件:贴标材料是不干胶标签卷筒,每张标签的尺寸是50×45(mm)。纸盒、标签卷和贴标后的成品外观图如图1所示,而标签分布如图2所示:

图1 纸盒、贴标材料和成品
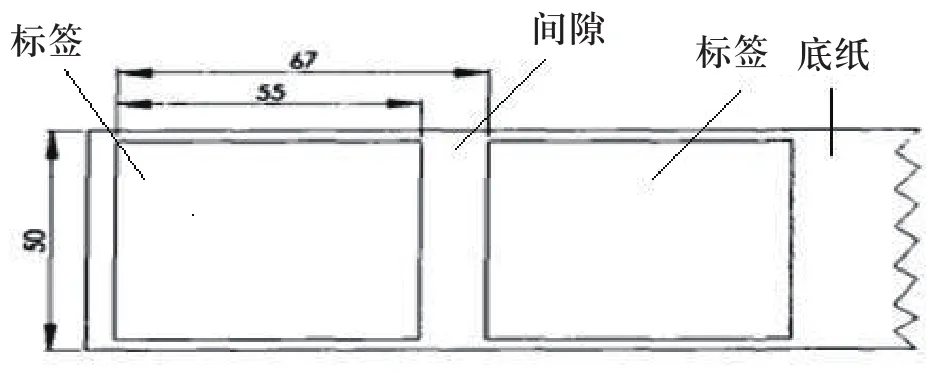
图2 标签分布图
设计的贴标机需满足以下功能要求:
l)可将不干胶标签可靠地贴在纸盒的上表面。要完成这一功能,系统必须实现以下操作:对被贴标件纸盒的运送和准确定位,贴标材料不干胶标签的精确进给,标签从标签纸带上的剥离,标签被牢固地贴在纸盒上,以及在贴标完成后,成品能被顺利输出。
2)全自动的连续贴标。贴标过程中的各项操作,均为自动执行,无需人工干预,并可通过控制系统完成对各操作动作的协调控制和连续执行。
3)较低的设计和制造成本。使用传感器、伺服电机、调速电机、PLC、熔断器设计电路,使用数量少,搭配合理,降低整个贴标机的设计和制造成本,使其具有较好的推广性。
4)具有紧凑的机械结构。根据PLC的控制机理以及调速电机、伺服电机的运动特点,简化贴标机传动装置,合理安排贴标机各机构的布局,使所设计的贴标机结构紧凑,所占空间位置小,使用方便。
1.2 系统总体方案的设计
1.2.1 工艺分析
选择和拟定工艺过程是贴标机设计第一阶段的任务,是贴标机设计的基础。工艺过程方案是否合理和先进,将直接影响所研制的贴标机结构、外形尺寸、机构的运动方式和贴标质量。本贴标机为多工位贴标机,其贴标运动是间歇运动,工艺路线为阶梯型,即在贴标过程中兼有竖直和水平两个方向的运动,采用"刷贴法"完成贴标动作。根据系统功能需求可将整个贴标过程分为以下五道工序,如图3所示:

图3 贴标工序图
1.2.2 贴标机总体结构设计
贴标机作为自动工作机中的一个特定的类型,它具有一般自动工作机的基本共性,在结构上包括驱动元件、工作机构、传动机构和自动控制装置系统四大部分。同时贴标机也具有其自身的一些特点,根据本贴标机的工艺,可将贴标机的结构划分为以下五个部分,各子部分分别完成各自的功能,并协调工作,实现贴标机功能。如图4所示:
图4中所示的5个工作机构都是要完成对纸盒贴标而使用的专门机构,其中辅助操作机构包括纸盒输送装置、贴标材料输送装置和成品取出机构,工艺操作机构包括贴标机构和抚压机构。控制装置采用了采用PLC控制技术,系统中各执行元件的运动均是顺序动作,要求控制装置可完成对各电机的顺序控制,同时电气线路要求接线方便,可靠性高,故障率低;纸盒输送装置是将单个纸盒在运动路线进行输送,使用伺服电机进行驱动,使用皮带作为传动工具。标签输送装置用于完成对卷筒标签的输送,它通过伺服电机牵引标签纸带,使标签被输送至指定位置,标签在移动中经过剥标板能自动从标签纸带上剥离,而贴标后的标签纸带则要求被回收。贴标机构是贴标机的工艺操作机构,它的主要功能是将标签的剥离出的前缘固定在纸盒上,贴标完成后,贴标头自动收回。抚压机构也是贴标机的工艺操作机构,由于本贴标机中采用的是"刷贴法"进行贴标,因而标签剥离出的前缘被粘在纸盒上后,还需使用滚筒或是刷子,将标签的剩余部分在纸盒上抚平压实。
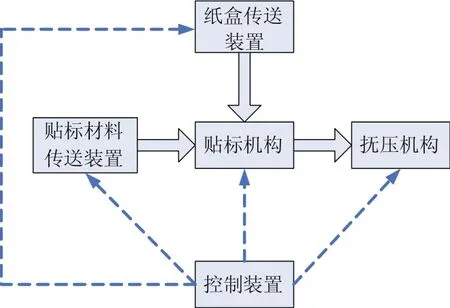
图4 贴标机的结构组成方块图
2 系统的实现
2.1 标签输送装置和贴标机构的实现
标签输送装置和贴标机构是由5个部分组成的,如图5所示:

