药芯焊丝CO2气体保护焊在焊接空冷器套管中的应用
2010-01-03代渊雄刘立国代小红
代渊雄,代 薇,刘立国,刘 洋,代小红
(1.辽河油田油建二公司,辽宁盘锦 124012;2.辽宁石油化工大学机械工程学院,辽宁抚顺 113001)
药芯焊丝CO2气体保护焊在焊接空冷器套管中的应用
代渊雄1,代 薇2,刘立国1,刘 洋1,代小红1
(1.辽河油田油建二公司,辽宁盘锦 124012;2.辽宁石油化工大学机械工程学院,辽宁抚顺 113001)
焊接天然气空冷器的传统工艺是SMAW方法,生产效率低,经济效益差,焊缝质量难以控制。文章介绍了将药芯焊丝CO2气体保护焊工艺应用于空冷器套管焊接的方法、焊接设备、焊接工艺参数、操作要点及注意事项。采用该方法焊接,不仅焊缝美观,各项技术指标符合设计要求,而且提高生产效率1.52倍,焊接综合成本下降8%,值得在油田同类产品的焊接工程中推广应用。
空冷器制造;药芯焊丝CO2焊;焊接效率
0 引言
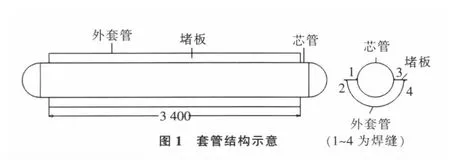
2008年10月,辽河油田油建二公司金属结构厂承制了2台4.0万m3/d石油天然气空冷器,其结构主要是由5个如图1所示的套管构件和32根高近5 m的U型散热管、数个接管和底座组装焊接而成,容器级别Ⅰ级。套管的介质为60℃热水,设计压力0.6 MPa,工作压力0.55 MPa,它由芯管、外套管和堵板焊接而成,堵板尺寸为3 400 mm×100 mm×12 mm,材质为Q235B,芯管和套管的材质为20#钢。套管堵板纵焊缝总长68 m,焊接量占整台容器的近50%。
因套管结构的特殊性,不能采用高效率的SAW (埋弧焊)方法,按惯例,由2~3名焊工同时采用SMAW (焊条电弧焊)方法焊接套管,至少也要2~3天才能完工,焊工劳动强度大,生产效率低,焊缝接头多,外观成型差,经济效益低。而当时又正值公司 “大战四季度”期间,生产任务重,人员又分散在野外多处工地现场,焊工少,SMAW焊接电源紧张,工期又要求短。故此,我们充分利用焊接钢结构用MAG焊接电源,并首次把药芯焊丝CO2气体保护焊工艺应用在空冷器套管的焊接生产上,在降低生产成本、提高焊接效率和焊接质量等方面取得了良好的效果,特别是为在压力容器焊接制造工程中推广应用药芯焊丝CO2气体保护焊工艺积累了丰富的实践经验。
1 药芯焊丝CO2气体保护焊工艺简介
药芯焊丝CO2气体保护焊是近年来迅速发展起来的一种新工艺,具有优质、高效、低成本等特点,在发达国家已是一种应用十分广泛和成熟的工艺,在我国还处于发展阶段。据了解,在辽河油田和其他石油基建单位,该工艺也仅仅应用在钢结构的焊接生产上,而在锅炉压力容器行业还未得到广泛的应用。
药芯焊丝CO2气体保护焊是采用焊渣和CO2气体 (或Ar+CO2混合气体) “气—渣”联合保护的一种熔化电极气体保护焊。它由送丝机构将盘式药芯焊丝,经软管送至具有手动电控的焊枪,再送进燃烧的熔池,产生熔渣,对焊缝进行机械保护;同时由供气系统供气,CO2气体从钢瓶流出,经预热器加热和干燥,再经减压阀和流量计,从导管进入焊枪的气电开关,经喷嘴喷出覆盖熔池,使熔池得到CO2气体保护,从而保护焊缝。焊缝经气—渣联合保护,成型美观,飞溅少且颗粒小,容易清除。而CO2气体又是焊接用保护气体中价格最低廉的气体,故焊接成本低。
由于该工艺实现了送丝自动化,且能使用的电流密度 (>100A/mm2) 比SMAW (约 10~20A/mm2)高得多,熔深大,焊丝熔化快,生产效率高,特别适用于焊接不能采用自动焊的规则的或不规则的长、短焊缝。
综上所述,在焊接空冷器套管时,选择了药芯焊丝CO2气体保护焊工艺。
2 实际焊接生产应用
确定焊接套管的工艺方法后,对试件进行了药芯焊丝CO2气体保护焊接,经焊接工艺评定,各项技术指标符合设计要求,故该工艺可以应用到焊接生产实践中。
2.1 焊接设备
采用唐山松下生产的KRⅡ-500型、MIG/MAG焊接电源,YW-50KB型送丝机,配备加热减压流量计、尖嘴钳和扳手。
2.2 焊接材料
采用天津产大桥牌15 kg装药芯焊丝,牌号E501T, 规格 φ1.2 mm,CO2气体纯度≥ 99.5%,并领取喷嘴防堵剂 (膏)。
2.3 焊接工艺参数
施焊时,可以采用右焊法,但最好采用左焊法,双手握焊枪,在保证观察熔池方便的前提下,焊枪应尽量垂直焊缝,与焊缝的倾角一般为75°~90°,喷嘴与熔池的距离8~15 mm,焊丝伸出长度8~10 mm,焊丝直径1.2 mm,CO2气体流量15~25 L/min,焊接电流160~200 A,电弧电压26~30 V,焊接速度180~200 mm/min,焊接电源极性DCRP,焊接层数一层,焊角高度8~9 mm,焊接顺序按焊缝1→2→3→4进行,焊缝为一气呵成的连续焊缝。
2.4 操作要点及注意事项
(1)组对时,先将剪切下来的堵板进行人工矫直,尽量使焊缝间隙严密,防止间隙过大,造成焊接时焊漏或 “栽丝”,降低焊接速度,影响焊接质量。按250~300 mm间距进行点焊,点焊长度15~20 mm,防止开裂,点焊时采用SMAW方法和J426焊条。点固后,用电动钢丝轮清除焊缝铁锈和油污。
(2)焊前检气,一是为了调节所需的CO2气体流量,流量小,保护效果差,易产生气孔,流量过大,造成熔池空气紊流,保护效果反而变差,而且造成浪费。二是为了把输气软管中的空气置换出去,使管内充满CO2气体,防止焊缝产生气孔。检气时间太短,达不到检气目的,检气时间过长,造成CO2气体浪费,生产成本增大。故检气时间以5~10 s为宜。
