基于PLC的自动化电镀生产线控制系统
2009-06-17赵迎春
摘要:文章探讨了如何利用德国西门子PLC S7-200进行自动化电镀生产线控制,重点分析了系统软硬件设计部分,并给出了系统硬件接线图、PLC控制I/O端口分配表以及整体程序流程图等,实现了电镀生产自动化,提高了生产效率,降低了劳动强度。
关键词:PLC;自动化电镀生产线;生产线控制系统;系统硬件接线图;I/O端口分配表
中图分类号:TG356文献标识码:A文章编号:1009-2374(2009)05-0009-02
自动化电镀生产线在五金精密件生产、电子产品制造、首饰制造等领域应用得非常广泛,其控制部分常常采用PLC控制,它使自动化电镀生产线运行更加平稳,定位更加准确,功能更加完善,操作更加方便。本文介绍了德国西门子PLC S7-200在自动化电镀生产线控制系统中的应用,并从硬件和软件两方面进行了分析和研究。此自动控制系统已在营口北方五金电子有限公司得到了很好的应用。
一、系统概况
自动化电镀生产线是指按一定电镀工艺要求将有关镀槽、镀件升降装置、镀件传送装置、电气控制装置、检测装置、过滤设备、加热与冷却设备等组合为一体的多功能自动控制装置。通过电镀,可以在机械制品上获得装饰保护性和各种功能性的表面层,还可以修复磨损和加工失误的工件。镀层大多是单一金属或合金,如锌、镉、金或黄铜等,也有弥散层和覆合层。电解的基本材料大多为铁、钢、不锈钢等。
本系统电镀生产线采用了直线悬臂式行车,行车架上装有可升降的吊钩,行车和吊钩各用一台电动机控制,同时用变频器对电机平滑调速。当行车平移时,先快速,接近工位时转为慢速,当吊钩吊起工件时,先慢后快,下降时先快后慢,提高了定位的准确性和安全性。在定位轨上依照工位安装行程开关,行车的进退和吊钩的升降由行程开关来检测。为了简单说明行车在自动化电镀生产线中的工作过程,现将二十多个工位的流程简化为四个工位,具体分为上下料、前处理、镀槽和后处理工位。
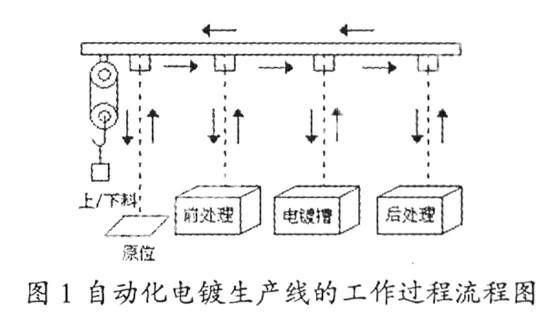
工作过程如下:在电镀生产线首端,工人将零件装入行车的吊篮并发出自动启动信号,吊篮上升碰到上限行程开关停止,行车开始自动前进。按生产要求在需要停留的槽位上空停止,并自动下降,碰到下限开关停止下降。根据工艺要求在槽中停留一段时间后自动上升,如此完成规定的每一道工艺直至生产线末端,行车便自动返回原始位置,并由工人装卸零件。具体流程图如图1所示。在工作过程中,有自动和手动两种工作方式选择,操作方便。在多数情况下选择自动工作方式,在维修和特别处理情况下选择手动工作方式。
二、系统硬件设计
根据自动化电镀生产线的控制要求,我们采用了德国西门子PLC S7-200 CPU226型号,此类型PLC无论独立运行,还是联接网络都能完成各种控制任务。它的使用范围可以覆盖从替代继电器的简单控制到复杂的自动控制。其应用领域包括各种机床、纺织机械、塑料机械、电梯等行业。S7-200 CPU226通讯功能完善,具有极高的性能价格比是很突出的特点,也是我们采用它的主要原因。
PLC为此系统的控制核心,此系统的输入信号有两部分,一部分是原点、单周期、步进等面板控制按钮,另一部分是多种行程开关,这些面板按钮信号和传感器信号作为PLC的输入变量,经过PLC的输入接口输入到内部数据寄存器,然后在PLC内部进行逻辑运算或数据处理后,以输出变量的形式送到输出接口,从而驱动电机来控制行车的运行和吊钩的升降。
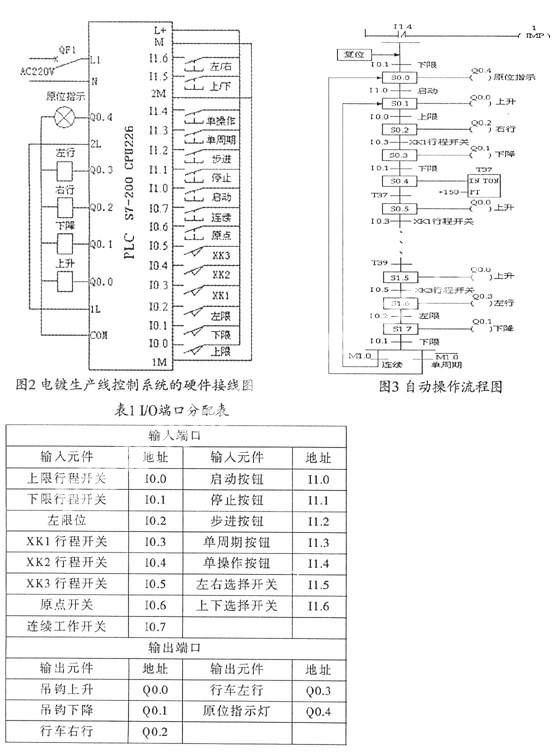
此系统PLC硬件接线图如图2所示,I/O端口分配表如表1所示。
三、系统软件设计