图5 标签输送装置的组成
图5中的所示的标签卷支撑轴1用于支撑标签卷,使标签卷保持在一定的牵引力的作用范围内可以松展成带。牵引轮2是用来牵引标签纸带,将标签移动指定的距离。导辊组3对标签带起着承托、引导、转向及校正的作用。剥离杆4的作用是使标签在输送过程中,克服不干胶标签和标签纸带之间的粘附力,完成标签自动剥离。标签回收轮5在牵引轮2送标的同时,将标签纸带以卷筒的形式回收起来。随着标签纸带的输送,标签带回收卷的直径越来越大,这是和标签送料卷相反的。当标带经过剥离杆时候,由于标带上的标签较硬,它不易沿剥离杆急转弯,因此当标带的底纸急转弯时,标签由于惯性继续向前运动,与底纸分离,顺势粘贴到输送到位的盒子上面,再与盒子一起进入抚压机构进行滚压,牢固的贴到盒子上面。而底纸则由转动的纸带回收轮回收卷好。
2.2 抚压机构的实现
抚压机构采用滚筒进行抚压,如图6所示。

图6 抚压滚筒
滚筒式的抚压,动作具有一定的柔顺性,防止标签被刮花,而且使用了轴承支撑,利用纸盒碰撞的动力来驱动,而不用另外的电机来驱动,所以大大节省了成本。
2.3 贴标机控制系统的实现
贴标机的控制结构如图7所示:生产流水线将待贴物品传送到到贴标机的传送送带上,传送带伺服电机控制传送带的速度以及启停,在传送带作用下,物品自动往贴标位置传送;在分瓶调速电机作用下,分瓶轮以一定的速度转动,将待贴物品拉开一定的距离;测物传感器检测出待贴物品到位时,反馈信号给PLC; PLC对信号进行处理,发出控制信号,控制牵引底纸的驱动辊伺服电机转动,送出标签;标签贴到物品上面后,经过抚压机构紧压后,牢固贴到工件上;测标传感器检测到两个标签之间的间隙后,发出信号给PLC控制伺服电机停止转动,结束一个贴标过程。下一个物品继续被传到贴标位置,重复以上动作,完成连续性贴标生产。另外,为了方便操作,系统的人机界面采用触摸屏控制。系统的主要部件的型号如表1所示。
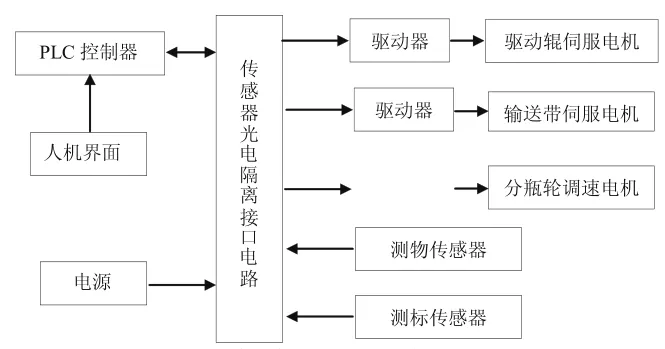
图7 贴标机控制系统结构图
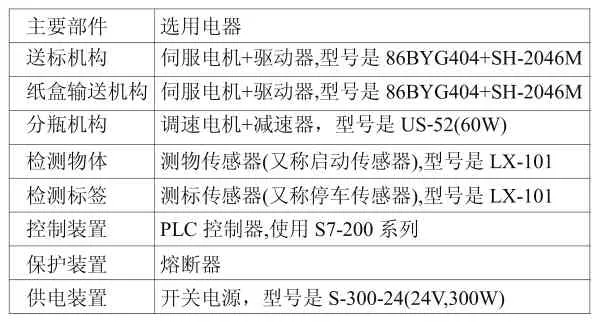
表1 主要部件的型号选择
3 系统调试
完成贴标机机械装配、电机和传感器安装、以及PLC控制线路连接后,进行大量的系统调试。比如检查传感器的位置是否最佳,调整好各驱动元件的速度,各执行元件的协调性。
经过不断的调试,有效解决了经常出现的冲标、拉标、卡盒、打滑、刮伤、偏位、停机、气泡、褶皱等问题,进一步改善了系统的设计,提高了系统整体性能。
4 结论
本文开发出了一套全自动贴标机,该贴标机的驱动电机由一般的步进电机换成伺服电机,步距更加准确,使贴标机出标速度、输送速度更稳定,更高。同时改用以下定位方法:分2段出标,1段采用高速正常贴标速度6倍的速度出标,完成定位后,第2段按正常速度连续出标并贴标,极大降低了输送机构本身的不稳定性带来的影响,提高贴标质量和效率,提高市场竞争力。此款仪器可以直接连接生产流水线,也可单机贴标,贴标效率达到60件/分,且精度达到±0.1mm。其贴标头上下、前后可调,适应不同规格的工件贴标需要。
[1] 孙智慧,徐克非主编,包装机械概论.北京:印刷工业出版社,2007.
[2] 宋尔涛主编,包装自动控制原理及过程自动化.北京:印刷工业出版社,1999.
[3] 鲁远栋主编.PLC机电控制系统应用设计技术.北京:电子工业出版社,2006.
[4] 陈杰,黄鸿.传感器与检测技术.北京:高等教育出版社,2002.
