天津某特大桥84 m钢桁梁整体节点弦杆制造工艺
2010-08-19姚刚
姚 刚
京沪新建高速铁路工程天津枢纽L=84 m跨度钢桁铁路桥,采用了Q370qE钢整体节点新技术,代表了我国桥梁技术向高强、整体、新结构发展的方向。本桥杆件按照结构形式区分为整体节点弦杆、插入式斜杆、横梁、纵梁及板式桥门,其中整体节点弦杆是本桥具有代表意义的杆件之一,它的制造质量是保证全桥安装质量的关键。主桁间连接采用M27高强度螺栓、φ 29 mm栓孔,主桁与桥面系、联结系间的连接采用M24高强度螺栓、φ 26 mm栓孔。现以下弦杆为例,构造如图1所示。

1 制造难点
1)整体节点弦杆是三维空间多角度多层面结构,连接关系复杂,且孔群密集,制孔精度要求高。2)整体节点弦杆集熔透对接、熔透角接、坡口角接、棱角焊接于一体,焊接性能要求高,增加了焊接难度。3)整体节点弦杆四条主焊缝采用深坡口焊接,有的板件要求熔透焊接,因而焊接变形的控制和矫正难度较大。4)整体节点部位斜杆插入处工地拼装要求严格,工厂制造要控制不同方位的拼装缝隙,并且要保证斜杆插入宽度公差满足安装要求。
2 工艺设计及技术措施
整体节点下弦杆包括竖板单元、出檐水平板、无檐水平板、隔板、横梁接头板、平联节点板单元等。制造按照单元件制作→箱体制作→栓孔钻制→组焊附属件的工艺顺序进行。

2.1 竖板单元制作
1)节点板精度控制。节点板外轮廓尺寸控制应满足如图2所示的技术要求。a.对接头与节点垂直中心线平行,与水平中心线垂直以保证接料直度。b.AB水平线与节点垂直中心线垂直,与对接头垂直以保证弦杆上边缘不倾斜。c.控制节点中心至拼接头尺寸a,以确保两块节点板自身及两块节点板与平联节点板中心线不错位。d.控制 AB水平线至水平中心线距离b1,以保证弦杆水平中线上部高度。
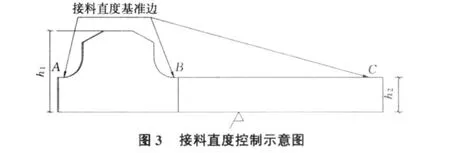
2)接料直度控制。节点板与竖板平直段对接以上边缘为基准。确定 AB连线延长至C点,在保证不直度不大于1.5 mm的情况下,通过对竖板底边进行铣削加工,达到消除或减少累计误差的目的,如图3所示。
2.2 隔板制作
隔板是保证弦杆宽度、高度及箱形对角线的重要部件,相当于弦杆组焊内胎。对其边缘采用机械加工方法,并对其宽度、高度、垂直度公差做严格规定。
2.3 箱体制作
1)组装顺序。箱体采用正位组装法,即:出檐水平板放置于胎形平台上,依次放入隔板及竖板单元件组成槽形。焊修后,组装无檐水平板成箱形。整体组焊修后再组附属件。组装顺序:平置出檐水平板,划线组对内隔板→组两侧竖板成槽形→扣无檐水平板→组接头板等附属件。
2)胎形设置。组对槽形在整体节点弦杆组装胎上进行。在胎形节点中心处设置中心线标志,保证竖板节点中心与出檐水平板平联板中心不错位;设置端挡角保证大节点端内侧宽度;胎形上纵向中心线在组装时与出檐水平板纵向中心线要求重合,保证杆件组装直度,如有偏斜,横向推动丝杠进行微调;箱形隔板的准确定位,保证弦杆宽度、高度及纵向平直度;横向活动挡角,保证竖板与隔板密贴;水平压板保证出檐水平板与胎形平台密贴;同时还备置正反扣卡,正反扣顶镐控制节点板部位的稳定。
2.4 焊接质量控制
本桥整体节点弦杆采用Q370qE钢,此种材质钢性能等级较高,且符合设计要求,当板厚大于24 mm,-40℃时 AKV应大于120 J,板厚不大于24 mm,-40℃时AKV应大于100 J。在生产实际中结合以往的成功经验,进行焊接工艺评定试验,并对合理匹配焊接材料及坡口形式、预热及道间温度的控制、定位焊、辅助措施、焊缝修磨和返修焊等进行专项深入研究,根据结果编制较为完善的焊接工艺规程指导生产,并进行实时跟踪,及时发现问题解决问题,从而进一步保证焊接质量。
2.5 变形控制
1)钢板接料、单元件组焊修、箱体组焊修、附属件组焊修均在平台上或胎形上进行,防止或减少热加工中因杆件自重影响而产生变形。2)通过确定合理的焊接方法,控制焊接顺序,减少立弯、旁弯及扭曲变形。3)已产生某种变形的杆件,采用箱形矫正胎形与火焰矫正相结合的工艺。4)使用链式翻转胎具及吊具,保证杆件在起吊、翻身、打调时平稳安全。防止因吊运、翻转不当造成杆件塑性变形。
2.6 栓孔钻制
1)钻制工艺。为了保证栓孔钻制精度,箱形主体采用组焊修后,用龙门数控钻床钻孔,再用小型钻孔胎或覆盖式机械样板定位钻孔。横梁接头板采用组焊修后立体划线、卡样、钻孔。平联节点板等附属件采用单件先钻孔,后定位组焊的工艺。2)钻孔顺序。在龙门数控钻床上完成两侧竖板及无檐水平板孔钻制。依据出檐水平板纵向中心线,以竖板孔为生根孔,定位穿轴固定U形样板钻制出檐水平板两端孔,用定位样板接钻平联板孔,并完成后续钻孔。
2.7 提高抗疲劳强度的措施
1)对整体节点弦杆的外露边缘采用精密切割工艺,并对其自由边采取双侧倒棱;2)节点处圆弧过渡部位切割面打磨匀顺;3)弦杆横向对接焊缝和平联节点板两端焊缝进行打磨和锤击处理;4)不等厚钢板对接,对厚板侧采用铣斜坡加工,并沿受力方向将焊缝打磨匀顺;5)选用适当的焊接方法,制定合理的焊接顺序,最大限度的减小杆件拘束。通过以上工艺措施缓和应力集中,从而提高焊缝的抗疲劳性能。
3 结语
在京沪新建高速铁路工程天津枢纽 L=84 m跨度钢桁铁路桥的制造过程中,通过以上工艺措施的采用,较好的解决了整体节点弦杆在制造过程中的难点问题。
[1]TB 10212-2009,铁路钢桥制造规范[S].