自动化电镀生产线的操作方式分为手动操作方式和自动操作方式。自动操作方式又分为步进、单周期和连续操作方式。手动操作是指用操作接钮对系统的每一步运动单独进行控制。例如,当选择左右开关时,按下启动按钮,行车左行;按下停止按钮,行车右行。步进操作是指每按一次启动按钮,程序完成一步动作后自动停止。单周期操作是指从原点开始,按一下启动按钮,系统自动完成一个周期的动作后停止。连续操作是指从原点开始,按一下启动按钮,系统将自动地、连续不断地周期性循环。在工作中若按一下停止按钮,系统将继续完成一个周期的动作后,回到原点自动停止。此系统的整体程序结构如图3所示。若选择单操作工作方式,当按下单操作按钮I1.4,执行单操作程序。单操作程序独立于自动操作程序,可另行设计。在步进工作方式下,执行步进操作程序,按一下启动按钮I1.0执行一个动作,并按规定顺序进行。在单周期工作方式和连续操作工作方式下,可执行自动操作程序。当按下连续按钮I0.7和启动按钮I1.0后,中间继电器M1.0置位,连续执行自动操作程序。当按下单周期按钮I1.3后,中间继电器M1.0复位,执行一次自动操作程序就停止。在单操作程序、步进操作程序和自动操作程序中都必须使用中间继电器,最后通过转换能控制共同的输出继电器。
根据前面的系统控制要求和I/O分配表分析可得自动操作流程图如图3所示。具体的工作过程如下:当PLC运行时,初始脉冲SM0.1对状态进行初始复位。当系统在原点时,状态继电器S0.0置1,Q0.4得电,原位状态指示灯亮。接下启动按钮I1.0后,状态继电器S0.1置1,同时S0.0清零,原位状态指示灯熄灭,Q0.0得电,吊钩执行上升动作。当上升碰到上限位开关I0.0时,状态继电器S0.2置1,同时S0.1清零,吊钩停止上升,Q0.2得电,行车开始右行,当右行到XK1行程开关时,状态继电器S0.3置1,同时S0.2清零,行车停止右行,Q0.1得电,吊钩开始下降,当碰到下限行程开关I0.1时,状态继电器S0.4置1,同时S0.3清零,吊钩停止下降,镀件处于前处理槽中,定时器T37开始计时,15S后,定时满,T37常开触点闭合使状态继电器S0.5置1,同时S0.4清零,Q0.0得电,吊钩开始上升,重复执行上升-右行-下降-延时四个过程,具体操作省略,当在后处理槽30S后,定时器T39得电,状态继电器S1.5置1,同时S1.4清零,Q0.0得电,吊钩开始上升,当碰到XK3行程开关,状态继电器S1.6置1,同时S1.5清零,吊钩停止上升,Q0.3得电,行车开始左行,当左行碰到左限限位开关I0.2,状态继电器S1.7置1,同时S1.6清零,行车停止左行,Q0.1得电,吊钩开始下降,当碰到下限开关I0.1,吊钩停止下降。如果为连续工作方式,M1.0置1,状态继电器S0.1置1,重复执行自动程序。若为单周期操作方式,M1.0清零,状态继电器S0.0置1,停止在原位。
四、结语
PLC应用于自动化电镀生产线,提高了生产效率,降低了劳动强度,为了适应多种不同镀件的工艺要求,还可编入多套工艺流程,系统的灵活性和通用性强,设计周期短。此控制系统经过两年多的实际运行,具有可靠性高,易操作,易维护等优点,已取得了很好的经济效益,有着广泛的应用前景。
参考文献
[1]李道霖.电气控制与PLC原理及应用[M].电子工业出版社,2006,(7).
[2]孙海维.SIMATIC可编程控制器及应用[M].机械工业出版社,2005,(1).
[3]廖常初.可编程控制应用技术[M].重庆大学出版社,2002,(3).
[4]冯立明.电镀工艺与设备化学[M].北京工业出版社,2005,(6).
[5]孙平.可编程控制器原理及应用[M].高等教育出版社,2004,(8).
作者简介:赵迎春(1978-),女,营口职业技术学院讲师,硕士,从事电子技术、PLC等方面的教学和科研工作。