(3)更换焊丝时,先把焊丝盘装上送丝机,左手抓紧焊丝头,右手拿尖嘴钳剪断丝头结,然后依次将焊丝头穿入导丝管、导丝轮、送丝轮和软管,按住手动送丝开关,把焊丝送进鹅颈形焊枪。在焊丝进入软管10 mm以前,一定要抓紧焊丝,千万要防止失手松掉焊丝,以免焊丝借助焊丝卷盘的弹力迅速散乱,造成少则十几米、多则几十米的浪费。搬运焊丝时,也要注意轻搬轻放,防止损坏塑料焊丝盘。否则,整盘焊丝将报废,造成成本大增。
(4)施焊时,为防止飞溅堵住喷嘴,应随时清理,并建议使用防堵剂,可将热的喷嘴垂直插入防堵剂中,并轻轻提起,将沾在喷嘴表面多余剂液抖落在防堵剂盒中,防止浪费和喷嘴沾液过多造成大量烟雾或产生气孔。
(5)焊接过程中,为了防止产生气孔,要保证喷嘴和熔池的最佳角度和距离,就要随时调整焊姿,移动身体时,要做到稳、轻、勤,使电弧燃烧稳定,CO2气体氛围始终覆盖熔池,并尽量使整条焊缝 (3.4 m长)的焊接一气呵成,且美观、整齐无接头,焊接效率高。
(6)焊接完毕,或休息时间,要立即关闭电源,减少空载耗损。
3 焊接效率和经济效益
焊接一台空冷器套管的68 m角焊缝时,如果按传统的SMAW焊接方法,选用φ 4 mm的J426焊条,焊接电流170~190 A,焊速75~95 mm/min,焊角高度8~9 mm,实际焊接作业时间18.5 h,加上布置和清理焊接现场、休息和生理需要等时间,实际用工5.04个 (8 h/d工作制),消耗焊条约36.5 kg,用电约118 kW·h(不计空载耗损)。
而采用药芯焊丝CO2气体保护焊工艺后,笔者焊接上述同样的焊缝,使用焊接电流160~200 A,焊接速度180~200 mm/min,实际焊接作业时间仅7.34 h,加上其他时间,实际用工约2个,用焊丝 21 kg,CO2气体约9 360 L(折合0.76瓶),耗电44 kW·h,其他消耗可忽略不计。
以上成本单价分别按:工日为市场价130元/d,焊条 5.08元/kg, 焊丝 35.2元/kg, 电 0.69元/(kW·h),CO2气体35元/瓶,焊机折旧费6元/d计算,其生产效率和焊接成本见表1、表2。

表1 焊接作业时间对照/min

表2 焊接成本对照/元
4 结论
(1)采用药芯焊丝CO2气体保护焊工艺焊接空冷器套管时,经外观检测和水压试验,焊缝美观无渗漏,各项技术指标符合设计要求,证明该工艺是可行的。
(2)从表1和表2可以看出, 该工艺与SMAW方法相比,虽然焊材成本较高,但其生产效率提高了1.52倍,电能消耗下降63%,人工费下降61%,焊接综合成本下降了8%,经济效益显著。我公司每年制造空冷器的数量在10~20台,该焊接工艺值得推广应用。
[1]国家机械工业委员会统编.中级电焊工工艺学[M].北京:机械工业出版社,1988.
Application of Flux Cored CO2Welding Technique in Air Cooler Casing Welding
DAI Yuan-xiong(Liaohe Oilfield Second Construction Engineering Co.,Panjin 124012, China),DAI Wei, LIU Li-guo, et al.
The traditional welding method used for natural gas cooler manufacture is SMAW which has the shortcomings of low production efficiency,low economic benefit and difficult welding quality control.This paper illustrates the welding method of applying flux cored CO2welding technique in air cooler casing welding as well as its welding equipment,welding process parameters,operation key points and matters for attention.The welds made by this welding method have good appearance and their technical indexes meet the design requirements,furthermore the production efficiency increases 1.52 times and synthetic cost decreases by 8%.This welding method is worthy to be extended to similar welding projects in oilfields.
manufacture of air cooler;flux cored CO2welding;welding efficiency
TE973.4
B
1001-2206(2010)05-0059-03
代渊雄 (1960-),男,湖南武冈人,高级焊接技师,获IWS资质,现从事锅炉压力容器和石油天然气管道焊接工作。
2009-01-03
